

4 Описание маршрута обработки заготовки.
005 Литье
010 Обрубка и очистка отливки
015 Фрезеровать литники
020 Навесить бирку с номером детали
025 Фрезеровать нижнюю плоскость под шлифование, выдерживая размеры 88,6 и 42,5.
Режущий инструмент: торцевая фреза
Инструмент выбираем по справочнику «Sandvic comoront»
Для получистовой обработки: (рис 1.)

|
Dc |
Dc2 |
dmm |
l1 |
Max ap |
|
|
|
|
|
160 |
172 |
40 |
63 |
6,0 |
16 |
8900 |
5,5 |
12 |
|
Код заказа: R245-160Q40-12H (мелкий шаг) |
||||||||
|
Размеры, мм |
z (равн. шаг) |
nmax, об/мин |
вес, кг |
Размер пластины |
||||
|
Dc |
Dc2 |
dmm |
l1 |
Max ap |
||||
|
100 |
112,5 |
32 |
50 |
6,0 |
|
11300 |
1,7 |
12 |
|
Код заказа: R245-100Q32-12H (мелкий шаг) |
||||||||
Пластины к ним (D 19)
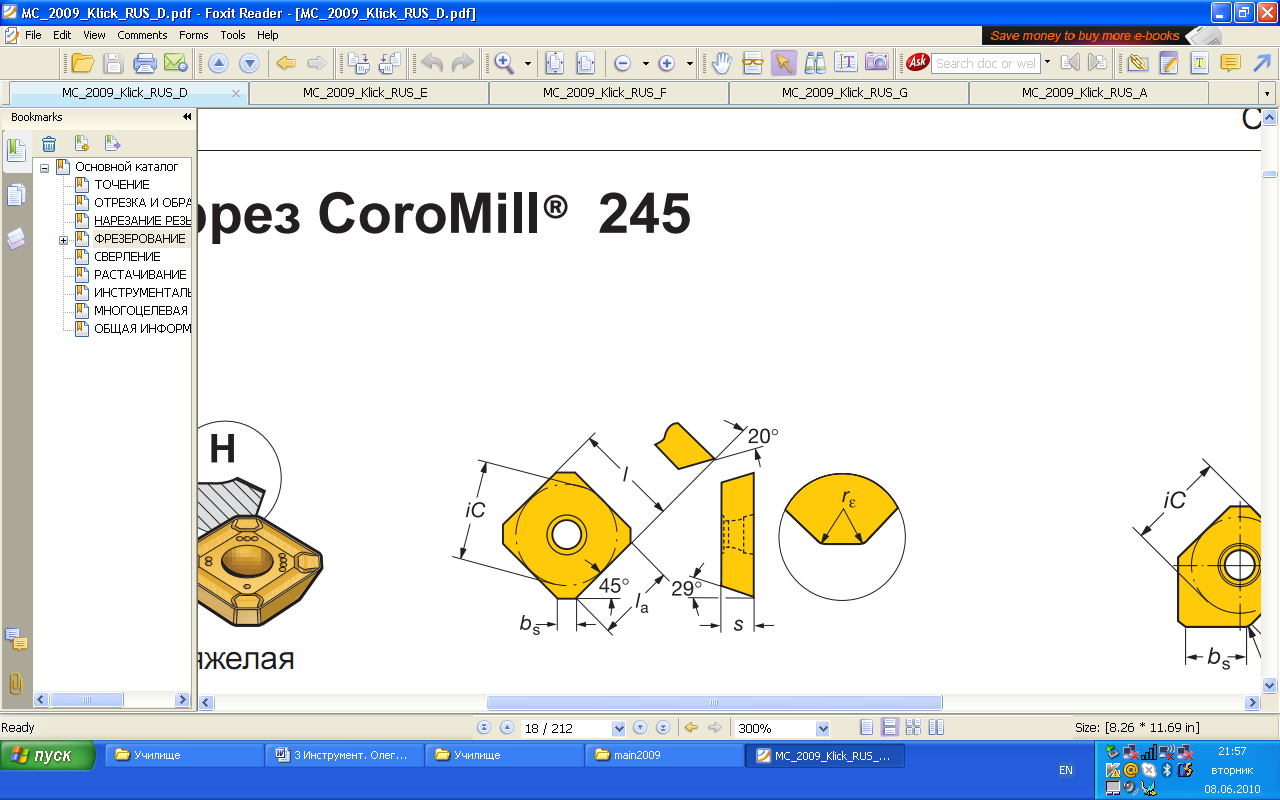
|
|
Размеры, мм |
Код заказа |
||||
|
la |
iC |
s |
bs |
rε |
||
|
P/GC/1025 |
10 |
13,4 |
3,97 |
2,1 |
1,5 |
R245-12 Т3 E-PL |
Материал режущей пластины (стр. D211)
Для получистовой обработки –Р20(Р10-Р30)
Торцевая фреза длчистовой обработки.(рис 2), (D174).
