

Штамповка выдавливанием
Выдавливание представляет собой один из видов штамповки в закрытых штампах, при котором часть металла выдавливается из ручья штампа через отверстие в матрице или пуансоне.
Штамповка выдавливанием – один из наиболее прогрессивных методов изготовления точных заготовок, позволяющий значительно сократить расход металла и повысить производительность труда.
Существует три основных схемы штамповки выдавливанием: прямое выдавливание (рисунок 3.9, а), обратное (рисунок 3.9, б) и комбинированное (рисунок 3.9, г). Штамповка по схеме, показанной на рисунке 3.9, в называется прошивкой.
|
|
|
Рисунок 3.9 – Схемы выдавливания |
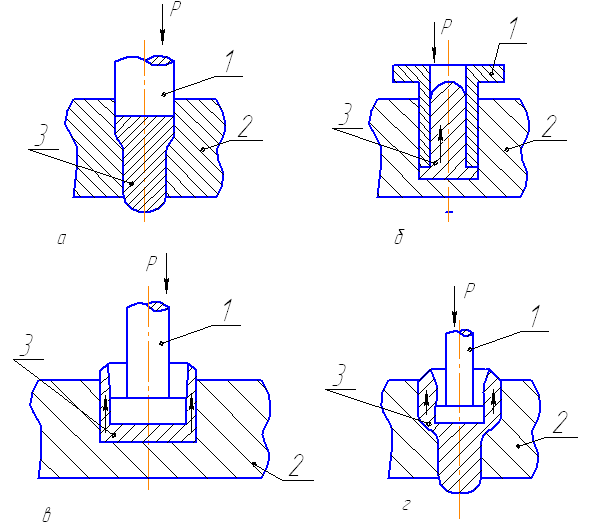
Прямое выдавливание характеризуется тем, что металл течёт в направлении движения пуансона. При обратном выдавливании металл течет в направлении противоположном движению пуансона. За счёт этого при обратном выдавливании направление сил трения в ручье штампа более благоприятное. Это обуславливает меньшее усилие деформирования и обеспечивает более однородное деформирование заготовки.
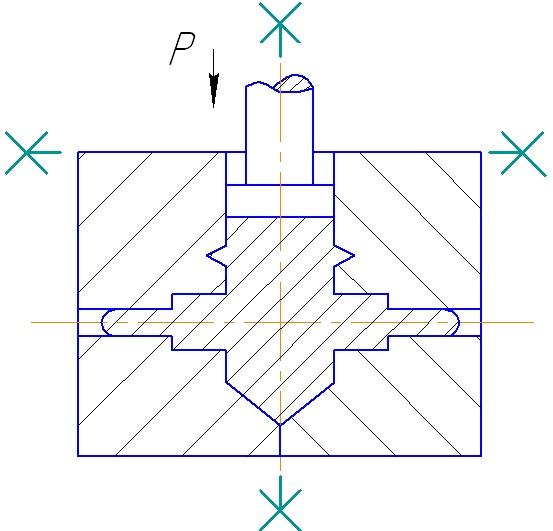
В ряде случаев, при штамповке выдавливанием применяют разъёмную матрицу (рисунок 3.10), при этом штамп имеет две плоскости разъема, что позволяет:
избегать штамповочные уклоны;
изготовить поковку такой формы, которая не может быть получена в обычном штампе из-за неизвлекаемости её оттуда.
|
|
|
Рисунок 3.10 – Схема штамповки с использованием разъёмной матрицы |
Штамповка на горизонтально-ковочной машине (гкм)
Основные операции при штамповке на ГКМ – высадка, прошивка и пробивка. Штамповку можно осуществлять в открытых и закрытых штампах. Типичным процессом является многоручьевая высадка в закрытые штампы.
Основным отличием ГКМ является наличие двух взаимно перпендикулярных поверхностей разъема. Основной разъём проходит между пуансоном и матрицами, а дополнительный – между подвижной и неподвижной матрицами. Наличие двух плоскостей разъема уменьшает или устраняет штамповочные уклоны или кузнечные напуски.
Материалом для штамповки на ГКМ служит прокат круглого, реже квадратного сечений.
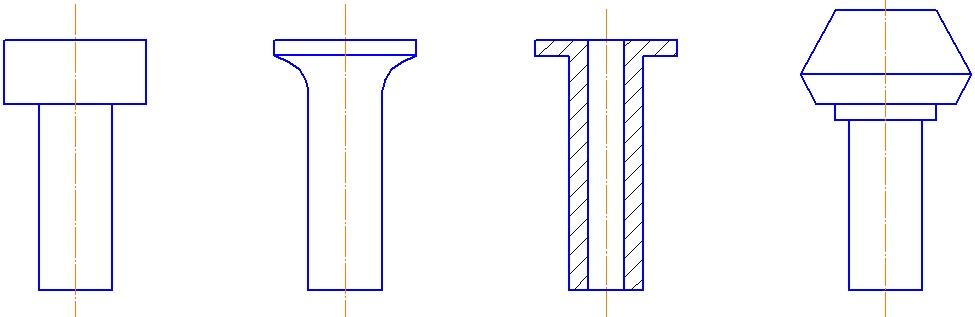
Типы поковок, наиболее удобных для работы на ГКМ, показаны на рисунке 3.11. Кинематическая схема ГКМ представлена на рисунке 3.12.
