

§ 3. Машинне формування ливарних форм.
Машинне формування дозволяє різко збільшити продуктивність праці, скоротити площі ливарних цехів, одержати більш точні виливки, зменшити брак і значно підвищити культуру праці.
При машинному формуванні великого значення набуває модельне оснащення. Звичайно машинне формування роблять по металевим моделям, установленим на модельні плити, які роблять універсальними.
Основні типи формувальних машин:
ручні формувальні верстати, що механізують тільки операції видалення моделей з форми. Їх застосовують для виготовлення невеликих форм;
пресові формувальні машини з верхнім і нижнім пресуванням; вони механізують процес ущільнення формувальної суміші за допомогою гідравлічного або пневматичного механізму;
струшувальні формувальні машини, що ущільнюють формувальну суміш;
піскомети виконують одночасно дві операції: наповнюють і ущільнюють формувальну суміш, що служать для виготовлення більших форм і великих стрижнів.
§ 4. Виготовлення стрижнів.
Виготовлення піщано-масляного стрижня складається з наступних операцій:
формування сирого стрижня;
сушіння;
обробки й фарбуванні сухого стрижня.
Якщо стрижень виготовляють із двох або декількох частин, то після сушіння їх склеюють. Для створення необхідної міцності в стрижні заформовують арматурні каркаси, виготовлені зі сталевого дроту або литого чавуну.
Для вентилювання стрижня створюються штучні вентиляційні канали. Такі канали одержують наколюванням стрижня голкою; заформовуванням залізних прутків, різних шнурів, воскових стрижнів (для криволінійних каналів), які потім витягають або виплавляють під час сушіння.
Виготовлення простого стрижня циліндричної форми ручним способом проводиться в стрижневих дерев'яних або металевих ящиках.
Машинне виготовлення стрижнів здійснюється на стрижневих машинах: мундштукових, струшуючих, піскодувних і піскострільних.
§ 5. Сушіння форм і стрижнів.
Значна кількість форм і майже всі стрижні піддаються сушінню для збільшення газопроникності й міцності. При цьому з форм і стрижнів видаляється волога, частково або повністю вигорають органічні домішки, окисляються різні зв’язувальні речовини.
Температура й тривалість сушіння залежить від розміру форм і стрижнів, маси й хім. сполуки матеріалів.
Оптимальна температура для сушіння форм для чавунного й кольорового лиття – 350…400ºС, для сталевого – 400…450ºС.
Стрижні в яких в якості закріплювачів застосовані декстрин і сульфітна барда, сушать при 160…180ºС, стрижні на маслі – при 200…220ºС, на глині – при 300…350ºС.
Сушильні печі для форм і стрижнів можуть бути безперервної дії, стаціонарні й переносні. У цей час застосовують сушіння інфрачервоними променями.
Прогресивним способом є виготовлення стрижнів і ливарних форм зі швидковисихаючих сумішей на рідкому склі. Сушіння або хімічне твердіння їх досягається продувкою вуглекислим газом.
§ 6. Ливникова система.
Рідкий метал надходить у порожнину форми через ливникову систему, що повинна забезпечувати безперервну, рівномірну й спокійну подачу рідкого металу у форму, а також живлення виливка рідким металом під час затвердіння й усадки.
Разом з тим ливникова система повинна затримувати шлаки, пісок і ін. неметалічні включення, що попадають у форму, запобігати руйнуванню форми від дії струменя металу.
Структура ливникової системи залежить від фізичних властивостей металу, що заливаться у форму. Вона звичайно складається з наступних елементів: ливникової чаші 1, стояка 2, шлаковловлювача 3, і живильників 4.
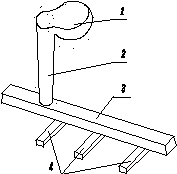
Рис. Ливникова система.
Ливникова чаша служить для зменшення удару струменя металу й відділення шлаків, для цього в чашу часто вставляють сітку. Стояк розташовується вертикально й має форму усіченого конуса зі звуженням донизу. Шлаковловлювачі служать для вловлювання шлаків, їх формують у верхній опоці. Живильники, що підводять метал у порожнину форми, виконують у вигляді щілини. Кількість живильників і їхнє розташування залежать від конфігурації деталей, що відливають.
Для сталевих деталей, крім перерахованих елементів, ливникова система має випори й прибуток. Випор передбачають для видалення газу з форми, а прибуток – для попередження усадочних раковин.
Забезпечуючи одержання якісного виливка, ливникова система в той же час повинна мати найменший об'єм, займати мало місця на модельній плиті й не ускладнювати процесу формування.
Розміри ливникової системи визначають по площі поперечного переріза живильників, через які метал безпосередньо надходить у форму.
Тривалість заповнення форми залежить від перерізу живильників і визначається по емпіричній формулі:
![]() ,сек
де
,сек
де
![]() -
товщина стінок виливка, см,
-
товщина стінок виливка, см,
![]() -
маса виливка, кг.
-
маса виливка, кг.
На розміри перерізу живильників впливають товщина стінки, обрис, габарити й маса виливка. Для великих виливків перетин живильників повиннен бути більше, ніж для дрібних. Канали не повинні бути занадто довгими. Під час заливання метал густіє, губить текучість, що приводить до браку по недоливу, спаям і заворотам на виливку. Великий перетин каналів ливникової системи приводить не тільки до перевитрати металу, але й до обвалу форми, особливо у верхній частині.
Сумарний перетин живильників можна визначити по формулі:
![]() ,
де
,
де
![]() -
маса рідкого металу, що протікає через
ливникову систему;
-
маса рідкого металу, що протікає через
ливникову систему;
![]() -
час заливання;
-
час заливання;
![]() -
питома швидкість заливання, обумовлена
дослідним шляхом.
-
питома швидкість заливання, обумовлена
дослідним шляхом.
Розміри інших елементів ливникової системи розраховуються залежно від розмірів живильників. Наприклад, для середнього й великого лиття можна застосувати співвідношення:
![]()