

Литьё с кристаллизацией под давлением
При изготовлении отливок с кристаллизацией под давлением используются пресс-формы или штампы, состоящие из пуансона 1, матрицы 2 (рисунок 2.7). Матрица может быть неразъёмной и разъёмной. Пуансон монтируется на ползуне пресса, а матрица на его столе.
|
|
|
Рисунок 2.7 – Схема литья с кристаллизацией под давлением |
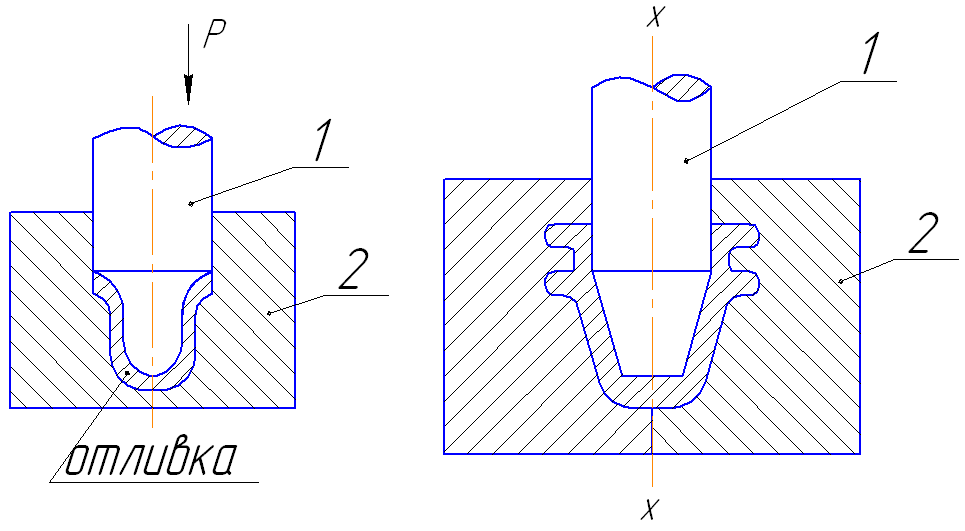
Процесс литья с кристаллизацией под давлением заключается в том, что расплав заливают в матрицу, затем пуансоном осуществляют окончательное оформление контуров отливки и последующее её уплотнение (выдержку под давлением до окончания затвердевания).
При приложении высокого давления (50-150 МПа) за счёт пластической деформации затвердевание отливки происходит «залечивание» межкристаллических пор и сжатия газовоздушных пор.
Растворенные в металле газы практически не выделяются из него при кристаллизации, поэтому, отливка получается более плотной.
Высокая скорость кристаллизации способствует измельчению структуры металла. Всё это улучшает её физико-механические свойства: прочность увеличивается в 1,2-1,5 раза, а относительное удлинение и ударная вязкость – в 2-4 раза.
Отливки по свойствам приближены к поковкам, хотя имеют литую структуру.
Вместе с тем, следует отметить, что внедрение литья с кристаллизацией под давлением требует определённых затрат на приобретение прессового оборудования и расходов на его обслуживание.
Литьём с кристаллизацией под давлением изготавливают простые и сложные по конфигурации отливки с повышенным требованием по плотности и герметичности из металлов и сплавов на основе железа, алюминия, магния, цинка и меди: поршни двигателей внутреннего сгорания, гидро- и пневмоцилиндров.
В качестве оборудования используют прессы и литейные машины.
Электрошлаковое литьё
Электрошлаковое литьё – это способ получения фасонных отливок, основанный на использовании процесса электрошлакового переплава. Технология электрошлакового литья отличается тем, что операции приготовления расплава, заливки и выдержки отливки в форме совмещены по времени и месту.
