

Фрезерование резьб Метод работы
Длинные резьбы
фрезеруются дисковыми фрезами, короткие
– дисковыми, чаще гребенчатыми. Главное
дв-е совершает фреза с частотой вращения
![]()
Кроме того, изделию сообщается вращение, т.е. круговая подача. Фрезе сообщается перемещение вдоль оси изделия или самому изделию сообщается осевое перемещение. Величина перемещения измеряется минутной подачей, кот. определяется числом зубьев среды и частотой вращения фрезы.
![]() .
Ось фрезы устанавливают под углом бета
к оси изделия. При фрезеровании коротких
резьб применяются гребенчатые фрезы.
Производится врезание на полную высоту
резьбы, а затем вся резьба нарезается
за 1 оборот изделия.
.
Ось фрезы устанавливают под углом бета
к оси изделия. При фрезеровании коротких
резьб применяются гребенчатые фрезы.
Производится врезание на полную высоту
резьбы, а затем вся резьба нарезается
за 1 оборот изделия.
Резьбофрезерный станок 561
Устройство станка для обработки длинных резьб следующее. На станине Е находятся (подобно токарному станку) передняя А и задняя Г бабки, служащие для установки обрабатываемого изделия; между бабками располагается продольно-подвижный суппорт Б, на котором находится поперечная каретка Ж с фрезерной головкой В.
Фрезы устанавливают на шпинделе фрезерной головки, которая сделана поворотной. При работе дисковой фрезой ось шпинделя устанавливается так, чтобы плоскость вращения дисковой фрезы совпадала с направлением фрезеруемой канавки. Червячной фрезе придают такое положение, при котором направление её витков совпадает с направлением обрабатываемых впадин.
На универсальных резьбофрезерных станках можно производить следующие основные виды работ:
- фрезерование однозаходных и многозаходных резьб с нормальным шагом дисковой фрезой;
- фрезерование винтовых канавок с большим шагом дисковыми фрезами;
- фрезерование продольных пазов различного профиля и вида методом копирования дисковыми фрезами;
- фрезерование шлицевых валиков и цилиндрических зубчатых колёс червячными фрезами методом обкатки.
Кинематическая настройка станка модели 561 на различные виды работ
При рассмотрении настроек станка см. кинематическую схему – рис. 12.2 и записи уравнений кинематического баланса в п/п. В настоящего раздела, на которые ниже делаются ссылки под теми номерами, под какими кинематические цепи представлены в указанном п/п.
а) настройка на фрезерование нормальных резьб
Движения:
- главное (вращение фрезы) – цепь 1;
- окружной подачи – цепь 2,а;
- продольная подача – цепь 3,а;
б) настройка на фрезерование резьб с большим шагом:
Движения:
- главное (вращение фрезы) – цепь 1;
- окружная подача – цепь 2,б;
- продольная подача – цепь 3,б;
в) настройка на фрезерование продольных канавок:
Движения:
- главное (вращение фрезы) – цепь 1;
- продольная подача – цепь 3,б;
г) настройка на фрезерование шлицевых валов и зубчатых колес методом обкатки:
Движения:
- главное (вращение фрезы) – цепь 1;
- обката – цепь 4;
- продольная подача – цепь 3,в.
Кинематика станка модели 561 для фрезерования длинных резьб (см. Рис. 12.2)
1) Цепь главного движения (вращения фрезы): nдв nф
![]()
2) Цепь окружной подачи (вращения заготовки)
а) при фрезеровании нормальных резьб: nф nзаг , муфты М2, М1
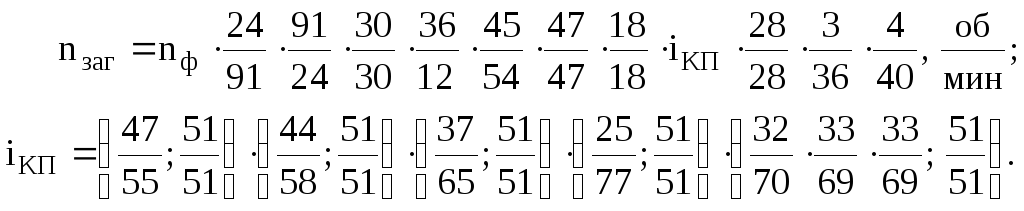
б) при фрезеровании резьб с большим шагом Т:
Т/12,7 об. ходового
винта шага 12,7 мм
1 об. заготовки, муфта М4
:
![]()
3) Цепь продольной подачи фрезерного суппорта
а) при фрезеровании
нормальных резьб: 1 об.загSп
, М4
:
![]()
б) при фрезеровании резьб с большим шагом и продольных канавок: nф Sп , М3, М1
![]()
в) при фрезеровании с использованием метода обкатки: 1 об.загSп , М3
![]()
4) Цепь обката: 1
об.фK/Z
об.заг, М2,
М1
:
![]()
5) Цепь быстрых продольных перемещений суппорта: nдвvб , М3, М1
![]()
Примечание. Делительный поворот изделия при нарезании многозаходных резьб или однозаходных винтовых канавок осуществляется с помощью делительного диска Д и фиксатора.