

топт / М у расчет ТРЦ биений 1
.docxПрактическое занятие №4 Расчёт технологических размерных цепей биений
ЗАДАНИЕ
-
Проектирование маршрута обработки поверхностей, выбор установочных баз на операциях.
-
Расчет погрешности базирования.
-
Практическое освоение методики расчета технологических размерных цепей биений, обеспечивающих точность конструкции детали.
-
ПОЯСНЕНИЯ К РАБОТЕ
При проектировании технологических процессов для ответственных деталей двигателей летательных аппаратов типа “валов” ротора компрессора и турбины, ТНА, дисков, проставочных колец и т.д. необходимо выполнение расчета технологических цепей биений с целью обеспечения требований чертежа детали на допустимое взаимное биение цилиндрических поверхностей. Расчет цепей биений дает также необходимую информацию технологу для обоснованного назначения минимального припуска на обработку.
Расчет технологических размерных цепей построен на методике И. А. Иващенко /I/ и включает следующие этапы:
-
Составление размерной схемы и описание исходной информации по размерному анализу технологического процесса изготовления детали.
-
Расчет допусков на неконцентричность (биение) обрабатываемых поверхностей.
-
Построение технологических размерных цепей биений.
-
Расчет цепей биений и проверка выполнения условия обеспечения чертежных допусков на биения.
-
Составление технологической размерной схемы допусков на биение.
В соответствии с маршрутом обработки детали составляется размерная схема допусков на биение обрабатываемых цилиндрических поверхностей. На схеме для поверхностей детали показываются припуски в соответствии с этапами обработки каждой поверхности. Все полученные поверхности нумеруются последовательно сверху вниз от поверхности заготовки до поверхности детали.
Для
построения размерных цепей, на схеме
указываются допуски на биение
 ,
(где S
– номер операции) в виде векторов с
началом на базовой поверхности заготовки
и стрелкой к поверхности, которая
обработана от этой базы на данной
операции, а также допуски на биение
поверхностей детали по чертежу Б.
Для заготовки выбирается базовая
поверхность, относительно которой
указываются допуски на биение других
поверхностей. При этом принято допущение
/I/,
что поверхности, обработанные в одной
операции за один установ имеют
неконцентричность равную 0.
,
(где S
– номер операции) в виде векторов с
началом на базовой поверхности заготовки
и стрелкой к поверхности, которая
обработана от этой базы на данной
операции, а также допуски на биение
поверхностей детали по чертежу Б.
Для заготовки выбирается базовая
поверхность, относительно которой
указываются допуски на биение других
поверхностей. При этом принято допущение
/I/,
что поверхности, обработанные в одной
операции за один установ имеют
неконцентричность равную 0.
Для составления схемы допусков биений и ее контроля записываются данные технологического процесса в исходную таблицу (табл. 1). На рис.1 показан пример технологической размерной схемы допусков на биение.
Составляющими звеньями цепей биений являются векторы операционных допусков на биение, а исходными или замыкающими звеньями могут быть допуски на биение, поверхностей детали Б, указанные по чертежу, или неравномерность припуска БZ, являющаяся следствием несоосности, формируемой на данной операции поверхности относительно исходной.
Таблица .1.
|
№ опер. |
Наименование операции |
Индекс допуска на биение |
Замыкающий размер |
Уравнение размерной цепи |
|
1 |
2 |
3 |
4 |
5 |
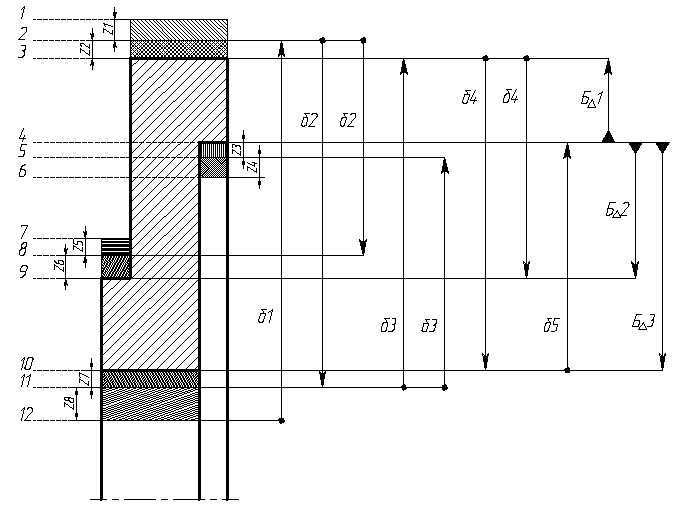
Рис. 1. Пример технологической размерной схемы допусков на биение
1.2. Расчет технологических размерных цепей биений.
