

СОДЕРЖАНИЕ
|
Введение . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
2 |
|
4 |
|
5 |
|
5 |
|
6 |
|
6 |
|
6 |
|
8 |
|
9 |
|
9 |
|
9 |
|
10 |
|
10 |
|
12 |
|
|
|
ВВЕДЕНИЕ
Протягиванием называют вид обработки, при котором многолезвийный инструмент, называемый протяжкой, в виде зубчатой скалки или рейки соответствующего профиля протягивается сквозь обрабатываемое отверстие (внутреннее протягивание) или по наружному контуру детали (наружное протягивание).
Прошиванием называют аналогичный вид обработки, но относительно коротким инструментом (прошивкой), который проталкивается сквозь обрабатываемое отверстие.
Протяжке или прошивке придается одно главное движение резания, которое может быть поступательным или вращательным. Для того чтобы протяжка удаляла материал, каждый последующий зуб на ее режущей части имеет превышение над предыдущим (подъем на зуб ).Он может быть одинаковым для всех зубьев или изменяться при переходе от одной группы зубьев к другой. Протяжной инструмент обеспечивает черновую, получистовую, чистовую и упрочняющую обработки, выполняемые отдельными группами зубьев.
На калибрующей части протяжки все зубья одинаковы. Они придают окончательные размеры и форму обрабатываемому контуру и являются резервом для переточек инструмента. По мере износа протяжек первый калибрующий зуб становиться последним режущим зубом.
Задний угол протяжек обычно находится в пределах 2…4 с целью сохранения диаметральных размеров зуба при переточке. Переточка осуществляется только по передней поверхности зуба. Для наружных и шпоночных протяжек, имеющих возможность компенсации потери размера зуба, задние углы делают до 10 градусов.
Для обеспечения лучших условий свертывания стружки на рабочих зубьях протяжек предусматривают стружкоразделительные канавки.
Длина протяжки зависит от количества удаляемого материала (припуска и длины протягивания), подъема на зуб, мощности и габаритов протяжного станка. Обычно она не превышает 75 диаметров калибрующих зубьев.
По сравнению с другими способами механической обработки протягивание имеет ряд преимуществ:
-
высокая производительность процесса протягивания. Одновременное участие в работе нескольких зубьев обеспечивает большую величину минутной подачи в процессе протягивания. При этом, несмотря на низкую скорость рабочего движения V = 3...5 м/мин (твердосплавные протяжки имеют V = 40...50 м/мин), относительная скорость снятия припуска получается выше, чем при использовании других методов механической обработки;
-
высокая точность обработки (не ниже 9 квалитета);
-
низкая шероховатость обработанных поверхностей, Ra = 0,32…1,25 мкм и в отдельных случаях Ra 0,16мкм;
-
высокая стойкость протяжек;
-
стабильность и воспроизводимость результатов обработки, почти полное отсутствие брака.
Высокая стоимость инструмента, обусловленная сложностью его изготовления, определяет рациональность применения протягивания в основном при крупносерийном производстве. Однако если размеры и формы обрабатываемых поверхностей нормализованы (шпоночные пазы, внутренние шлицы и др.) или протягивание является единственно возможным и наиболее экономичным способом обработки конкретного элемента - его применяют в условиях мелкосерийного и даже единичного производства.
Протягивание может быть свободным и координатным. Метод свободного протягивания применяют, как правило, для обработки симметричных внутренних поверхностей в тех случаях когда положение их геометрической оси не связано жесткими допусками на взаимное расположение с элементами обрабатываемой детали. В процессе обработки протяжка самоустанавливается (центрируется) относительно оси отверстия. При этом обеспечивается необходимая точности размеров и формы протянутых поверхностей.
Исходные данные
-
Серия тяжёлая D-1028H735H124D9 Сталь в = 610, L =40мм; Ra = 2,5 мкм, f=0,4+0,2
-
Определение радиального припуска на протягивание
-
Припуск на внутренний диаметр d определяется по формуле:
мм
Диаметр сверла для предварительной обработки отверстия находится как:
мм
, (по ГОСТ 885-64)
-
Припуск по наружному диаметру D рассчитывается как:
мм
-
Припуск по нормали к фаске определяется как:
мм.
-
Выбор схемы резания

-
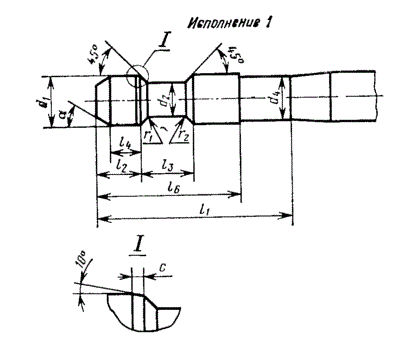
Хвостовая часть и шейка
Хвостовик протяжки должен обеспечивать закрепление в быстродействующем патроне. Форму и размеры хвостовика установить по исполнению I ГОСТ 4044-70.
Внешний диаметр хвостовика следует принять меньшим диаметра просверленного во втулке отверстия, как минимум на 0,5…1,0 мм.
Длина шейки lш находится как
,
где: A – минимальное расстояние между патроном и столом протяжного станка;
B – толщина стола;
C – высота приспособления.
При реальном проектировании значения величин A, B и C известны. При выполнении учебного задания следует принять lш = 100…150 мм.
Диаметр шейки принимается на 0,5…1 мм меньшим внешнего диаметра хвостовика.
![]()
-
4. Передняя и задняя направляющие
Передняя направляющая: конус длина цилиндрического участка - диаметр передней направляющей - .
Задняя направляющая: диаметр задней направляющей - длина задней цилиндрической направляющей длина шлицевой втулки
5. Подъем на зуб
Устанавливается по табл. 1
Величина подъема на зуб : для шлицевых зубьев – для круглых зубьев – для фасочных зубьев –
6. Геометрия зубьев
1. Передний угол для всех зубьев протяжки –
2. Задний угол :
Зубья режущие
Зубья калибрующие
3. Форма и размеры зубьев:
а) глубина впадины: , мм.
где: - подъем на зуб; L – длина шлицевой втулки; K – коэффициент заполнения впадины.
для шлицевых зубьев –
для круглых зубьев –
для фасочных зубьев –
б) шаг зубьев:
для шлицевых зубьев – для круглых зубьев – для фасочных зубьев –
При выборе шага зубьев необходимо обеспечить следующие условия:
|
№ п/п |
условие |
шлицевые зубья |
круглые зубья |
фасочные зубья |
|
1 |
||||
|
2 |
||||
|
3 |
||||
|
4 |
в) Стружкоразделительные канавки делаются на режущих зубьях. Число канавок на одном режущем зубе находится из расчета:
где: nк – число канавок на одном режущем зубе (округляют до ближайшего целого числа); bp – максимальный режущий периметр (без учета канавок) одного зуба протяжки, мм.
Стружкоразделительные канавки расположить на соседних зубьях протяжки в шахматном порядке.
г) Вспомогательный угол в плане.
Шлицевые зубья протяжки имеют вспомогательный угол в плане 1, который назначается в пределах 30… 1.