

4.6.6 Обозначение источников питания
Принята единая система обозначения электросварочного оборудования, выпускаемого предприятиями электротехнической промышленности. В условном обозначении первая буква обозначает тип изделия (Т - трансформаторы, В - выпрямитель, Г - генератор, П - преобразователь, А - агрегат, У - установка); вторая буква - вид сварки (Д - дуговая, П - плазменная); третья буква - способ сварки (Ф- под флюсом, Г - в защитном газе, У - универсальный источник для нескольких способов сварки); отсутствие буквы соответствует ручной дуговой сварке покрытыми электродами; четвертая буква дает дальнейшее пояснение источника (М - многопостовой). Одна или две последующие цифры обозначают величину номинального тока, округленного в сотнях ампер, еще две цифры - регистрационный номер модели. Следующая затем группа букв и цифр означает климатическое исполнение и категорию размещения оборудования (У - для района с умеренным климатом; Т - для района с тропическим климатом; УХЛ - для районов с умеренным и холодным климатом; 1 - для работы на открытом воздухе; 2 - в помещениях, где колебания температуры и влажности несущественно отличаются от колебаний на открытом воздухе; 3 - в закрытых помещениях, где колебания температуры и влажности воздуха и воздействие песка и пыли существенно меньше, чем на открытом воздухе; 4 - в помещениях с искусственным регулированием климатических условий).
Например, условное обозначение источника питания ВДМ-1001УХЛ4 расшифровывается следующим образом: В - выпрямитель, Д - для дуговой сварки, М - многопостовой, 10 - с номинальным сварочным током 1000А, 01 - первая модель, УХЛ - для районов с умеренным и холодным климатом, 4 - для работы в помещениях с искусственно регулируемыми климатическими условиями.
Принята единая система обозначения аппаратов для дуговой сварки, состоящая из буквенно-цифровых индексов. Первые две буквы показывают соответственно наименование изделия и способ сварки: ПД полуавтомат для дуговой сварки; ПШ полуавтомат шланговый; АД автомат для дуговой сварки; УД - установка для дуговой сварки. Третья буква - вид защиты зоны сварочной дуги: Ф - флюсовый; Г - газовый; ФГ - флюсо-газовый. Так как полуавтоматы для дуговой сварки применяют в основном для сварки в среде защитных газов, то третья буква в их обозначении иногда опускается.
Первая цифра, следующая за буквенными индексами, показывает сварочный ток в сотнях ампер, вторая и третья цифры - модификацию полуавтомата или автомата.
Специальные требования к климатическим условиям и категориям размещения, не регламентированные стандартом, оговариваются отдельно и обязательно фиксируются в техническом паспорте сварочного автомата.
4.6.7 Сварочные трансформаторы
Сварочные трансформаторы - это специальные понижающие трансформаторы, имеющие требуемую внешнюю характеристику и обеспечивающие питание сварочной дуги и регулирование сварочного тока. Трансформаторы обычно имеют падающую характеристику. Их используют для ручной дуговой сварки и автоматической сварки под флюсом.
Трансформатор состоит из сердечника, выполненного из трансформаторной стали. На сердечнике размещаются две обмотки - первичная и вторичная. Переменный ток из сети, проходя через первичную обмотку трансформатора, намагничивает сердечник, создавая в нем переменный магнитный поток, который, пересекая витки вторичной обмотки, индуктирует в ней переменный ток.
Напряжение во вторичной обмотке трансформатора зависит от числа ее витков: чем меньше витков, тем напряжение индуктируемого тока будет ниже и, наоборот, чем больше витков, тем напряжение выше. Регулирование сварочного тока и создание внешней характеристики обеспечиваются изменением потока магнитного рассеяния или включением в сварочную цепь дополнительного индуктивного сопротивления.
В соответствии с этим сварочные трансформаторы подразделяют на две основные группы.
