

Аустенитные стали
Эти стали и в отожженном и в нормализованном состоянии относятся к аустенитному классу. В основном это Cr - Ni стали. Введение в сталь никеля сильно расширяет - область, снижает температуру мартенситного превращения и при 8% Ni сталь с 18% Cr и 0,1% С становится аустенитной. В этих сталях может быть 8-13% Ni. Примером могут служить стали 10х18Н9Т; 10х18Н10Т; 12Х18Н9 и др.
Основные преимущества аустенитных сталей следующие:
коррозионная стойкость во многих средах;
высокая пластичность;
хорошая свариваемость.
Благодаря своим свойствам аустенитные стали нашли широкое применение в качестве конструкционных в различных отраслях машиностроения.
В этих сталях могут быть следующие фазовые превращения:
образование карбидных (Me 23C6 и MeC) и карбонитридных (Me(C, N)) фаз;
образования -фазы в интервале 650-850С;
растворение этих фаз при нагреве до 1100-1200С;
образование в аустенитной области -феррита при нагреве выше 1100С;
образования и– мартенсита при охлаждении до отрицательных температур или при деформации.
Выделение карбидных и карбонитридных фаз происходит преимущественно по границам зерен аустенита, что снижает пластичность и сопротивление МКК. Присутствие - фазы резко охрупчивает сталь. Выделение- феррита отрицательно сказывается на технологичности стали, особенно при горячей обработке давлением (образуются трещины), поэтому количество-феррита должно быть не более 10-15%. Это достигается соотношением Cr /Ni1,8. При проведении различных обработок температура не должна превышать 1100˚С.
Термическая обработка
Цель термической обработки: получение аустенитной структуры, снятия внутренних напряжений и устранение склонности к МКК, которая возникает при сварке, горячей обработке давлением и других технологических операциях.
Проводят два вида термической обработки: закалка и отжиг (рисунок 5.3). Закалка проводятся с температуры выше tр– температуры растворения карбидов хрома (Fe, Cr)23C6.Если в стали нетTiили Nb (рисунок 5.3 (а)) нагревают под закалку до 900-1000˚С, получают при нагреве однородный аустенит и охлаждают в воде, чтобы карбиды хрома не успели выделиться.
Если сталь стабилизирована Тi или Nb (рисунок 5.3 б), то закалку проводят из двухфазной области (+ МеС), температура нагрева составляет 1000-1100˚С, чаще 1050˚С. Более высокие температуры нагрева нецелесообразны из-за роста зерна и растворения специальных карбидов МеС.
|
|
|
Рисунок 5.3 Схема термической обработки аустенитных нержавеющих сталей |
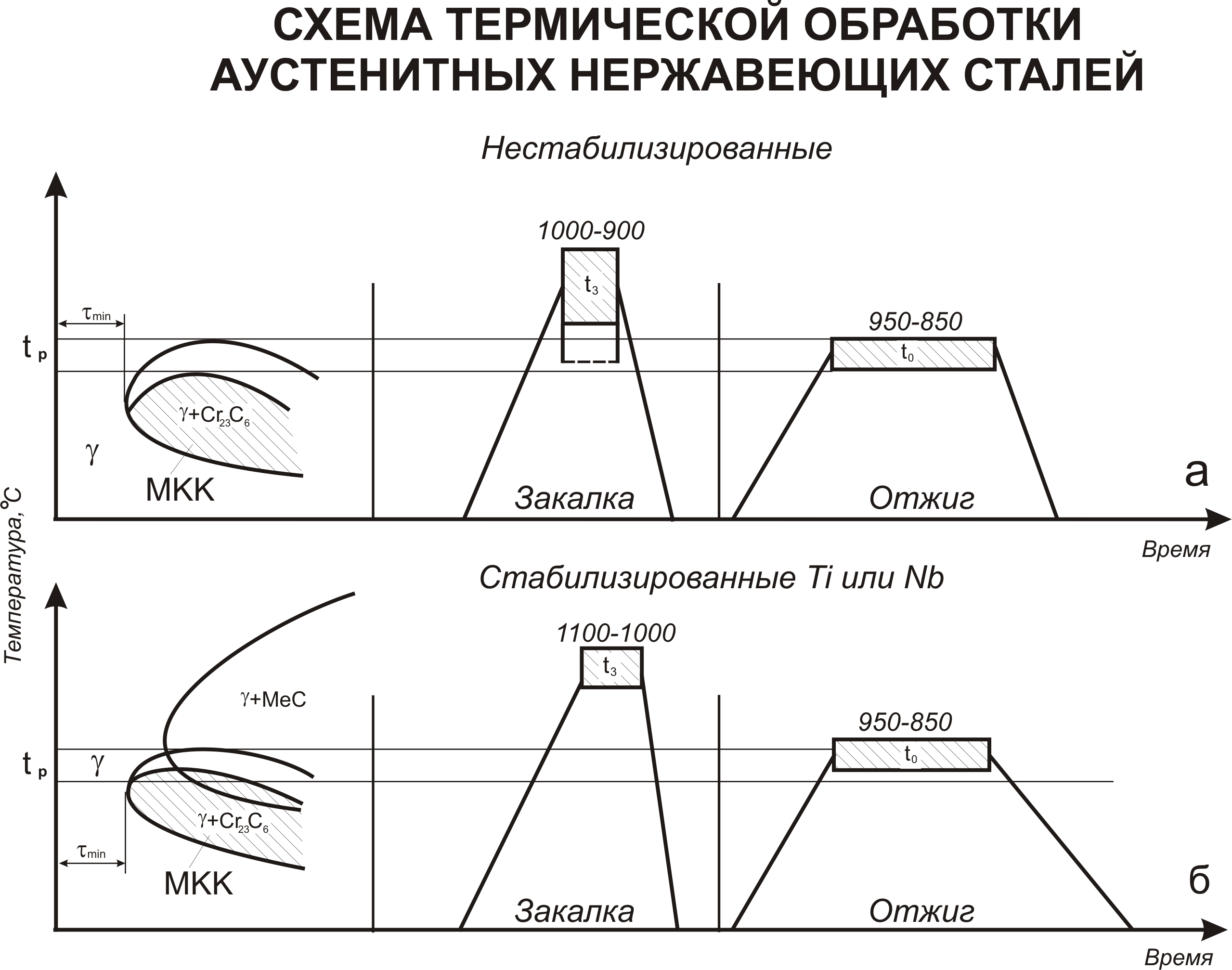
