

Назначение, компоновка и настройка станка мод. 5к32.
Предназначен для фрезерования цилиндрических прямозубых, косозубых и червячных колес червячными фрезами по методу обката. Станки для обработки заготовок по вертикальной оси имеют следующие основные узлы:
А – станина; Б – суппортная стойка; В – фрезерный суппорт; Г – каретка с поворотной частью; Д – круглый стол; Е – салазки со стойкой; Ж – кронштейн для поддержки оправки заготовки ("контр-поддержка").
Такие станки имеют подвижный стол либо подвижную суппортную стойку. Станки для обработки мелкомодульных зубчатых колёс на салазках стола обычно не имеют стойки с контр-поддержкой.
Настройка станка на фрезерование цилиндрических прямозубых з.к. (1-3), косозубых з.к. (1-4), червячных з.к. методом радиальной подачи (1-3, 5), червячных з.к. методом тангенциальной подачи (1-4, 6)
1) Цепь главного движения (вращения фрезы): nдвnфрезы
![]()
Формула
настройки:
![]()
2) Цепь обката или деления (вращение заготовки, строго увязанное с вращением фрезы):
1 об.фK/Z оборотов заготовки
![]()
![]()
3) Цепь продольной подачи: 1 об.загSп
![]()
![]()
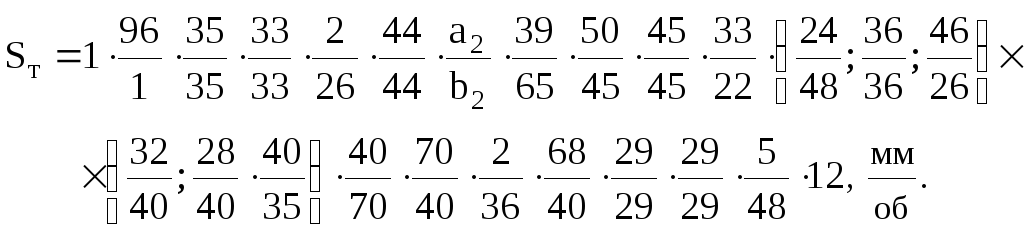
4) Цепь дополнительного вращения заготовки при фрезеровании косозубых шестерен:
Т мм перемещения суппорта1 об. заготовки; Т – шаг винтовой линии зубьев
![]()
![]()
![]()
5) Цепь радиальной подачи заготовки: 1 об.ЗагSр
![]()
![]()
6) Цепь тангенциальной подачи фрезы: 1 об.Заг Sт
7) Цепь дополнительного вращения заготовки для компенсации погрешностей из-за осевого перемещения фрезы: ts мм перемещения пиноли шпинделя 1/Z об. заготовки ±Δ, где ts – осевой шаг зацепления: фреза- заготовка нарезаемого червячного колеса

здесь Тшк – шаг винтовых зубьев шпиндельного колеса 68.
8) Ускоренные перемещения могут быть сообщены каретке с суппортом, шпинделю фрезы вдоль его оси, салазкам со столом, столу. Эти органы приводятся от отдельного электродвигателя мощностью 3 квт при включении соответствующих электромагнитных муфт. Включение, реверс и отключение электродвигателя ускоренных перемещений, переключение муфт производятся при работе станка посредством путевых выключателей.
Нарезание конических колес с прямыми зубьями
На станках, работающих по способу обката, имеется (рис. 11.11) люлька 1 с направляющими на торце, по которым возвратно-поступательно перемещаются две каретки с резцами 3. Процесс резания происходит при движении резцов к вершине конуса заготовки колеса, обратный ход резцов является нерабочим.
Режущие кромки А и Б резцов образуют контур впадины исходной рейки Р. Заготовка 4 и люлька 1 с резцами получают медленное вращение.
Таким образом, люлька с резцами в кинематическом отношении представляет собой плоское производящее колесо 2, у которого реализована лишь одна впадина.
Заготовка и люлька вращаются с таким отношением угловых скоростей, какое соответствует числам зубьев сцепленных колес – обрабатываемого и производящего. При этом заготовка в своем относительном движении накатывается на резцы, которые постепенно выстрагивают на ней две впадины. Режущие кромки А и Б обрабатывают боковые поверхности зуба, расположенного между вырезаемыми впадинами, и придают им правильное очертание. Кромки В и Г оставляют на сторонах впадин припуск (на рисунке припуск заштрихован). Таким образом, на заготовке образуются две неполные впадины и один полностью обработанный зуб.
Когда резцы выходят из зацепления с заготовкой, она отводится от них, продолжая поворачивается в том же направлении, а люлька возвращается (поворачивается) в исходное положение; таким образом осуществляется деление заготовки.
После возврата люльки в исходное положение заготовка подводится к резцам и процесс зубонарезания повторяется в той же последовательности.