К первой группе относят трансформаторы с увеличеным магнитным рассеянием. Эти трансформаторы можно разделить на два основных типа: трансформаторы с магнитными шунтами (ТДФ), подвижными обмотками (трансформаторы типов ТД, ТДМ).
Трансформаторы с увеличенным магнитным рассеянием имеют на выходе падающую характеристику. Наибольшее распространение получила конструктивная схема трансформатора со стержневым магнитопроводом 3, цилиндрическими первичной 1 и вторичной 2 обмотками, разбитыми каждая на две катушки (рис. 5.5). Подвижная обмотка (обычно вторичная) перемещается винтовым приводом 4.
Он имеет стержневой магнитопровод 2, первичную 6 и вторичную 4 обмотки, переключатель диапазонов тока 12, регулятор тока 1, раму 8, колеса 7 и не показанный на рисунке 5.5 кожух при вращении ходового винта обеспечивает перемещение всего пакета вторичных катушек, т.е. плавное регулирование сварочного тока. К обойме прикреплен также токоуказатель 5, перемещающийся по прорези шкалы на кожухе трансформатора так и вторичной обмоток, получая два диапазона регулирования тока. На раме трансформатора имеются два байонетных разъема 9 для подключения сварочных проводов, сетевой штепсельный разъем 11 и болт заземления 10. С увеличением δ (зазора) сила сварочного тока уменьшается Iсв, так как магнитные поля первичной катушки рассеиваются, не достигая в полном объеме вторичную катушку.
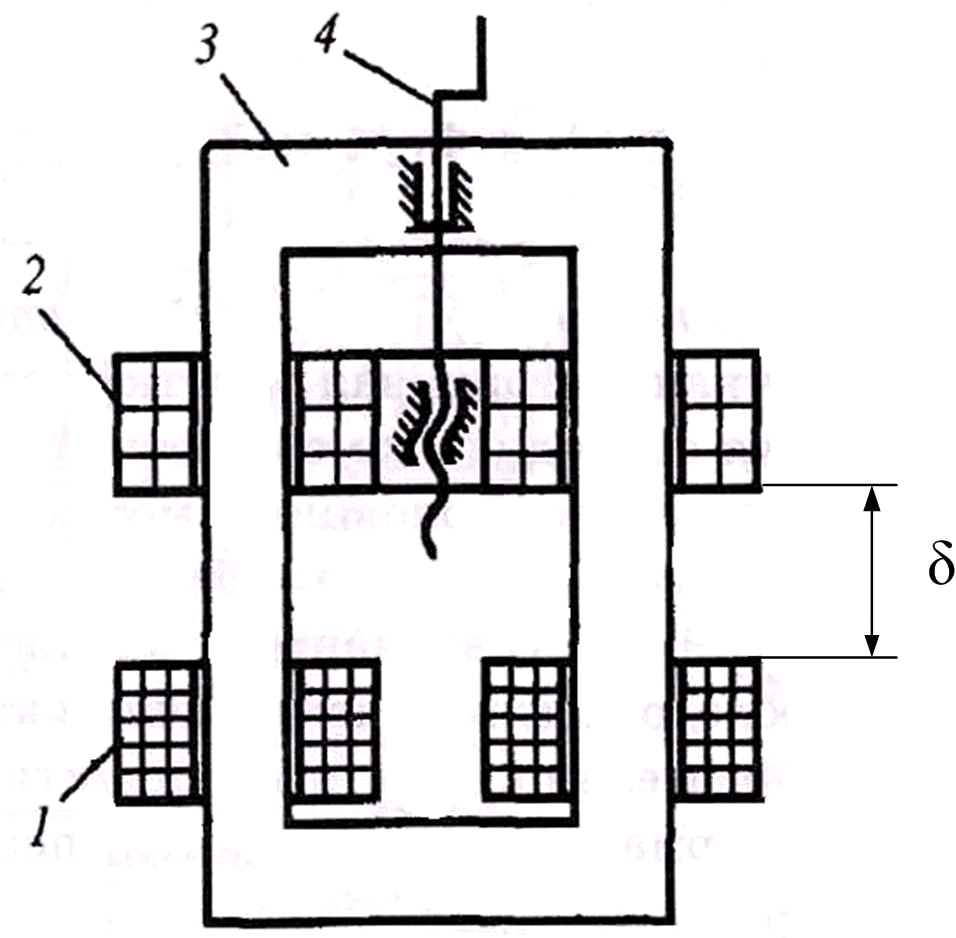
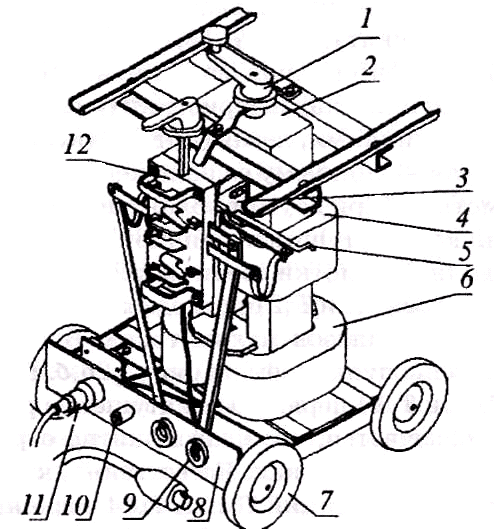
Рис. 5.5 – Трансформатор с увеличенным магнитным рассеянием с подвижными катушками
Во вторую группу входят трансформаторы с нормальным магнитным рассеянием и дополнительной реактивной катушкой - дросселем (типов ТСД).