Расчет размерных цепей биений проводится по двум схемам:
-
Если замыкающим звеном является чертежный допуск на биение Б, то необходимо выполнение следующего условия:
 (1)
(1)
в
случае, если
 ,
необходимо уменьшить операционные
допуски на биение соответствующих
звеньев и определять их из соотношения
вида
,
необходимо уменьшить операционные
допуски на биение соответствующих
звеньев и определять их из соотношения
вида
 ,
(2)
,
(2)
где
 -
требуемое значение операционного
допуска на биение.
-
требуемое значение операционного
допуска на биение.
-
Если замыкающим звеном является допуск на неравномерность припуска, то рассчитывается составляющая припуска, учитывающая эту неравномерность.
 (3)
(3)
Операционные допуски на неконцентричность обрабатываемых цилиндрических поверхностей относительно базовых определяются по формулам, представленным в табл. 2. /I/.
Таблица 2.
|
№ п/п |
Способ установки заготовок |
Расчетная формула |
|
1. |
В 3-х кулачковых патронах и на плунжерных оправках.
|
е =а1D(1+b1 l) |
|
2. |
В цанговых патронах и на цанговых оправках. |
е=а2D(1+b2l) |
|
3. |
В патронах и на оправках с гидропластом, в мембранных патронах (на оправках). |
е=а3D(1+b3l) |
|
4. |
В центрах (учитывается погрешность зацентровки). |
|
|
5. |
На жесткой оправке с зазором. |
е=0,6D |

где е – эксцентриситет обработанной поверхности относительно базовой;
а1 – коэффициент, зависящий от категории точности установки и приспособления;
b1 - коэффициент, зависящий от вида установочно – зажимного приспособления;
l – вылет заготовки (расстояние от торца кулачков, оправки до наиболее удаленного участка обрабатываемой поверхности);
D - допуски на диаметр базовой установочной поверхности.
Операционные допуски на биение Б определяют из соотношения:
Б=2е (4)
Значение коэффициентов аi, bi в расчетных формулах эксцентриситета даны в табл. 3.
Таблица 3.
|
№ п/п |
Вид приспособления |
Категория точности установки |
аi |
bi |
|
1. |
3-х кулачковый патрон, плунжерная оправка |
обычная повышенная высокая |
0,17 0,11 0,08 |
0,02 0,02 0,02 |
|
2. |
Цанговый патрон или оправка |
обычная повышенная высокая |
0,12 0,09 0,06 |
0,01 0,01 0,01 |
|
3. |
Гидропластовый, мембранный патрон или оправка |
для всех 3-х
|
0,04 |
0,01 |
-
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
Выполнение практической работы проводится в следующей последовательности:
-
По выданному чертежу детали определяются вид заготовки и формообразующие цилиндрические поверхности заготовки. Для них разрабатывается маршрут обработки.
-
Составляется схема допусков биений в соответствии с маршрутом обработки поверхностей.
-
Составляется исходная таблица.
-
По схеме допусков биений определяются замыкающие звенья и составляются уравнения размерных цепей.
-
Определяются минимальные значения припусков для цилиндрических поверхностей в соответствии с методическими указаниями к практическому занятию №2.
-
Рассчитываются операционные допуски на неконцентричность обрабатываемых цилиндрических поверхностей.
-
Проводится расчет технологических цепей биений.
КОНТРОЛЬНЫЕ ВОПРОСЫ
-
Какие размеры называются замыкающими в технологических цепях биений?
-
Сколько замыкающих размеров может входить в размерную цепь биений?
-
От чего зависит значение составляющего (операционного) допуска на биение?
-
Какое условие должно быть выполнено при расчете размерной цепи, если замыкающий размер – конструкторский допуск на биение?
-
Какое условие должно быть выполнено при расчете для замыкающего размера – операционного припуска?
-
Какие мероприятия должны проводиться, если не выполняются условия расчета технологических цепей биений?
ЛИТЕРАТУРА
1. Иващенко И. А. Проектирование технологических процессов производства двигателей летательных аппаратов. Уч. пособие для авиационных ВУЗов. – М.: Машиностроение, 1981. – 224 с.
СОДЕРЖАНИЕ
Стр.
ЗАДАНИЕ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
-
. ПОЯСНЕНИЯ К РАБОТЕ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
-
Составление технологической размерной схемы допусков на биение . . . . .
-
Расчет технологических цепей биений . . . . . . . . . . . . . . . . . . . . . . . . . . . .
-
-
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
КОНТРОЛЬНЫЕ ВОПРОСЫ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
ЛИТЕРАТУРА . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .