

Министерство образования и науки Российской Федерации
«МАТИ»-Российский государственный технологический университет имени К.Э.Циолковского
Кафедра: Технология проектирования и производства двигателей летательных аппаратов
ВЛИЯНИЕ РЕЖИМОВ РЕЗАНИЯ ПРИ ТОЧЕНИИ
НА ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ И НАЗНАЧЕНИЕ
РЕЖИМОВ РЕЗАНИЯ ДЛЯ ПОЛУЧЕНИЯ
ЗАДАННОЙ ШЕРОХОВАТОСТИ
МЕТОДИЧЕСКИЕ УКАЗАНИЯ К ЛАБОРАТОРНЫМ ЗАНЯТИЯМ
по курсу «Теоретические основы проектирования технологических процессов АГТД (РД)»
Сост. Бойцов А.Г.
Игнатов М.П.
Батурин Д. А.
Москва 2015
ОГЛАВЛЕНИЕ
Стр.
Цель работы . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
1. Пояснения к работе . .. . . . . . . . . . . . . . . . . . . . . . . . . .. 3
-
Параметры шероховатости . . . . . . . . . . . . . . . . . . . . .3
-
Измерение параметров шероховатости поверхности . 8
-
Портативный профилометр TR200 . . . . . . . . . . . . . 8
-
1.2.2. Изменение условий измерения на профилометре
TR200 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
1.3. Влияние основных факторов при точении на шероховатость поверхности . . . . . . . . . . . . . . . . . . . . . . 13
2.Порядок выполнения работы . . . . .. . . . . . . . . . . . . . . . . . 15
Контрольные вопросы. . . . . . . . . . . . . . . . . . . . .. . . . . . . 17
Литература . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
Включение установки без разрешения преподавателя, проводящего занятия,
ЗАПРЕЩЕНО!!!
Цель работы
-
Изучить факторы, определяющие параметры шероховатости поверхности при точении. Ознакомиться с методикой назначения режимов резания для получения заданной шероховатости.
-
Выполнить расчеты шероховатости поверхности исходя из заданных преподавателем геометрии режущего инструмента и величины подачи.
-
Произвести экспериментальную оценку влияния на параметры шероховатости режимов резания.
-
Определить режимы резания, обеспечивающие заданную преподавателем шероховатость поверхности.
-
Сделать выводы по результатам исследований
-
Пояснения к работе
-
Параметры шероховатости
Неровности поверхности характеризуются параметрами шероховатости и волнистости. Шероховатость поверхности - это совокупность неровностей с относительно малыми шагами, образующих рельеф поверхности детали и рассматриваемых в пределах базовой длины
Шероховатость после механической обработки - это геометрический след режущего инструмента, искаженный в результате пластической и упругой деформации и сопутствующей процессу резания вибрацией технологической системы.
Базовая длина – длина базовой линии, используемая для выделения неровностей, характеризующих шероховатость поверхности и для количественного определения ее параметров. Числовые значения шероховатости отсчитываются от базовой линии, за которую принята
средняя линия профиля m , имеющая форму номинального профиля и проведенная так, чтобы в пределах базовой длины среднее квадратическое отклонение профиля по этой линии было бы минимально (рис. 1.)