Трансформаторы с нормальным магнитным рассеянием на выходе дают жесткую характеристику, которая непригодна для ручной дуговой сварки. В связи с чем во вторичную цепь устанавливают дроссель. Дроссель, обладая индуктивной емкостью формирует падающую характеристику. Также дроссель используют для регулирования сварочного тока. С увеличением δ (зазора) сила сварочного тока увеличивается Iсв, так как в катушке уменьшается индуктивное сопротивление.
|
|
|
|
а) |
б) |
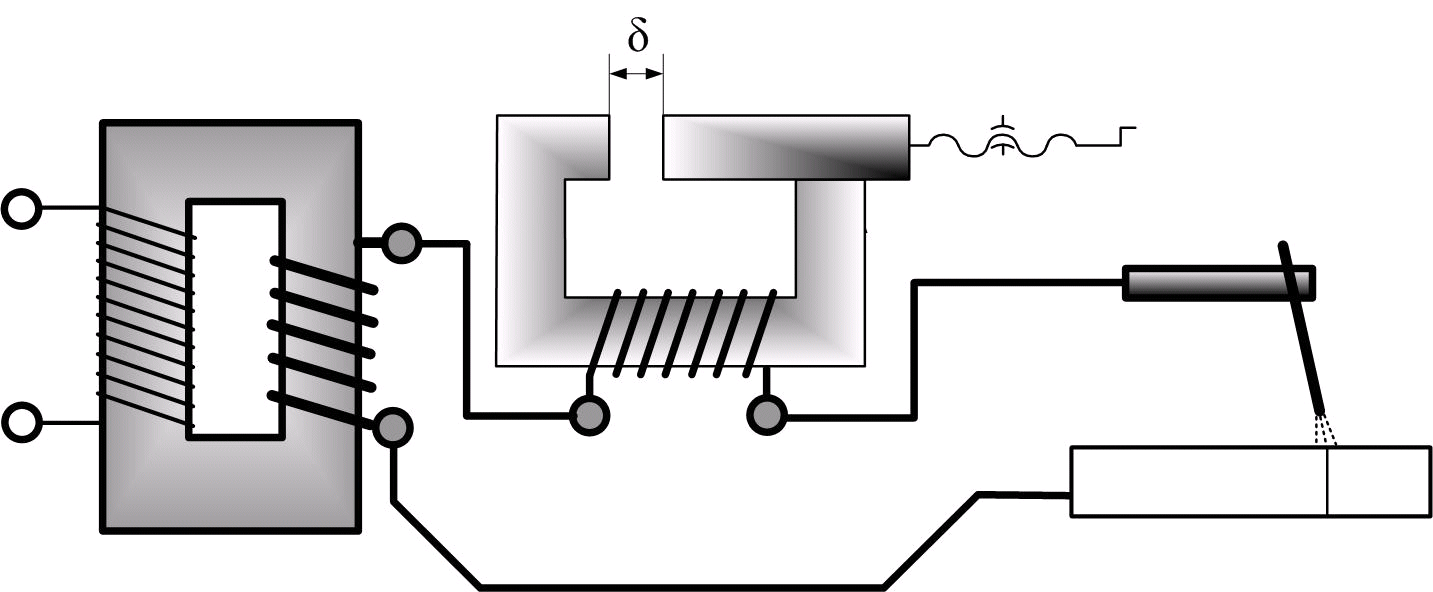
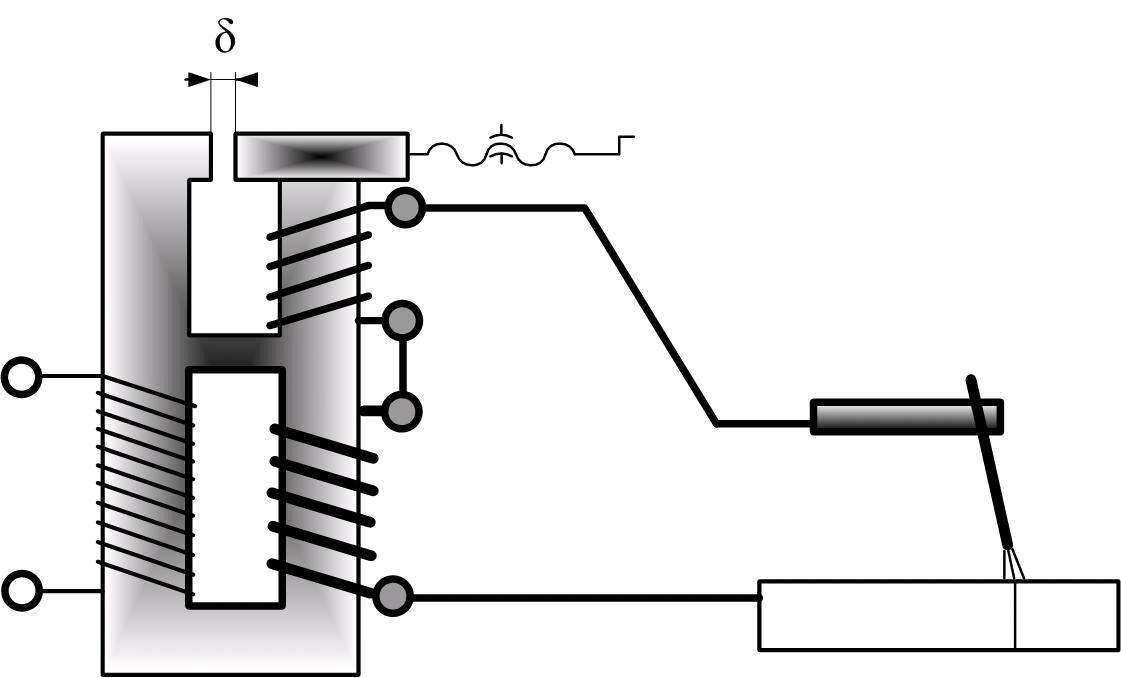
Рис. 5.4 – Трансформаторы с нормальным магнитным рассеянием: а – дополнительная реактивная катушка смонтирована раздельно; б – трансформатор и реактивная катушка смонтированы в одном корпусе