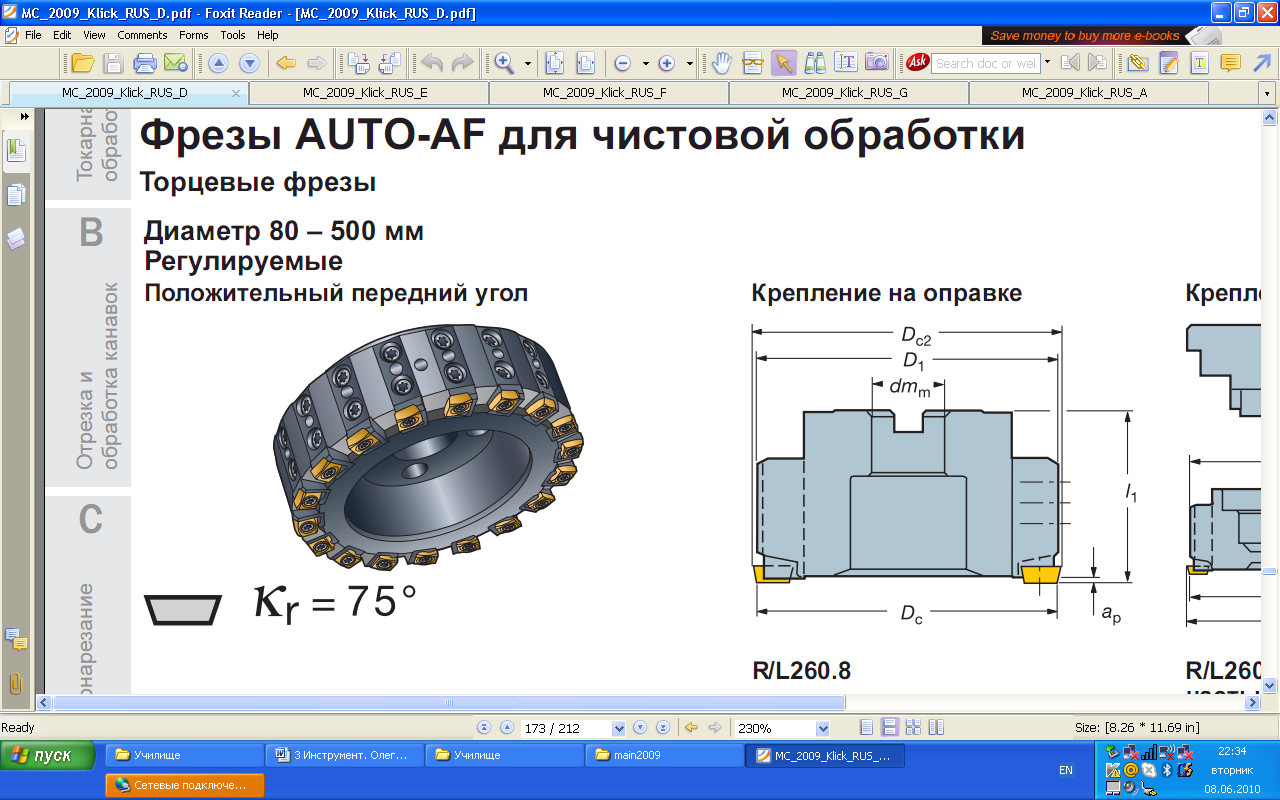
|
Размеры, мм |
D1 |
nmax, об/мин |
вес, кг |
Тип F |
||||
|
Dc |
Dc2 |
dmm |
l1 |
Max ap |
||||
|
160 |
164 |
40 |
63 |
1,0 |
161,8 |
4230 |
6,8 |
18 |
|
Код заказа: R/L260,8-160Q40-12H-F (мелкий шаг) |
||||||||
|
Размеры, мм |
D1 |
nmax, об/мин |
вес, кг |
Тип F |
||||
|
Dc |
Dc2 |
dmm |
l1 |
Max ap |
||||
|
100 |
104 |
32 |
63 |
1,0 |
103,6 |
5350 |
2 |
10 |
|
Код заказа: R/L260,8-100Q32-12H-F (мелкий шаг) |
||||||||
Пластины к ним. (D 175)
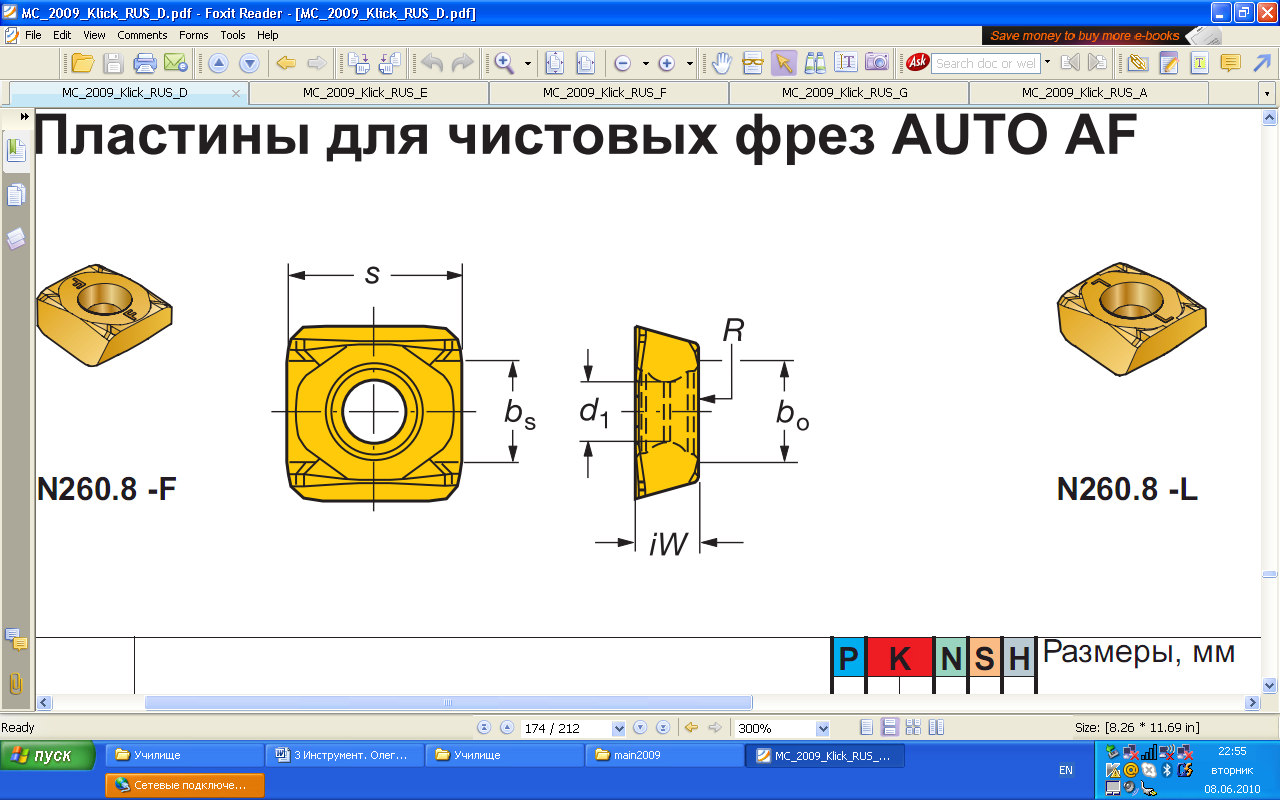
|
|
Размеры, мм |
Код заказа |
|||||
|
d1 |
Rb0 |
iW |
bs |
s |
b0 |
||
|
P/GC/3040 |
4,4 |
800 |
4,76 |
7 |
12,7 |
7 |
N260.8-1204-F |
Материал режущей пластины (стр. D211)
Для чистовой обработки – Р10(Р05 –Р20).
Мерительный и проверочный инструмент к этой поверхности ШЦ1, ц. д. 0,1 мм
030 Шлифовать нижнюю плоскость окончательно. Выдерживая размеры 88,3 и 42,3 мм. Точность обработки IT14/2. Шероховатость Rz20
Мерительный и проверочный инструмент: ШЦ ц. д. 0,05 мм
035 Фрезеровать поверхность бобышек, выдерживая размер 85 и 39 окончательно.
