

6. Визначення кількості переходів та операцій відновлення поверхонь.
Визначення кількості переходів та методів обробки відновлення поверхонь.
Розраховуємо кількість переходів після нанесення покриття.
(2.11)![]() ,
,
де
![]() - допуск відновленої поверхні після
нанесення покриття;
- допуск відновленої поверхні після
нанесення покриття; ![]() допуск деталі згідно креслення.
допуск деталі згідно креслення.
Для
циліндричної поверхні 55k6(![]() ):
):
Тзаг = 300 мкм;
Тдет = 19 мкм.

![]() ,приймаємо
,приймаємо
![]() = 6;
= 6;
![]()
![]() ,приймаємо
= 2,63;
,приймаємо
= 2,63;
![]()
![]() (8
квалітет);
(8
квалітет);
![]() (6 квілітет).
(6 квілітет).
Отже необхідна кількість механічної обробки складає 2 переходи.
При даних переходах точність забезпечуються попереднім та остаточним шліфуванням.
Для
циліндричної поверхні 35k6(![]() ):)
):)
Тзаг = 300 мкм;
Тдет
= 16мкм.![]()

![]() 5
5![]() ,приймаємо
,приймаємо ![]() = 6;
= 6;
![]() 3÷4, приймаємо
3÷4, приймаємо ![]() =
3,125;
=
3,125;
![]()
![]() (8 квілітет);
(8 квілітет);
![]() (6
квілітет).
(6
квілітет).
Отже необхідна кількість механічної обробки складає 2 переходи.
При даних переходах точність забезпечуються попереднім та остаточним шліфуванням.
7. Формування маршруту відновлення деталі газотермічним напилювання.
Розробка плану операцій
Згідно результатів дефектування і технології відновлення дефектів складаємо план операцій відновлення валу коробки відбору швидкостей:
005 - Мийна: мити в розчині «Лобомид – 102»;
010 - Дефектувальна.
015 - Токарна: обробити поверхню 1та 2 до розмірів Ø та Ø мкм;
020 - Напилювальна: напилити поверхню 1та 2 до розмірів Ø та
Ø мкм;
025 - Шліфувальна (чорнове): шліфувати поверхні 1та 2 попередньо до розмірів , та мм;
030 - Шліфувальна (чистове): шліфувати поверхні 1 та 2 попередньо до розмірів та мкм;
Таблиця 7.1. – Технологічні кроки відновленя.
|
№ОП
|
Найменування операції і технологічних переходів |
Схема базування |
Обладнення |
|
005 |
Мийка |
|
Мийна машина Розчин «Лобомид-102» |
|
010 |
Дефектування |
|
Контрольний стіл, інструмент для вимірювання (штангенциркуль)
|
|
015 |
Токарна операція: Установ №1 1. Встановити деталь; 2. Обробити до 30,3 мм, згідно ескізу; 3. Переустановити деталь. Установ №2: 4. Обробити поверхню 2 в розмір 30,3 згідно ескізу; 5. Зняти деталь. |
|
Токарний верстат 16К20 |
|
020 |
Напилювання Установ 1: 1. Встановити деталь в патрон. 2. Напилити діаметр 1 в розмірі згідно ескізу. 3. Переустановити деталь. Установ 2 4. Напилити діаметр 2 розміром згідно ескізу. 5. Зняти деталь. |
|
Установка для напилення ХГН-5 |
|
025 |
Шліфування чорнове Установ 1 1. Встановити деталь; 2. Провести шліфування поверхні 1 в розмірі 3. Переустановити деталь Устнов2. 4. Провести шліфування поверхні 2 за розміром 5. Зняти деталь |
|
Внутрішньо-шліфувальний верстат з горизонтальним шпинделем 3К225В абразивні круги зернистістю 24 - 30 на вулканитовой або бакелітовій зв'язці |
|
030 |
Шліфування чистове Установ 1. 1. Міняємо круг 2.Шліфуємо поверхню1 до розміру . Установ 2. 1. Шліфуємо поверхню 2 до розміру. |
|
Шліфувальний верстат 3А110А Шліфувальний круг марки 64С 40-5-Н СМ2-СТ1 К |
|
035 |
Контрольна: 1. Установити деталь; 2. Виконати контрольні проміри 3.Переустановити деталь; 4. Виконати контрольні проміри 5. Зняти деталь. |
|
Контрольний стіл, інструмент для вимірювання (штангенциркуль)
|




8. Розрахунок припусків на переходи механічної обробки.