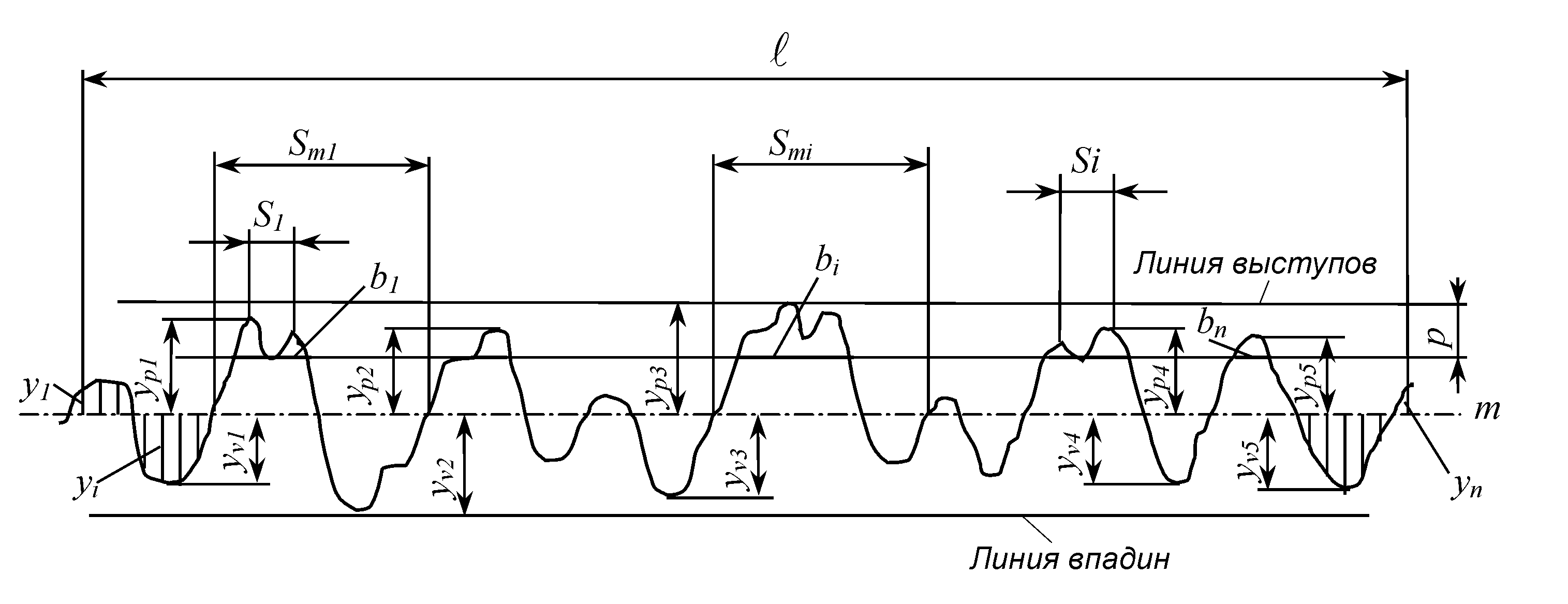
Рис. 1. Профиллограмма шероховатости поверхности и ее параметры
ГОСТ 2789-73 и ГОСТ 25142-82 устанавливают множество параметров шероховатости основными из которых являются:
-
среднее арифметическое отклонение профиля Ra [мкм];
-
высота неровностей профиля Rz [мкм];
-
наибольшая высота неровностей профиля Rmax [мкм];
-
средний шаг неровностей Sm;
-
средний шаг неровностей по вершинам S;
-
относительная опорная длина профиля tp;
-
опорная кривая профиля.
Среднее арифметическое отклонение профиля (Ra) –среднее арифметическое абсолютных значений отклонений профиля в пределах базовой длины
![]()
где n – число выбранных точек профиля в пределах базовой длины ; yi – отклонение профиля – расстояние между точкой профиля и базовой средней линией.
В интегральном виде выражение для Rа можно записать как:
![]()
Высота неровностей профиля по десяти точкам (Rz) - сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины
где ypi – высота i-го наибольшего выступа профиля определяемая расстоянием от средней линии профиля (m) до высшей точки выступа профиля; yvi - – глубина i-й наибольшей впадины профиля определяемая расстоянием от средней линии профиля до низшей точки впадины профиля;
Наибольшая высота неровностей профиля (Rmax) – расстояние между линией выступов профиля и линией впадин профиля в пределах базовой длины.
Средний шаг неровностей профиля (Sm) –среднее значение шага неровностей профиля в пределах базовой длины.
![]()
Средний шаг местных выступов профиля (S) – среднее значение шагов местных выступов профиля, находящихся в пределах базовой длины.
![]()
Относительная опорная длина профиля (tp) – отношение опорной длины профиля к базовой длине
![]()
где p – опорная длина профиля на заданном уровне сечения профиля р. Уровень сечения задается в процентах от начиная с линии выступов. Обозначение t10 означает, что параметр tp определен для уровня сечения 10%.