035.1Так как деталь должна иметь точность обработки IT14/2 и шероховатость Rz20 (большая бобышка) и 2,5 (маленькая бобышка), то, в соответствии со справочником «Технолога-Машиностроителя» обработка будет происходить в 2 этапа: получистовой, чистовой. За период 2-х стадий обработки будут использованы 2-е торцевые фрезы, одна из которых – на получистовой обработке, вторая – на чистовой. Рис. 1 и 2.
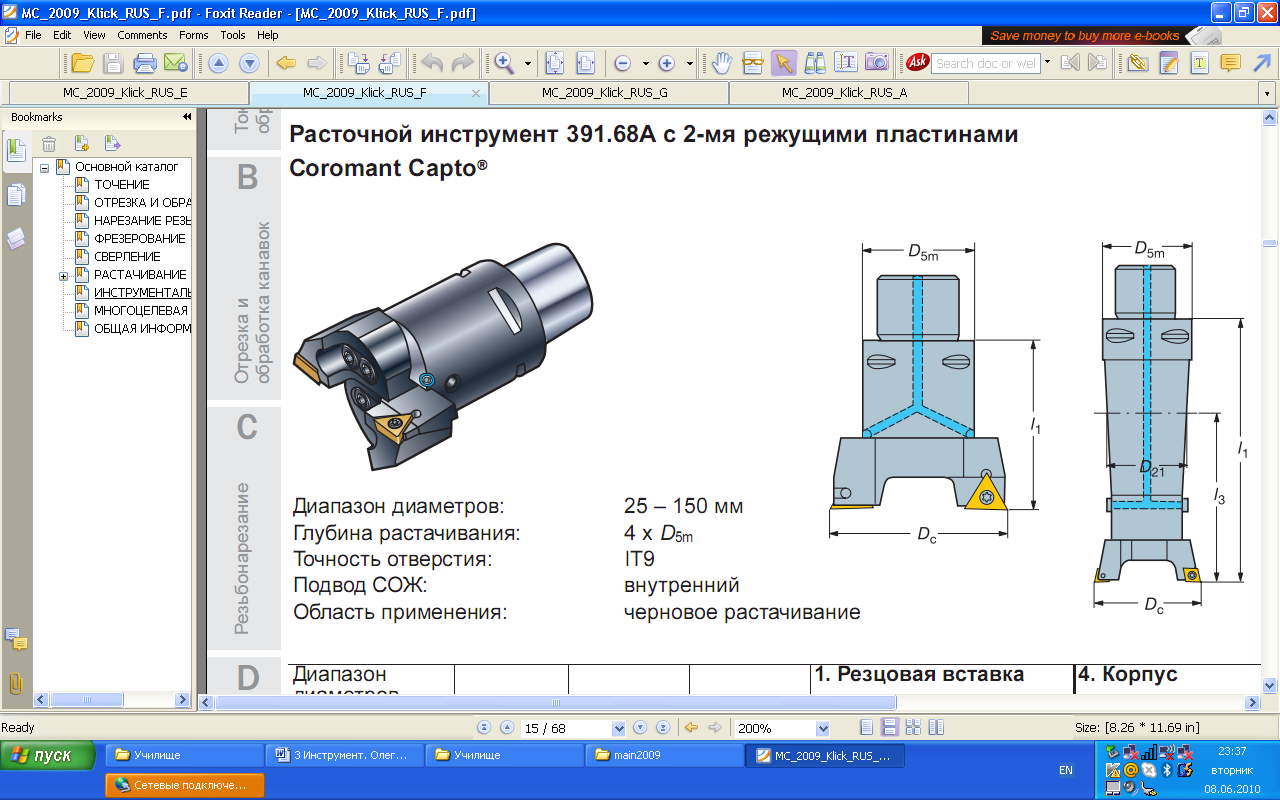
0,35.2 Расточить отверстия и фаски окончательно, выдерживая диаметры 50Н7 и 35Н7
Оба отверстия обрабатываются расточным резцом.