|
|
|
Рисунок 3.11 – Поковки, штампуемы на ГКМ |
|
|
|
Рисунок 3.12 – Кинематическая схема ГКМ |
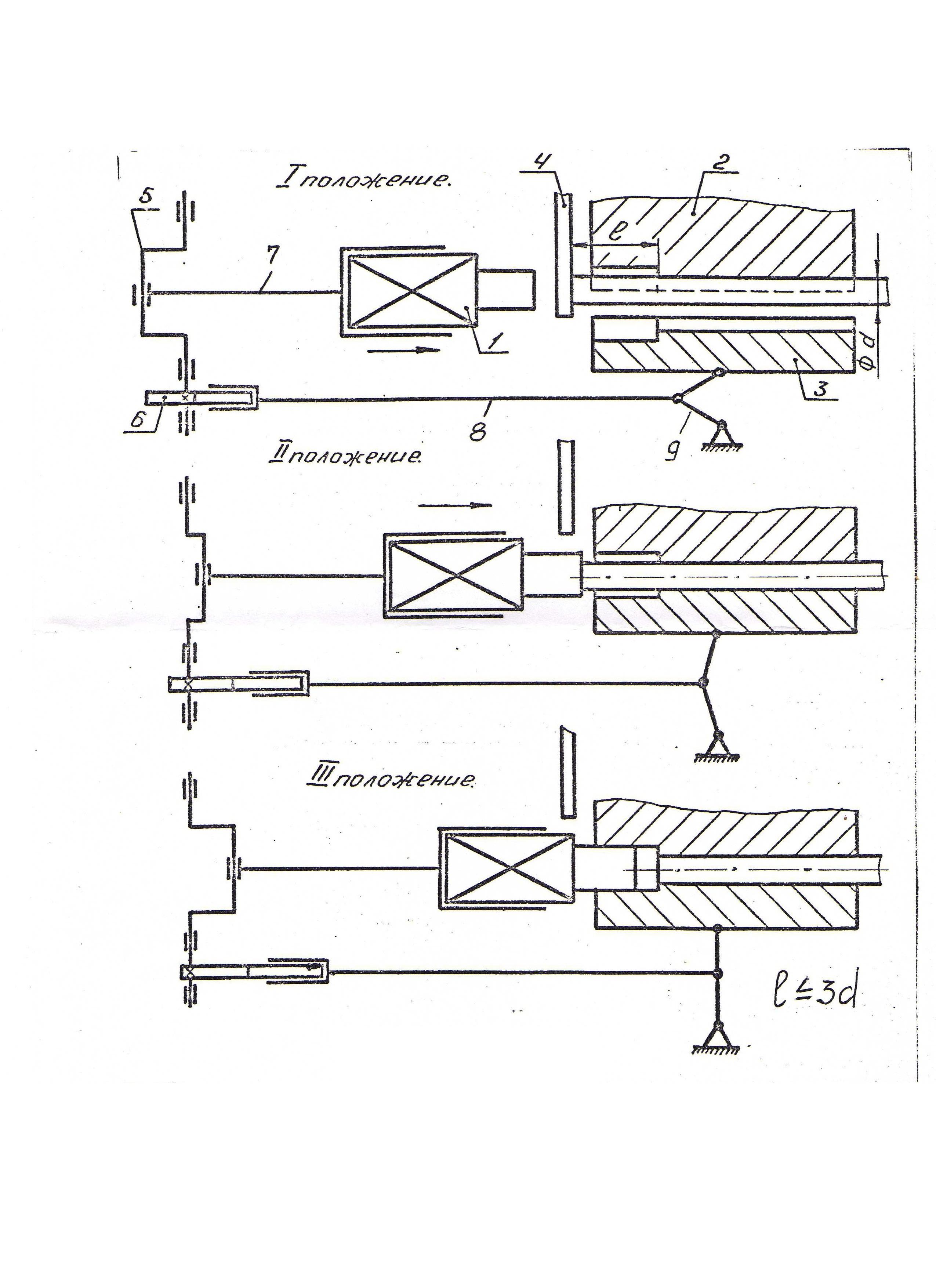
Главный ползун 1, несущий пуансон, приводится в движение от кривошипного вала 5 с помощью штампа 7. Параллельно с этим, от кулачка 6, сидящего на кривошипном валу, движущегося вперед на ползун 8 и далее через систему рычагов 9 на подвижную матрицу 3.
В начале цикла пруток с нагретым участком на конце закладывается в неподвижную матрицу 2. При этом положение прутка в осевом направлении определяется упором 4. При включении машины подвижная матрица 3 прижимает пруток к неподвижной, упор автоматически отходит в сторону, после чего пуансон деформирует исходную заготовку.
Точность и производительность при штамповке на ГКМ не ниже, чем при использовании кривошипных прямоштамповочных прессов. Однако по сравнению со штамповочным молотом и прессами ГКМ менее универсальны и имеют более высокую стоимость.