

Література
Справочник технолога - машиностроителя. Т.2 /Под ред. А.Г.Косиловой, Р.К.Мещеряковой/. М.: Машиностроение,1985.
Справочник технолога - машиностроителя. Т.2 /Под ред. А.Н.Малова/. М.: Машиностроение, 1972.
Теория резания. Рабочая программа, методические указания и контрольные задания. Харьков. УЗПИ, 1982.
Филоненко С.Н. Резание металлов. Из-во «Техніка». Киев.: 1975.
Додаток 1
Паспортні дані токарно - гвинторізного верстата 16К20.
Найбільший діаметр оброблюваної заготовки, мм:
- над станиною - 400;
- над ступором - 220.
Найбільша довжина оброблюваного виробу - 2000 мм.
Висота різця, установленого у різцетримачі - 25 мм.
Потужність електродвигуна головного приводу - 10 кВт.
Частота обертання шпинделя, хв-1: 12,5; 16; 20; 25; 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600.
Подачі, мм/об : 0,05; 0,06; 0,075; 0,09; 0,1; 0,125; 0,15; 0,175; 0,2; 0,25; 0,3; 0,35; 0,4; 0,5; 0,6; 0,7; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,4; 2,8.
Максимальна складова сила різання Рх = 6000 Н.
Додаток 2
Індивідуальні завдання
О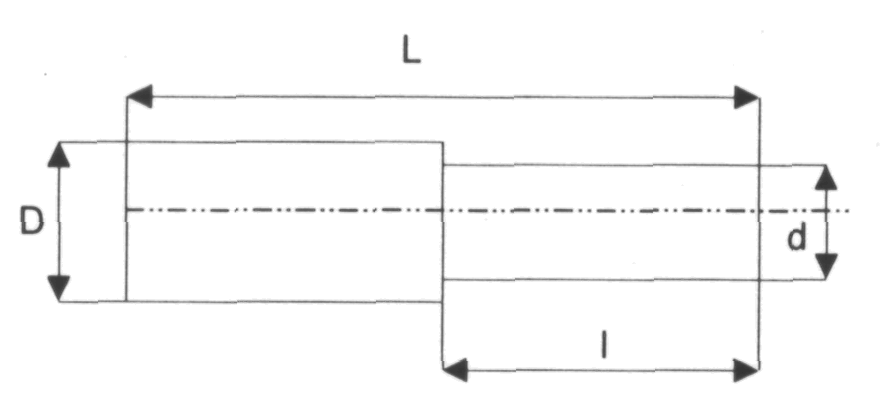 бточування
на прохід.
бточування
на прохід.
|
№ вар. |
Деталь |
Заготівка | ||||||||
|
|
D Мм |
d мм |
L мм |
мм |
Re мм |
мате-ріал |
Мех. Властивості |
Стан поверхні | ||
|
в Н/мм |
НВ | |||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 | |
|
1 |
185 |
180 |
550 |
400 |
3,2 |
Сталь 50 |
650 |
- |
Відливка з кіркою | |
|
2 |
3О |
28 |
270 |
200 |
20 |
Сталь 40Х |
800 |
- |
Прокат з кіркою | |
|
3 |
120 |
114 |
470 |
400 |
1,6 |
СЧ 15 |
- |
19- |
Відливка без кірки | |
|
4 |
107 |
101 |
490 |
400 |
1.25 |
БрАЖН |
- |
160 |
Видливка І кіркою | |
|
5 |
ПО |
104 |
620 |
500 |
5,0 |
Сталь І8ХТ |
850 |
- |
Прокат з кіркою | |
Продовження таблиці 1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
6 |
75 |
71 |
400 |
370 |
3,2 |
Сталь 45 |
650 |
- |
Прокат без кірки |
|
7 |
52 |
51 |
510 |
420 |
1,25 |
Сталь G 5 |
500 |
- |
Прокат з кіркою |
|
8 |
35 |
32 |
350 |
300 |
2.5 |
Сталь ШХ 15 |
850 |
- |
Прокат з кіркою |
|
9 |
160 |
155 |
460 |
340 |
6,0 |
СЧ 25 |
- |
220 |
Відливка без кірки |
|
10 |
108 |
102 |
400 |
300 |
15 |
СЧ 20 |
- |
200 |
Відливка з кіркою |
|
11 |
47 |
43 |
425 |
350 |
20 |
Сталь 20XН |
750 |
- |
Прокат з кіркою |
|
12 |
50 |
49 |
390 |
300 |
3.2 |
Сталь 45XН |
950 |
- |
Прокат без кірки |
|
13 |
157 |
151 |
470 |
380 |
3.2 |
Бр. АЖ9-4 |
- |
140 |
Відливка без кірки |
|
14 |
129 |
120 |
450 |
370 |
10 |
СЧ 15 |
- |
180 |
Відливка з кіркою |
|
15 |
210 |
200 |
620 |
600 |
5 |
Латунь ЛЦ40 МЦ |
|
110 |
Відливка без кірки |
|
16 |
151 |
148 |
400 |
320 |
10 |
Сталь 40Х |
850 |
- |
Прокат без кірки |
|
17 |
110 |
104 |
370 |
300 |
3,2 |
Сталь 38ХМ |
680 |
- |
Прокат з кіркою |
|
18 |
95 |
89 |
660 |
500 |
5 |
Сталь 18ХГТ |
850 |
- |
Поковка з кіркою |
|
19 |
130 |
121 |
550 |
400 |
20 |
СЧ 25 |
- |
220 |
Відливка з кіркою |
|
20 |
165 |
160 |
480 |
370 |
1,6 |
Сталь ШХ 15 |
850 |
- |
Поковка без кірки |