

Изменение свойств нитей после шлихтования
Возрастает стойкость к истиранию в 5-10 раз благодаря наличию защитной пленки.
Увеличиваются разрывные нагрузки на 15-20% за счет склеивания волокон нитей.
Уменьшается разрывное удлинение на 14-28% за счет одновременной работы склеенных волокон.
Уменьшается или увеличивается линейная плотность.
Задание 6 (Пробирание и привязывание нитей основы).
1.Ознакомится с процессами привязывания и пробирания.
2. Привести технологические схемы заправки нитей основы при привязывании и пробирании.
3. Привести и указать назначение берд, галев, ламелей.
4.Изучить основные рабочие приемы при пробирании и привязывании.
5.Указать нормы пробирания основы для различных артикулов тканей и нормы нанизования на нити ламелей открытой формы.
6. Пороки и отходы пробирания и привязывания. Причины появления пороков.
Пробирание и привязывание являются заключительными операциями при подготовке основы к ткачеству.
Цель: заправить станок ткацким навоем.
Пробирание - последовательное продевание нитей основы через съёмные детали тацкого станка (ламели, бердо, галево ремиз). Пробирают 10 – 15 % всех основ в специальном проборном отделе. Этот процесс необходим при смене ассортимента, т. е. когда изменяется в заправке число нитей, номер берда, рисунок проборки в галево ремизок, число ламелей. Пробирание осуществляется и при поломке одной из нескольких съёмных деталей.
Пробирание – соединение узлами концов обработанной основы с концами новой основой. Этот процесс происходит на ткацком станке в цеху.
Требования к процессу:
Пробирание должно осуществляться с заданным рисунком переплетения.
Привязывание концов нити должно быть прочным и обеспечивать хорошее прохождение узлов между съемными деталями ткацкого станка.
Производительность должна быть максимальной, а отходы минимальными.
Бердо.
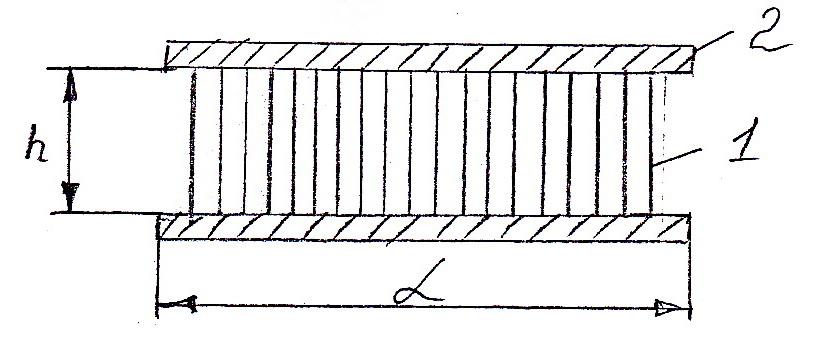
1 – скулка,
2 – слачок.
Предназначено для прибоя утка к опушки ткани, для задания ширины заправки ткани и является направляющей для полёта челнока, задаёт плотность ткани по основе. Номер берда (Nб) – количество зубьев на 10 см. В зуб берда пробирают 2 нити, но могут пробираться и более. Белдо характеризуется: h – высота на просвет, α – рабочая ширина, S – толщина. На ОАО «ВКШТ» при выработке корсажных тканей на станках АТ – 2 – 120 – ШЛБ с переплетение фона атлас 8/3 в зуб берда пробирают 6 нитей для фона и 4 нити для кромки (полотно).
На станке СТБ – 2 – 220 для выработки технической ткани полотно, как в фоне, так и для кромок в зуб берда пробирают по 1 нити.
Nб – стандартная величина, которая зависит от вида нитей. Для шёлковой промышленности Nб= 50 – 260 (через 5). Например, для выработки корсета Nб = 130, подкладочная ткани Nб – 110.
Ремизки.
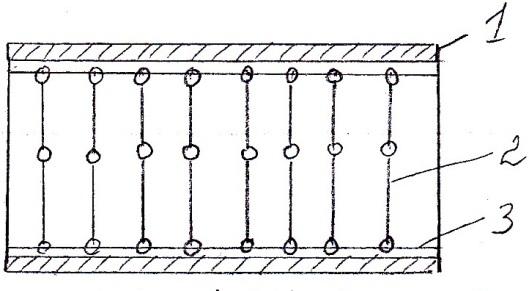
1 – каркас,
2 – галево,
3 – галевоносители.