Литейная форма 1 (рисунок 2.8) представляет собой тонкостенный водоохлаждаемый стальной или медный кристаллизатор.
|
|
|
Рисунок 2.8 – Схема электрошлакового литья |
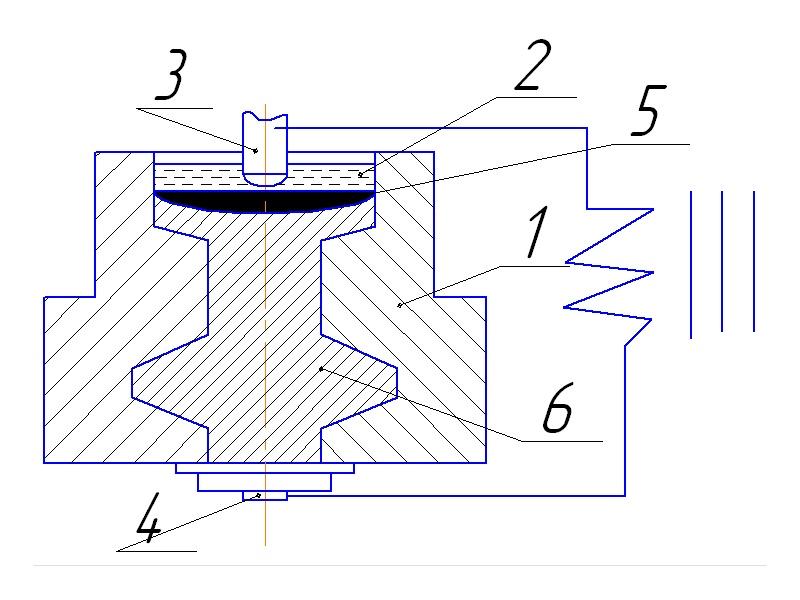
В начале процесса литья в форму заливают предварительно расплавленный шлак – фторид кальция или составы на его основе. Шлаковая ванна 2 является источником теплоты, выделяющейся при прохождении через неё электрического тока, подводимого к расходуемому электроду 3, погруженному в шлаковую ванну и затравки 4, установленной в нижней части формы. Температура шлаковой ванны достигает 1700 ОС, что вызывает оплавление конца электрода.
Капли жидкого металла проходят через шлак и собираются, образуя под слоем шлака металлическую ванну 5. Проходя через слой жидкого шлака, капли металла интенсивно с ним взаимодействуют. В результате, происходит удаление неметаллических включений и растворённых газов.
Вследствие расплавления электрода металлическая ванна непрерывно пополняется. Под действием водоохлаждения кристаллизующийся металл затвердевает без усадочных раковин и пористости, образуя плотную отливку 6. По мере образования отливки электрод перемещается в вертикальном направлении.
Благодаря очищающему действию шлака, отсутствию окисления металла и направленной кристаллизации содержание кислорода в отливке снижается в 1,5-2 раза, содержание серы и неметаллических включений уменьшается в 2-3 раза. Это обуславливает высокие физико-механические и эксплуатационные свойства отливок. Поэтому, такой способ литья используется для получения отливок ответственного назначения: коленчатых валов и шатунов судовых двигателей, корпусов сосудов высокого давления прокатных станов и т.д.
Метод электрошлакового литья пригоден для получения отливок из сталей, высокопрочных чугунов, цветных металлов и сплавов. Он успешно конкурирует с ковкой и штамповкой при изготовлении заготовок ответственных деталей.
По сравнению с другими методами получения заготовок электрошлаковое литьё имеет следующие преимущества:
не требуются плавильные агрегаты (печи), формовочные и стержневые смеси;
экономится значительное количество металла, так как отсутствуют элементы литниковой системы;
значительно сокращается объём обработки резанием;
в ряде случаев, снижается потребность в кузнечно-прессовом и металлорежущем оборудовании;
высвобождаются производственные площади, повышается культура производства, улучшается техника безопасности и гигиена труда.
Основной недостаток электрошлакового литья – сравнительно низкая производительность. Это часто является препятствием для его внедрения в производство.