

Контролирование отливки
Основные требования, предъявляемые к конструкции отливки
Рациональная конструкция отливки является важным фактором, от которого зависит получение качественной детали. Для достижения требуемого качества отливка должна быть сконструирована с учетом:
заданных эксплуатационных характеристик изделия;
литейных свойств сплава;
литейной технологии;
технологии обработки резанием.
При конструировании отливки нужно руководствоваться следующими рекомендациями:
отливка должна быть компактной, не иметь далеко выступающих частей, представлять собой сочетание простых геометрических тел, с преобладанием плоскостей и прямых линий. Это упрощает и удешевляет изготовление модельного комплекта;
число стержней должно быть минимальным, а их конфигурация – простой, обеспечивающей легкую установку стержней в литейную форму без применения ….. и свободное удаление из отливки. Это упрощает изготовление и сборку литейной формы, а также выбивку стержней из отливок;
при конструировании отливки не следует допускать цельных массивных сечений, утолщений, местных скоплений сплава, т.к. это приводит к увеличению массы отливки и возможному образованию дефектов усадочного характера (пористости, усадочных раковин, трещин и т.д.). Нужно применять открытые профильные сечения с максимальным облегчением отливки. Необходимую жесткость и прочность обеспечить оребрением, применением рациональных профилей, приданием отливке выпуклых сводчатых форм;
для уменьшения остаточных напряжений, возникающих в отливке, она не должна иметь острых углов и резких переходов от одного сечения к другому;
стенкам отливки, перпендикулярным плоскости разъема формы, необходимо придавать уклоны. Уклоны бобышек и приливов делают максимальными;
Толину стенок отливки нужно устанавливать минимальной, в соответствии с жидкотекучестью сплава и технологией изготовления отливки;
в отливках следует допускать минимальное число приливов, выступов и бобышек. Если это возможно. Объединить их в один прилив или утолщение минимальных размеров;
при оформлении конструктивных элементов (рёбер жёсткости, окантовок, приливов, переходов, литых отверстий и т.п.) необходимо руководствоваться соответствующей технической документацией, например, ОСТами, нормалями, стандартами предприятий;
конструкция отливки должна обеспечивать удобство её очистки и обрубки после выбивки. Отливка не должна иметь глубоких глухих карманов, поднутрений и т.д.;
поверхности, обрабатываемые резанием, в литейной форме должны располагаться снизу или сбоку, т.е. там, где в процессе кристаллизации образуется наиболее качественный металл. Это уменьшает вероятность попадания на обработанную поверхность литейных дефектов, например, раковин;
отливки необходимо проверять на технологичность.
2.6.2.2 Конструктивное оформление элементов отливок
1. Сопряжение стенок отливки
Плавность перехода от тонких сечений к массивным, правильное сопряжение и достаточно великие радиусы закруглений обеспечивают получение отливок без литейных дефектов. Переходы от одного сечения к другому и сопряжение стенок должны оформляться в соответствии рисунком 2.5.
|
при
при
|
|
Рисунок 2.5 – Сопряжение стенок отливки |


2. Ребра жесткости
Толщину наружных рёбер жесткости принимают до 0,8, а внутренних – до 0,6 от толщины сопряжённой стенки. Рёбра жесткости должны иметь плавный переход с сопрягаемой стенкой, в соответствии с приведенными выше рекомендациями.
3. Литые отверстия
Следуе6т избегать литых отверстий малого диаметра и большой длины. Для ориентировочного определения минимального диаметра отверстия можно воспользоваться следующей формулой
![]() ,
,
где ![]() – длина (глубина) отверстия.
– длина (глубина) отверстия.
Величина ![]() для алюминиевых
сплавов и бронз – 5 мм, для чугунов – 7
мм, для сталей – 10 мм. Отверстия меньших
диаметров не проливают, а получают при
обработке резанием.