Предназначение для перемещения нитей основы в вертикальной плотности для образования зева. По конструкции галева бывают проволочные( с впаянным глазком, с впаянным цельноформованным глазком). Эти галева обеспечивают наименьший обрыв нитей основы. Количество ремизных рамок на станке зависит от рисунка переплетения и типа зевообразовательного механизма. Число ремизных рамок может быть равно 2 ÷34. На ОАО «ВКШТ» на станке АТ – 2 – 120 – ШЛББ используются проволочные галева с витым глазком, на станке СТБ – 2 – 180 – ШЛ – пластинчатые галева. Плотность галев на 1 см ремизки зависит от линейной плотности нити. Чем тоньше нить, тем больше плотность. В глазок галева пробирается обычно одна нить, но может быть пробрано и 2 – 3 нити.
|
Tо ,текс |
Pшл
, |
|
До 15 |
12 - 14 |
|
15 – 30 |
10-12 |
|
>30 |
8 - 10 |

Ламели представляют собой стальные пластинки, предназначенные для останова станка при обрыве нити основы. Предотвращают 2 брака: близна и подплетина. Ламели различаются массой и толщиной и изготавливаются из стальной термообработанной ленты. Масса и толщина ламелей зависит от Т нити (m = 1÷7 г ), толщина 0,4 - 0,5 мм. В зависимости от типа механизма основонаблюдателя все ламели делятся:
Л – ламели закрытого типа для основонаблюдателя механического типа.
ЛО – ламели открытого типа для основонаблюдателя механического типа.
ЛЭ – ламели закрытого типа для электромагнитного основонаблюдателя.
ЛЭО – ламели открытого типа для электромагнитного основонаблюдателя.
Обычно на станке количество ламельных реек от 2 до 6 и зависит от числа нитей основы и линейной плотности нити. На ОАО «ВКШТ» применяются для станка АТ2 – 120 – ШЛ5, СТБ – 2 – 180 ламели ЛО.
|
То, текс |
Рл , мм/см |
|
До 10 11-15 16-25 26-50 >50 |
14-15 12-14 10-12 8-10 До 8 |
Сравнительный анализ всех параметров привязывания для двух видов основ различной линейной плотности и различного сырьевого состава.
|
Параметры привязывания |
Значение параметров СТБ-2-180 | |
|
Артикул ткани |
1605-96 |
1615-97 |
|
Назначение ткани |
Техническая |
Подкладочная |
|
Линейная плотность , текс |
11,1 |
13,3 |
|
Вид сырья |
Копл. п/эф 100 кр/м |
Вискоза 100 % |
|
Тип узловязальной машины |
УП2-125 |
УП2-125 |
|
Тип отборного механизма |
ценовый |
ценовый |
|
Скорость связывания, узл/мин |
600-400 |
600-400 |
|
Число нитей в основе |
1256 |
6928 |
|
Подготовка навоя и старой основы к привязыванию |
Старая основа не дорабатывается до конца, остаются концы для подвязки, которые с помощью узловяза соединяют узлом с концами новой основы | |
Сравнительный анализ всех параметров пробирания для двух видов основ различной линейной плотности и сырьевого состава
|
Перечень параметров |
Значение параметров СТБ-2-180 | |
|
Артикул ткани |
1615б-97 |
160б-96 |
|
Вид сырья ,структура нитей |
Вискоза 100% |
Копл. п/эф 100 кр/м |
|
Линейная плотность , текс |
13,3 |
11,1 |
|
Назначение ткани |
Прокладочная |
Техническая |
|
Вид переплетения : фона| кромок |
Саржа 3/1| саржа |
Полотно |полотно |
|
Число ремиз : фона| кромок |
6 | 2 |
2 | 2 |
|
Вид проборки : фона| кромок |
Рядовая |обратная |
Рядовая | рядовая |
|
Ро, нит/см |
44 |
8 |
|
Ру, нит/см |
27 |
8,5 |
|
Номер берда |
110 |
80 |
|
Число нитей в зуб берда : Zф |Zкр |
4 | 3 |
1 | 1 |
|
Ширина заправки по берду, см |
157 |
158,8 |
|
Производительность ручного пробирания |
В бердо – 2500 В галева - 843 |
1000 400 |
|
Число нитей в основе : фона |кромок |
6828 , 6928 100 |
1220, 1256 36 |
|
Длина концов нитей , м |
До 2-х |
1-1,5 |
|
Ламели, где осуществляется заправка нитей в ламели |
ЛО ;заправка на СТБ |
ЛО;заправка на СТБ |
Пороки и отходы пробирания
Пороки получаются из-за невнимательности работницы; из-за разладки механизма.
Помехи– пропуск зубьев берда , или галева ремизок ,или пробирание в них лишних нитей.
Сбитый рисунок– порок образуется при проборке нитей без соблюдения порядка проборки.
Закрещенные нити– из-за неправильной раскладки нитей основы или гребенки.
Отходы: длины концов нитей основы , отрезаемых при пробирании.
Величина отходов зависит от квалификации работницы и длины основы на навое.
На ОАО”ВКШТ” для связывания концов старой и новой основы применяют машину УП-2-125 с ценовым механизмом отбора. Габаритные размеры машины: ширина – 500 мм , длина – 1970 мм , вес – 335 кг.