2.7 Розрахунок припусків на механічну обробку та визначення шару покриття нанесеного покриття
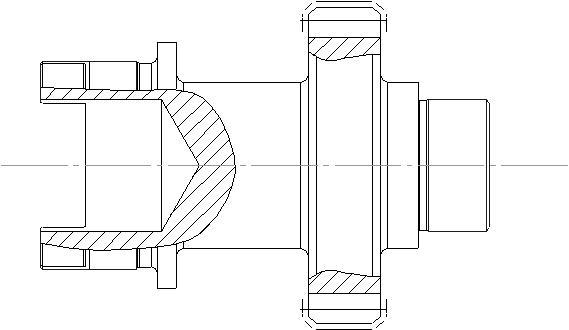
Деталь Вал-шестерня НШ 3307 (Сталь 40х ГОСТ 1050-8) відновлюють поверхні під підшипники 1 та 2 методом плазмового напилення. Маса заготовки до 1,69 кг. Базування заготовки здійснювалося в центрах.
Відповідно заданим умовам установлюємо маршрут обробки поверхні які відновлюються попереднім та остаточним шліфуванням.
Технологічний
маршрут обробки поверхні 55k6(![]() )
складається
з попереднього та остаточно шліфування.
)
складається
з попереднього та остаточно шліфування.
ΔΣ
=![]() ,
[мкм] (2.12)
,
[мкм] (2.12)
ΔΣ – сумарні відхилення розташування поверхні (відхилення від паралельності, перпендикулярності, співвісності) на попередньому переході;
де
![]() – загальне зміщення, невспівпадання
центрів= 300 мкм;
– загальне зміщення, невспівпадання
центрів= 300 мкм;
![]() – загальне жолоблення.
– загальне жолоблення.
![]() ,
[мкм] (2.13)
,
[мкм] (2.13)
де l – довжина деталі = 119мм;
![]() - кривизна деталі,
- кривизна деталі, ![]() =1.
=1.
![]() (мкм)
(мкм)
Знайдем ΔΣ для шліфування:
ΔΣ ост.точ.= Ку попер.∙ ΔΣ = 0,06 ∙322,73 = 19,36 (мкм);
ΔΣ
шліф = Ку шліф.![]() ΔΣ
= 0,04
ΔΣ
= 0,04![]() 19,36
= 0,77 (мкм).
19,36
= 0,77 (мкм).
де Ку попер – коефіцієнт попереднього шліфування; Ку попер = 0,06;
Ку остат – коефіцієнт остаточного шліфування, Ку остат= 0,04.
Визначення похибки установлення для шліфування:
ε
= ![]() , [мкм]
(2.14)
, [мкм]
(2.14)
![]() ,
мкм;
,
мкм;
![]() ,
похибка закріплення в центрах, мкм;
,
похибка закріплення в центрах, мкм;
![]() ,
мкм.
,
мкм.
Розрахунок мінімальних припусків на діаметральні розміри для кожного переходу роблять по рівнянню :
(2.15)
![]() [мкм]
[мкм]
hi-1 - глибина дефектного поверхневого шару на попередньому переході;
Rzi-1 - висота нерівностей профілю на попередньому переході.
ΔΣi-1 - сумарні відхилення розташування поверхні (відхилення від паралельності, перпендикулярності, співвісності) на попередньому переході,
εi - похибка установки заготовки на виконуваному переході.
Заготовка:
2·Zimin =2·(100+50+322,73+0) = 945,46 (мкм).
Остаточне шліфування:
2·Zimin = 2·(10+20+0,77+0) = 61,54 (мкм).
Розрахункові значення припусків заносимо в графу 6 таблиці 2.6.
Розрахунок найменших розрахункових розмірів по технологічних переходах робимо, складаючи значення найменших граничних розмірів, що відповідають попередньому технологічному переходові, з величиною припуску на виконуваний перехід:
55k6(![]() )
=55.002 (мм)
)
=55.002 (мм)
55.002 + 0,123 = 55.125 (мм);
Найменші розрахункові розміри заносимо в графу 7 таблиці 2.6. Найменші граничні розміри заносимо в графу 10 таблиці 2.6.