![]()
Параметр tp характеризует распределение материала в шероховатом слое. Можно представить модели шероховатости, которые имели бы одинаковые высотные и шаговые параметры но разную форму неровностей (рис. 2.)
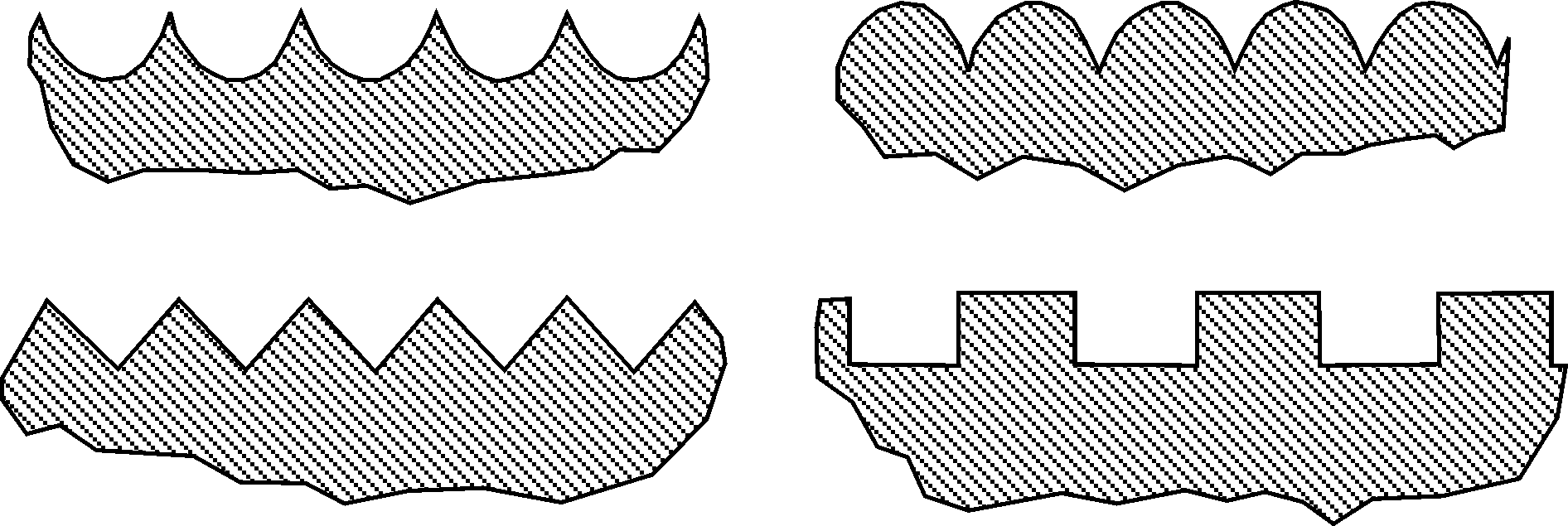
Рис. 2. Модели шероховатости поверхностей
Очевидно, что эксплуатационные свойства деталей с такими неровностями могут быть различными. Наглядное представление о распределении материала в шероховатом слое и усредненной форме неровностей дает построение опорной кривой. При ее построении по оси абсцисс откладываются значения параметров tp на различных уровнях сечений p, в процентах от Rmax (рис. 3).