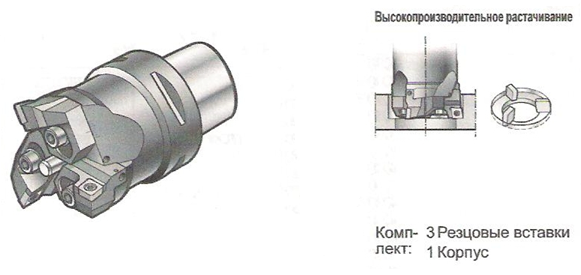
1) Расточной резец для получистовой обработки (стр F16)
. с 3-мя пластинами.
|
|
Dc, мм |
Типоразмер корпуса |
Размер соединения |
Kr |
Тип пластины |
|
2) |
50 |
В |
С4 – С6 |
90˚ |
СС..06 |
|
|
Резцовая вставка
|
Корпус
|
|
2) |
R820В-АR12SCFC06A |
C4-R820В-AA3044A |
Расточной инструмент с 2-мя пластинами для получистовой обработки (стр. F16 ).
|
|
Dc, мм |
Код заказа |
Размер соединения |
Kr |
Тип пластины |
|
1) |
35 |
391.68A-2-038 13 C06В
|
C3 |
90 |
CC…06 |
|
кг |
D5m |
l1 |
Корпус
|
|
0,5 |
32 |
97 |
С3-391.68А-2-026 084В |
-
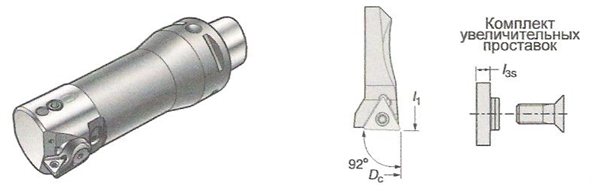
Инструмент для чистового и отделочного растачивания (стр. F30).
|
|
Dc1 |
Dc2 |
Размер соединения |
Kr |
Тип пластины |
|
1) |
35 |
54,5 |
С3 |
92˚ |
ТР…6 |
|
2) |
50 |
|
С4 |
92˚ |
ТР…09 |
|
Код заказа |
Резцовая вставка |
Увеличительная проставка |
|
1) |
R825А-AF11STUP06Т1A |
825А-030А |
|
2) |
R825В-AF17STUС0902A |
825B-036A |
Отверстие диаметром 50Н7 и отверстие диаметром 35Н7 имеют 3 этапа растачивания: получистовое, чистовое и отделочное.Все резцы для этого приведены выше.
в) Зенковать выточку диаметром 42,5Н. Будем пользоваться цилиндрической зенковкой. (Выбираем по «ГОСТ СССР»)
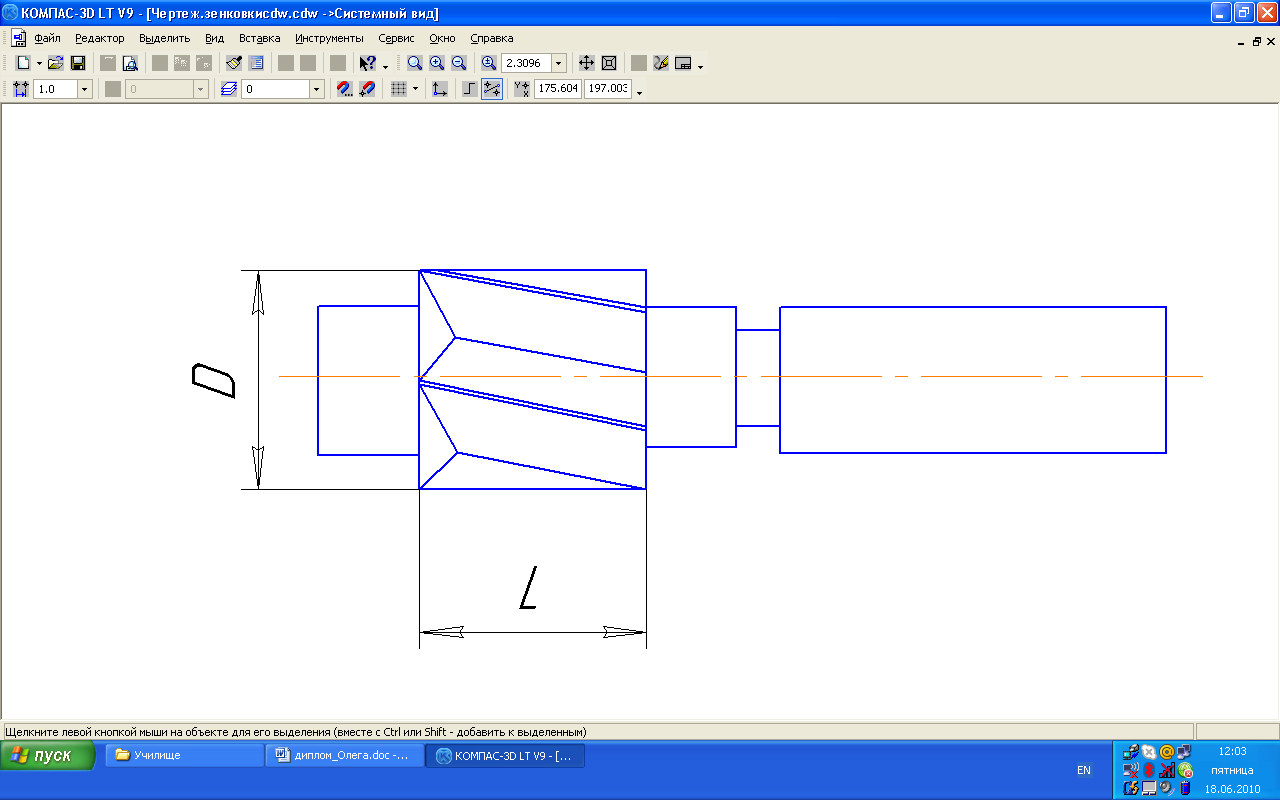
ГОСТ 15599-70 основные типы и размеры цилиндрических зенковок.
