

Заготовки, получаемые пластическим деформированием
Обработка металла давлением – один из основных методов формообразования заготовок. Примерно 90% сталей и более 50% цветных металлов и сплавов подвергают обработке давлением.
В процессе пластической деформации металлы не только изменяют свои форму и размеры, но и улучшают свои механические свойства.
Всё многообразие продукции, обработанной давлением, можно разделить на две группы – продукция металлургической и машиностроительной производств.
К первой группе относятся: прокатка, волочение, прессование и т.п. методы.
Во вторую группу входят: ковка, объемная штамповка, вальцовка и т.д.
Заготовки из проката
Прокат применяется как исходный материал для получения поковок. А так же для непосредственного изготовления из него деталей на металлорежущих станках.
Конфигурация поперечных сечений прокатного изделия называется профилем. Совокупность различных профилей составляет сортамент.
Сортамент делится на 4 основные группы:
сортовой прокат;
листовой прокат;
трубы;
специальные виды проката.
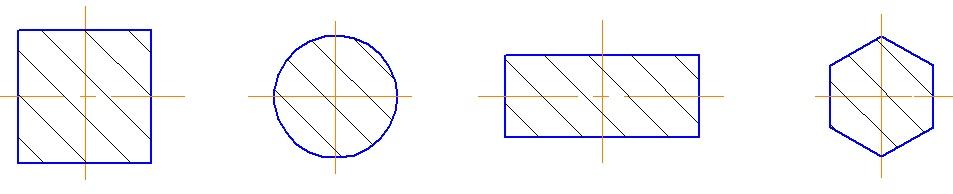
Первая подгруппа сортового проката включает: горячекатаный и калиброванный стальной прокат. Сюда относятся профили: квадрат, круг, прямоугольник – полоса, шестигранник (рисунок 3.1).
|
|
|
Рисунок 3.1 |
Ко второй группе относятся горячекатаные фасонные профили: угловая, тавровая и двутавровая сталь, швеллеры и рельсы (рисунок 3.2)
|
|
|
Рисунок 3.2 |

Листовой прокат делится на лист, рулон, полосу и ленту.
Основной прокат трубопрокатного производства: стальные круглые трубы. К ним относятся бесшовные, горячекатаные и холоднодеформированные трубы. Сварные трубы бывают прямошовные и со спиральным швом.
К 4 группе относятся колёса, шары, прокат периодического профиля. Прокат периодического профиля используют для получения заготовок в массовом производстве (рисунок 3.3).
|
|
|
Рисунок 3.3 |

Кованные и штампованные заготовки
Эти заготовки могут быть получены ковкой или штамповкой в подкладных и закреплённых штампах. Исходной заготовкой, чаще всего, являются слитки, сортовой прокат круглого и квадратного сечения, а так же прокат периодического профиля.
Слитки применяют для крупных поковок, полученных ковкой, сортовой прокат – для средних и мелких поковок, полученных ковкой или штамповкой.
Поковки, получаемые ковкой и штамповкой в подкладных штампах
Ковкой получают заготовки для крупных деталей тяжелого машиностроения. Для мелких и средних поковок применение ковки целесообразно лишь в условиях единичного производства. Для таких поковок желательны простые, симметричной формы, очерченные плоскостями или цилиндрами поверхности. Следует избегать конических поверхностей и клиновых форм.
На теле поковки нежелательны выступы, бобышки и т.п. Поковки с резкой разницей в сечениях следует заменять сочетанием нескольких более простых поковок, объединяемых в одно целое сваркой.
Применение при ковке подкладных штампов позволяет приблизить контуры поковки к контурам детали, а также повысить точность заготовки. Простые поковки можно штамповать непосредственно в подкладных штампах за один переход. При изготовлении более сложных необходимо ковкой приблизить исходную заготовку к окончательной форме поковки, а на последнем переходе использовать подкладной штамп.
Этот вид штамповки применяют в мелкосерийном производстве, т.к. подкладные штампы сравнительно недороги и окупаются даже при небольшом объёме выпуска поковок.
Производительность штамповки в подкладных штампах по сравнению с ковкой значительно выше.