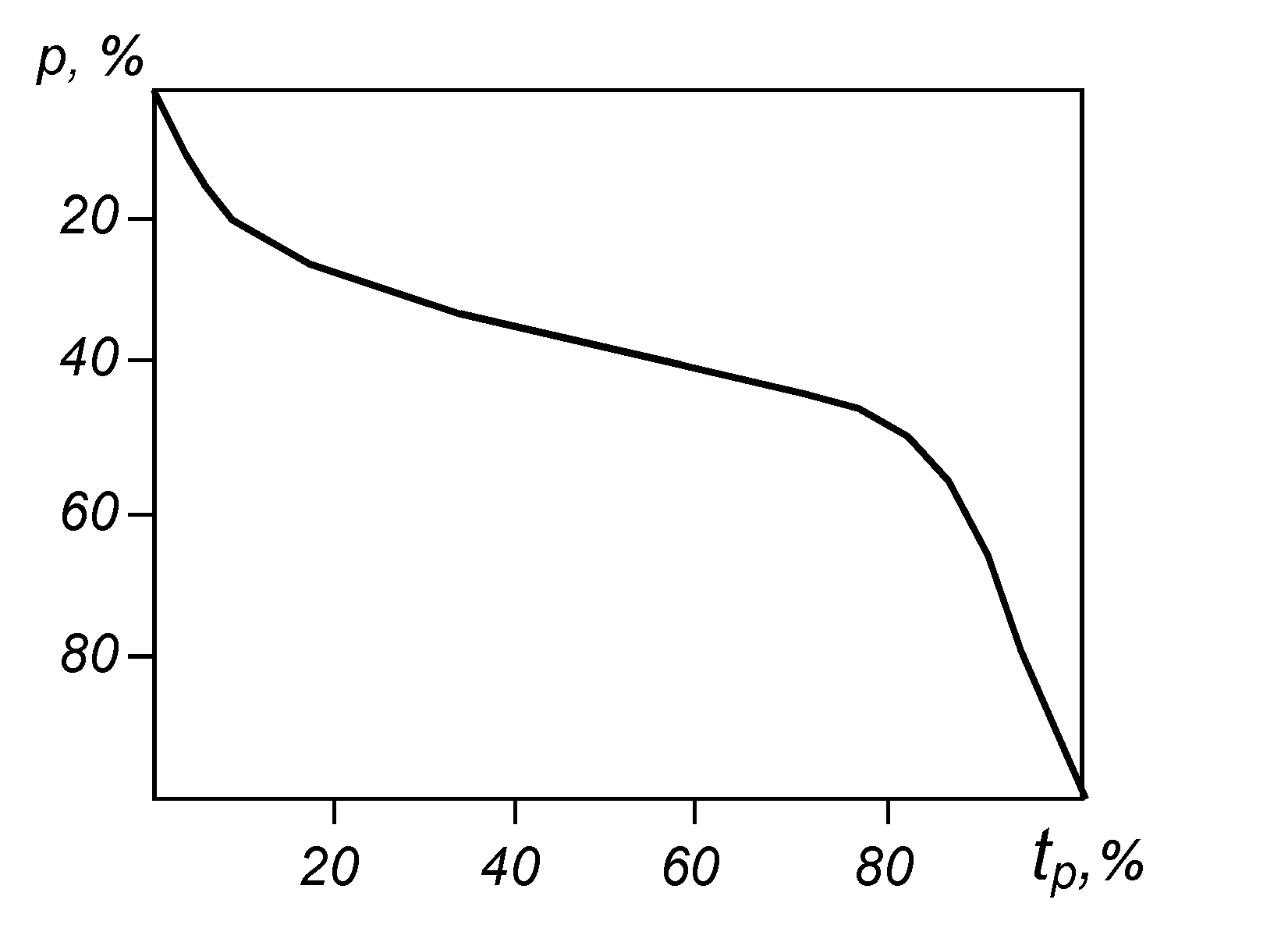
Рис. 3. Опорная кривая профиля
Определив tp для разных уровней р, задавая последние в процентах от Rmax, можно построить кривую опорной поверхности, которая дает полное представление о распределении материала в шероховатом слое и осредненной форме неровностей.
При назначении величины шероховатости учитывают требования по точности. Чем они выше, тем меньше назначаемая шероховатость. Это связано с тем, что при большой шероховатости соизмеримой с величиной зазора или натяга в подвижных и неподвижных соединениях может наблюдаться потеря посадки. В подвижных соединениях "быстрый" износ вершин неровностей приводит к увеличению зазора, а следовательно уменьшению срока службы сопряжения. В соединениях с натягом высокая шероховатость в результате деформации неровностей вызывает ослабление посадки. В большинстве сопряжений целесообразно обеспечивать соотношение шероховатости (Rz) и допуска на изготовление () в пределах:
![]()
в зависимости от диаметра сопряжения.