Тип 3, насадные D (диаметр зенковки)=34 – 63 мм; В данном случае D= 42,5 мм L (длинна режущей части)=40 – 50.
Материал: быстрорежущая сталь.
Так как шероховатость выточки должна получиться Rz 40 то получится одна операция: черновая.
Позиция 2
а) Цековать отверстие диаметром 32 мм. Использовать будем цилиндрическую цековку.
Цековка под отверстие диаметром 32 мм. ГОСТ 26259-89. стр49

|
Обозначение цековки |
d1 |
d |
l |
l1 |
l2 |
|
6020-0624 |
12 |
32,0 |
22 |
72 |
6 |
Так как шероховатость отверстия должна получиться Rz 80, то получится одна операция: черновая.
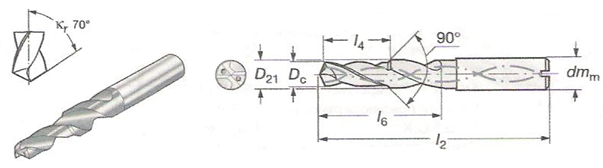
б) Обработать отверстие диаметром 17/M16 окончательно.
Здесь понадобятся сначала сверло под резьбу диаметром 14 мм.
Выбираем по справочнику «Sandvic comoront»
Сверло для обработки фасок и отверстий под резьбу (стр. Е24). (рис а)
|
Размеры, мм |
Kr |
Размер резьбы |
|||||
|
Dc |
dmm |
D21max |
l2 |
l4 |
l6 |
||
|
10,25 |
14 |
13,8 |
107 |
32,6 |
52 |
70 |
М12×1,75 |
|
Код заказа: R841-1025-30-A1A (внутренний подвод СОЖ) |
|||||||
|
Размеры, мм |
Kr |
Размер резьбы |
|||||
|
Dc |
dmm |
D21max |
l2 |
l4 |
l6 |
||
|
14 |
20 |
18,9 |
131 |
44,5 |
78 |
70 |
М16×2,0 |
|
Код заказа: R841-1025-30-A1A (внутренний подвод СОЖ) |
|||||||
Материал сверла (стр. Е89).
Для черновой обработки – GC1020 (HC) – (Р25 – Р50).
Потом сверло диаметром 17 мм.
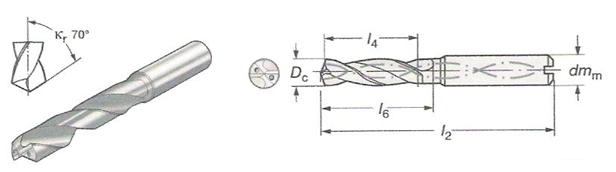
Сверла с цилиндрическим хвостовиком. (Рис б)
|
|
Размеры, мм |
Кr=70º |
||||
|
DDc |
dmm |
l2 |
l4 |
l6 |
||
|
Стр. Е14 |
99,7 |
10 |
103 |
45 |
61 |
|
|
Код заказа: R840-0970-30-AOA (наружный подвод СОЖ) |
||||||
|
|
Размеры, мм |
Кr=70º |
||||
|
DDc |
dmm |
l2 |
l4 |
l6 |
||
|
Стр. Е16 |
117 |
18 |
143 |
67 |
93 |
|
|
Код заказа: R840-0970-30-AOA (наружный подвод СОЖ) |
||||||