Выше tррастворяются карбиды (Fe,Cr)23С6 и хром переходит в твердый раствор, карбиды МеС равномерно распределены внутри аустенитных зерен.
Закалка является эффективным средством для предотвращения МКК и придания стали оптимального сочетания механических свойств и сопротивления коррозии. Однако она не всегда удобна, особенно при термообработке крупногабаритных и сложных, особенно сварных конструкций. Высокая температура нагрева и необходимость быстрого охлаждения в этих случаях может привести к значительному короблению и поводке изделия. В этих случаях лучше применять стабилизирующий отжиг (рисунок 5.3 (б)). Если закалка предполагает полное растворение карбидов хрома, то при стабилизирующем отжиге используют принцип приведения их в неопасное для МКК состояние или трансформирование их в специальные карбиды в стабилизированных сталях. Отжиг проводится при температуре 850-950˚С. Если в стали нет Nb или Ti, то цель отжигаповышение содержания хрома на границе аустенит –карбид за счет коагуляции карбидов хрома и их частичного растворения, диффузия выравнивает состав по хрому в теле зерна и в приграничном объеме. Если сталь легированаTiилиNb(стабилизированная сталь), то в процессе отжига карбиды хрома превращаются в карбиды TiC или NbC, что устраняет склонность к МКК, т.к. основной пассивирующий элемент хром остается в твердом растворе. При отжиге охлаждение проводят на воздухе.отжиг более эффективен для стабилизированных сталей.
С целью экономии дорогого и дефицитного никеля разработаны Cr-Ni-Mn и Cr-Mn стали. Марганец, как и никель, аустенитообразующий элемент. Однако у марганца более слабое аустенитообразующее влияние, поэтому при замене никеля марганцем для получения аустенитной структуры нужно уменьшить содержание хрома или только частично заменять никель марганцем, или легировать таким сильным аустенитообразующим элементом, как азот. Примерами таких сталей могут служить 10х14Г14Н4Т, 10х14АГ15(0,15-0,25%N). Подобные стали нашли применение в основном в торговом и пищевом машиностроении в средах средней агрессивности. Марганец относится к элементам не склонным к пассивации. Стойкость к коррозии определяется только содержанием хрома, поэтому с увеличением содержания марганца снижает коррозионная стойкость в сильных агрессивных средах (например, в азотной кислоте). Для обеспечения удовлетворительной коррозионной стойкости содержание марганца должно быть не более 14-15%, а хрома не менее 12-14%. Термическая обработка этих сталей заключается в закалке от 1000-1100°С с целью обеспечения аустенитной структуры, снятия предшествующего наклепа и устранения склонности к МКК.