

1. Вступ
Відновлення зношених деталей різних машин і механізмів є складною науковою проблемою, яка вимагає системного підходу. Починаючи з аналізу умов роботи деталей, характеру та виду зношування, необхідно визначити доцільні технології відновлення деталей, наприклад, наплавленням, напиленням, гальванічними або іншими методами. У той же час і серед вище названих технологій може бути декілька варіантів, що потребує обґрунтування при їх виборі.
Як відомо, деталі тракторів працюють у важких умовах. Серед зношуваних деталей є багато таких, що мають циліндричну форму. Окреме місце займають особливо відповідальні деталі, до яких висувають підвищені вимоги. Тому при відновленні таких деталей необхідно особливу увагу приділяти експлуатаційній надійності покриття. Відомо, що на деякі механічні властивості впливає не тільки безпосередньо матеріал, а і спосіб нанесення цього покриття. Основними способами газотермічного напилення порошків є газополуменеве, плазмове та детонаційне, а також їх варіації: надзвуковий газополуменеве («Джет-коут»), надзвукове плазмове і плазмове напилення в динамічному вакуумі.
2. Аналіз службового призначення вузла, деталей. Вимоги до деталі, що відновлюється та її поверхонь.
2.1Аналіз службового призначення вузла, деталей.
Напіввісь є складовою частиною редуктора. (рисунок 1).
Напіввісь складається з шийок, які встановлено в корпусі редуктора та сполучаються з підшипниками кочення. Піввісь має шліци з діаметром 50 мм. Піввісь закріплена на двох підшипниках і перебуває в зачепленні з іншим зубчастим колесом.
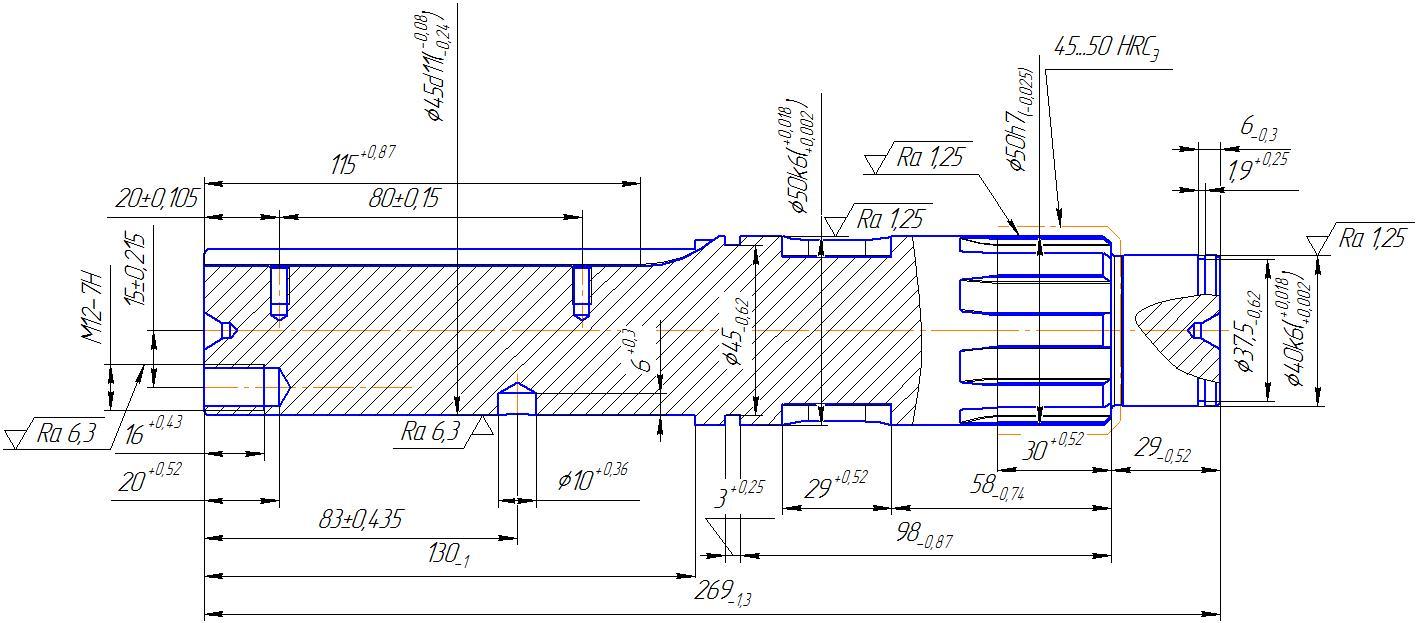 Рисунок
1 Робоче креслення напіввісі
Рисунок
1 Робоче креслення напіввісі
Розглянемо всі опрацьовані поверхні напіввісі і їх призначення, використовуючи рисунок 1 та 2.