Допуски на виконавчі розміри пишемо в залежності від квалітетів:
Допуск взятий для лиття по 7т класу розмірної точності :
h11= 300 (мкм);
h9 = 100 (мкм);
h7 = 40 (мкм).
Результати розрахунків вносимо в графу 9 таблиці 2.6.
Розрахунок фактичних максимальних і мінімальних припусків по переходах робимо, віднімаючи відповідно значення найбільших і найменших граничних розмірів, що відповідають виконуваному і попередньому технологічному переходам:
Максимальні припуски: Мінімальні припуски:
150,60 – 150,26 = 0,34 (мм); 150,30 – 150,16 = 0,14 (мм);
150,26 – 150,14 = 0,12 (мм). 150,16 – 150,10= 0,06 (мм).
Результати розрахунків заносимо в графу 11 і 12 таблиці 2.6.
Розрахунок загальних припусків:
-
найбільшого припуску
Z 0 max = ΣZmax = 0,34+0,12 = 0,46 (мм).
-
найменшого припуску
Z 0 max = ΣZmax = 0,14+0,06 = 0,2 (мм).
Перевірка правильності розрахунків:
Z0 max – Z0 min = 0,46-0,2= Tз – Tд = 0,26 (мм).
Розрахунок
товщини покриття для розміру деталі
150s7(![]() ).
).
Для точних посадочних поверхонь зношення є порівняно невеликим, тому при використанні попередньої токарної обробки достатньо 1 проходу з глибиною t = 0,3 - 0,5 мм. Так як відновлювана поверхня є циліндрична поверхня задається по зовнішньому діаметру то t = 0,5 мм.
Із отриманих найбільшого та найменшого величини припуску визначаємо середнє значення припуску:
Z сер = (ΣZ max + ΣZ min)/2 = (0,46+0,2)/2= 0,34 (мм).
Величина
товщини покриття
на сторону для поверхні 150s7(![]() )
:
)
:
Z сер + t=0,34+0,5 = 0,84 (мм).
Технологічний маршрут обробки поверхні 80,8h7(-0,02) складається з попереднього та остаточно шліфування.
![]() (мкм)
(мкм)
Таблиця 2.6 - Результати розрахунку припусків на обробку до граничних розмірів по технологічних переходах
|
Маршрут обробки поверхні діаметром 150s7( |
Елементи припуску, мкм |
Розрахункові величини |
Допуск на виконувані розміри, мкм |
Прийняті розміри заготовки по переходах, мм |
Граничний припуск, мкм |
|||||||
|
Rz |
Тдет,h |
ρ, ΔΣ |
ε |
припуску Zi, мкм |
мінімального діаметра, мм |
Max |
Min |
Zmax |
Zmin |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
|
Заготовка (h11) Шліфування попереднє (h9) остаточне (h7) |
100
30 10 |
50
30 20 |
592,55
1,42 - |
—
0 0 |
—
122,84 60 |
150,282
150,16 150,10 |
300
100 40 |
150,60
150,26 150,14 |
150,30
150,16 150,10 |
—
0,34 0,12 |
—
0,14 0,06 |
|
ΔΣ – сумарні відхилення розташування поверхні (відхилення від паралельності, перпендикулярності, співвісності) на попередньому переході.
Знайдем ΔΣ для шліфування:
ΔΣ ост.точ.= Ку попер.∙ ΔΣ = 0,06 ∙592,55 = 35,55 (мкм);
ΔΣ ост.точ.= Куостат.∙ ΔΣ = 0,04 ∙ 35,55 = 1,42 (мкм);
ΔΣ
шліф = Ку шліф.![]() ΔΣ
= 0,04
ΔΣ
= 0,04![]() 1,42
= 0,0057.
1,42
= 0,0057.
де Купопер – коефіцієнт остаточного шліфування; Купопер = 0,06;
Куостат – коефіцієнт остаточного шліфування, Куостат= 0,04.
Визначення похибки установлення для шліфування:
ε
= ![]() ,
,
![]() ,
мкм;
,
мкм;
![]() ,
похибка закріплення в центрах, мкм;
,
похибка закріплення в центрах, мкм;
![]() мкм.