для алюминиевых
сплавов и бронз – 5 мм, для чугунов – 7
мм, для сталей – 10 мм. Отверстия меньших
диаметров не проливают, а получают при
обработке резанием.
4. Уклоны
Для свободного извлечения модели из формы (при литье по выплавляемым моделям, из пресс-формы) поверхностям отливки перпендикулярным плоскостям разъема придают уклоны. Величина которых зависит от высоты стенки отливки (модели) и назначения, в соответствии с ГОСТ 3212-92. Уклоны местных невысоких утолщений стенок (бобышек, приливов и т.п.) рекомендуется увеличивать до 30-500.
5. Толщина стенок отливки
Как правило,
рекомендуется отливать стенки наименьшей
толщины, допускаемой технологией
получения отливки и её прочностью. На
рисунке 2.6 показан график зависимости
минимальной толщины стенки
![]() от приведенного габаритного размера
отливки, вычисляемой по формуле
от приведенного габаритного размера
отливки, вычисляемой по формуле
![]() ,
,
где ![]() – длина отливки,
мм;
– длина отливки,
мм;
b – ширина отливки, мм; h – ширина отливки, мм.
|
|
|
Рисунок
2.6 – График зависимости минимальной
толщины стенки
|
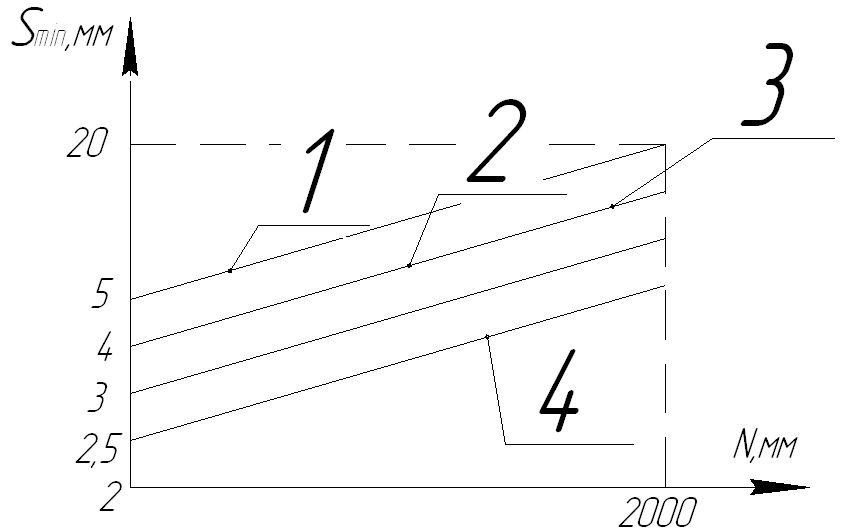
График составлен для наружных стенок при литье в песчано-глинистые формы. Толщину внутренних стенок, перегородок и ребёр делают, в среднем на 20 % меньше. График может служить только для ориентировочной оценки толщины стенок. Поскольку толщина сильно зависит от конфигурации отливки. Сложные отливки, формируемые в нескольких опоках с применением большого числа стержней, рекомендуется выполнять с повышенной толщиной стенок.
Большое влияние на толщину стенок отливок оказывает технология литья, состав формовочной и стержневой смесей, конструкция литниковой системы и т.д.
В тяжелонагруженных литейных деталях (станины молотов) толщина стенок определяется действующими нагрузками и жесткостью конструкции и, значит, превышает, приведенные на рисунке 2.6 значения. Однако в подобных случаях целесообразно назначать наименьшую толщину стенок, достигая требуемую прочность и жесткость отливки за счёт её рациональной формы.
6. Приливы, выступы и бобышки
При конструировании отливок необходимо предусмотреть минимальное число приливов, выступов и бобышек. Увеличивающих трудоемкость изготовления модельного комплекта и литейной формы, вследствие применения отъемных частей у модели. Наличие отъемных частей снижает также точность отливки. Особенно нежелательно наличие отъемных частей при машинной формовке.