Поверхні
10 і 14 використовується для нерухомого
з'єднання напіввісі з підшипниками.
Поверхня повинна бути виконана по
квалітету точності k6( ),
шорсткість не більше як Rа=1,25
мкм.
),
шорсткість не більше як Rа=1,25
мкм.
Поверхня 8 до неї ставляться порівняно не високі вимоги на точність і шорсткість. Поверхня повинна бути виконана за такими вимогами як шорсткість не більше як Rа=6,3мкм.
Поверхня
11 є складовою поверхні шліців. Відстань
між зубами контролюється по квалітету
h7( )
точності та вимогами по шорсткісті не
повинні перевищувати Rа=1.25мкм.
Це зумовлено необхідністю забезпечення
точного контакту при зачепленні
зубчастого колеса, яке встановлюється
на дану поверхню. Діаметр шліців 50мм.
Шліци на ній проходять термічну обробку,
міцність після якої становить 45…50 HRC.
)
точності та вимогами по шорсткісті не
повинні перевищувати Rа=1.25мкм.
Це зумовлено необхідністю забезпечення
точного контакту при зачепленні
зубчастого колеса, яке встановлюється
на дану поверхню. Діаметр шліців 50мм.
Шліци на ній проходять термічну обробку,
міцність після якої становить 45…50 HRC.
Поверхні 5 і 6 призначені для фіксування шпонки шо встановлюється на поверхню 4.
Поверхня 9 призначена для з’єднання напіввісі з гальмівним барабаном.
Поверхні 2 і 18 призначені для закріплення деталі в центрах.
Поверхня 7 служить для фіксування напіввісі.
Поверхні 3 і 17 є торцевими поверхнями.
Поверхні 12 і 13 є фасками
Відхилення цилідричності поверхні після відновлення не повинне перевищувати 0,08мм.
Всі інші поверхні не такі відповідальні, як перераховані, оскільки вони не контактують з спряженими деталями і виготовленні ливарним способом без наступної механічної обробки.
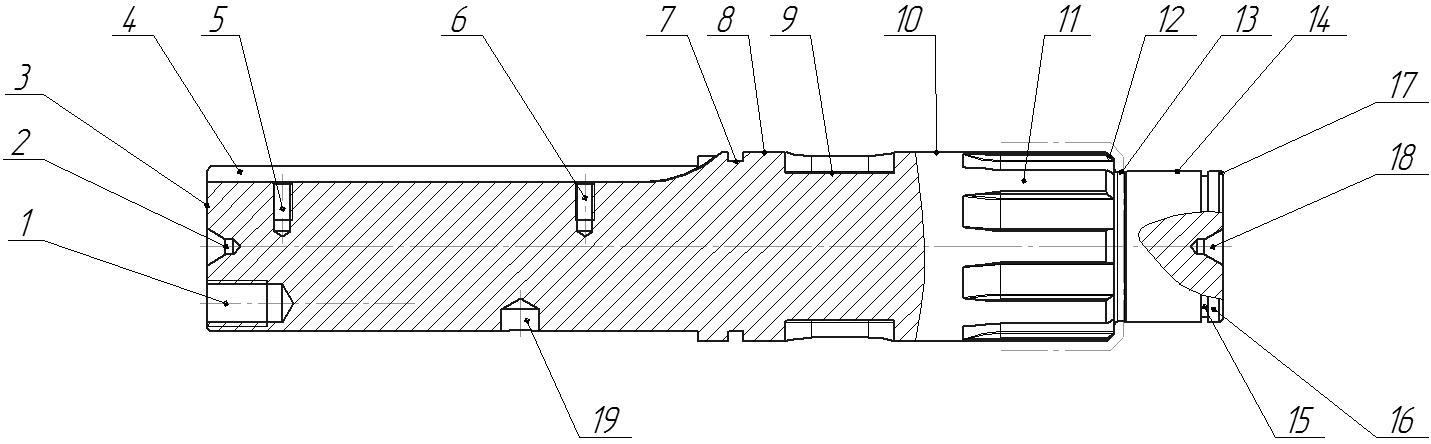
Рисунок 2 Ескіз напіввісі з вказаними номерами поверхонь
Деталь «напіввісь»- є складовою редуктора. Виготовляється із легованої конструкційної сталі марки 40Х . Ця сталь має досить високу пластичність , в’язкість, високу твердість і вона може працювати під дією високих навантажень і навіть при низьких температурах.