мкм.
Розрахунок мінімальних припусків на діаметральні розміри для кожного переходу виконуються за рівнянням 2.15.
Заготовка:
2·Zimin =2·(100+50+592,55+0) = 1485 (мкм).
Попереднє шліфуваня:
2·Zimin = 2·(30+30+1,42+0) = 122,84 (мкм).
Остаточне шліфування:
2·Zimin = 2·(10+20+0+0) = 60 (мкм).
Розрахункові значення припусків заносимо в графу 6 таблиці 2.7.
Розрахунок найменших розрахункових розмірів по технологічних переходах робимо, складаючи значення найменших граничних розмірів, що відповідають попередньому технологічному переходові, з величиною припуску на виконуваний перехід:
80,8h7(-0,02 ) = 80,78 (мм);
80,78 + 0,060 = 80,84 (мм);
80,84 + 0,123 = 80,963 (мм).
Найменші розрахункові розміри заносимо в графу 7 таблиці 2.7. Найменші граничні розміри заносимо в графу 10 таблиці 2.7.
Допуски на виконавчі розміри пишемо в залежності від квалітетів:
Допуск взятий як для лиття по 7т класу розмірної точності :
h11= 300 (мкм);
h9 = 100 (мкм);
h7 = 20 (мкм).
Результати розрахунків вносимо в графу 9 таблиці 2.7.
Таблиця 2.7 – Результати припусків на обробку до граничних розмірів по технологічних переходах
Розрахунок фактичних максимальних і мінімальних припусків по переходах робимо, віднімаючи відповідно значення найбільших і найменших граничних розмірів, що відповідають виконуваному і попередньому технологічному переходам:
|
Маршрут обробки поверхні діаметром 80,8h7(-0,02), |
Елементи припуску, мкм |
Розрахункові величини |
Допуск на виконувані розміри, мкм |
Прийняті розміри заготовки по переходах, мм |
Граничний припуск, мкм |
|||||||
|
Rz |
Тдет,h |
ρ, ΔΣ |
ε |
припуску Zi, мкм |
мінімального діаметра, мм |
Max |
Min |
Zmax |
Zmin |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
|
Заготовка (h11) Шліфування попереднє (h9) остаточне (h7) |
100
30 10 |
50
30 20 |
592,55
1,42 - |
—
0 0 |
—
122,84 60 |
80,963
80,84 80,78 |
300
100 20 |
81,30
80,94 80,80 |
81,00
80,84 80,78 |
—
0,36 0,14 |
—
0,16 0,06 |
|
Максимальні припуски: Мінімальні припуски:
81,30 – 80,94 = 0,36 (мм), 81,00 – 80,84 = 0,16 (мм);
80,94 – 80,80 = 0,14 (мм). 80,84 – 80,78 = 0,06 (мм).
Результати розрахунків заносимо в графу 11 і 12 табл. 2.7.
Розрахунок загальних припусків:
найбільшого припуску Z 0 max = ΣZmax = 0,36+0,14 = 0,5 (мм);
найменшого припуску Z 0 max = ΣZmax = 0,16+0,06 = 0,22 (мм).
Перевірка правильності розрахунків:
Z0 max – Z0 min = 0,48-0,2= Tз – Tд = 0,28 (мм).
Розрахунок товщини покриття для розміру деталі 80,8h7(-0,02 ).
Для
точних посадочних поверхонь зношення
є порівняно невеликим, тому при
використанні попередньої токарної
обробки достатньо 1 проходу з глибиною
t
= 0,3 ![]() 0,5
мм. Так як відновлювана поверхня є
циліндрична поверхня задається по
зовнішньому діаметру то t
= 0,5 мм.
0,5
мм. Так як відновлювана поверхня є
циліндрична поверхня задається по
зовнішньому діаметру то t
= 0,5 мм.
Із отриманих найбільшого та найменшого величини припуску визначаємо середнє значення припуску:
Z сер = (ΣZ max + ΣZ min)/2 = (0,5+0,2)/2= 0,35 (мм).
Величина товщини покриття на одну сторону:
Z сер + t=0,35+0,5 = 0,85 (мм).