

Термическая обработка пружинных сталей общего назначения
Пружинные стали общего назначения в виде проволоки или ленты можно упрочнять холодной пластической деформацией с последующим стабилизирующим отпуском (старением) или закалкой на мартенсит с последующим средним отпуском (обычно 420–500 ºС ).
Первый способ экономичен и прост, т.к. отсутствует нагрев под закалку. Отсутствие закалки дает высокую стабильность размеров и точность конфигурации пружин при почти полном отсутствии окисления и обезуглероживания, резко снижающих усталостную прочность. Но, чтобы получить хорошие упругие свойства, нужны большие степени деформации, поэтому этот способ может быть применим для получения полуфабриката – проволоки или ленты – небольшого сечения (диаметр проволоки или толщина ленты менее 6 мм). Указанный способ годится для изготовления мелких или средних пружин. Перед холодной пластической деформацией исходная структура катанки должна представлять собой тонкопластинчатый перлит (сорбит), т.к. он обеспечивает чрезвычайно высокий запас пластичности, что позволяет проводить волочение с большими степенями обжатия (75–85 %) и обеспечивает после волочения высокие значения временного сопротивления (до 4500 МПа) с сохранением достаточно высокой пластичности и вязкости.
Для углеродистых сталей с содержанием углерода 0,65–1,2 % и некоторых низколегированных сталей (65Г, 50ХФА и др.) предварительной термической обработкой для получения структуры сорбит является патентирование. Патентирование – изотермический распад переохлажденного аустенита при температуре 450 – 550 ºС, обеспечивающий структуру сорбит.
Патентирование обычно осуществляется на агрегатах непрерывного действия, включающих нагревательную печь для аустенитизации, переохлаждающую ванну и смоточно-намоточные устройства. Нагрев при аустенитизации можно проводить и электроконтактным способом. В качестве охлаждающей среды могут быть использованы расплавы солей (реже свинца), «кипящий» слой и другие среды.
Режим патентирования зависит от диаметра проволоки, химического состава стали, скорости движения проволоки. Для проволоки из углеродистой стали с 0,8 % С температура аустенитизации составляет 900 ± 20 °С, а патентирования 500 ± 20 °С.
Имеется положительный опыт применения высокотемпературной аустенитизации (свыше 1000 °С) при патентировании проволоки из заэвтектоидной стали с 0,9–1,2 % С.
Временное сопротивление патентированной холоднотянутой проволоки зависит от содержания углерода и степени деформации. С увеличением степени деформации при волочении проволоки со структурой сорбита происходит деформация как пластинок феррита, так и цементита. Известно, что получение высокой прочности сплава с гетерогенной структурой объясняется уменьшением областей свободного перемещения дислокаций. Для патентированной высокоуглеродистой стали показано (В.Н. Гриднев, Ю.Я. Мешков), что временное сопротивление можно выразить зависимостью, аналогичной уравнению Холла-Петча:
в = 0 + k–1/2,
где – длина эффективной плоскости скольжения в феррите, пропорциональная межпластиночному расстоянию.
Графическое выражение этой зависимости для патентированной проволоки показано на рисунке 3.7.
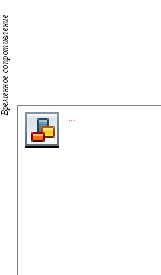
Рисунок 3.7 – Прочность в холоднотянутой патентированной проволоки
в зависимости от межпластиночного расстояния
(В.Н. Гриднев, Ю.А. Мешков)
При больших значениях временного сопротивления холоднодеформированная патентированная проволока и лента имеют пониженный предел упругости, что обусловлено высокими остаточными напряжениями и наличием подвижных дислокаций. Для повышения предела упругости проводят старение (стабилизирующий отпуск). При старении происходит блокирование дислокаций сегрегациями примесных атомов, ограничение их подвижности, что приводит к повышению сопротивления началу пластической деформации.
На практике температуры отпуска холоднодеформированной проволоки и ленты обычно соответствуют температурам, при которых достигается максимальный предел упругости, т.е. для углеродистой стали 150–200 °С, а для сталей с кремнием 200–300 ºС.
Из патентированной холоднотянутой проволоки прокаткой получают плющеную ленту, которая также широко используется для производства пружин и упругих элементов. На рисунке 3.8 приведены свойства плющеной ленты при разном содержании углерода в зависимости от температуры отпуска (деформационного старения).
При старении в интервале 150–200 ºС
повышаются как временное сопротивление,
так и особенно предел упругости (0,03)
холоднодеформированной стали.
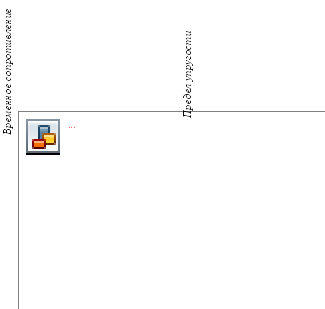
Рисунок 3.8 – Изменение механических свойств (в,0,03и числа перегибовn)
холоднодеформированной (плющеной) ленты в зависимости от температуры отпуска (С.В. Грачев): 1 – сталь 50; 2 – У8А; 3 – У10А
Падение пластичности (число перегибов) в области 400 °С обусловлено протеканием полигонизации в -фазе. Необходимо отметить, что для оценки пластических свойств проволоки и ленты часто используют различные технологические характеристики пластичности: число перегибов, число скручиваний до разрушения, которые для подобных материалов в ряде случаев более надежны, чем относительное удлинение или относительное сужение.
Обычно патентированную проволоку и ленту изготовляют из углеродистых или низколегированных сталей (60С2, 65Г, 70С2ХА).
Легирование патентированной стали ограничено, так как большинство легирующих элементов повышают устойчивость аустенита в перлитной области, что нежелательно для операции патентирования. Кремний повышает предел упругости патентированной холоднодеформированной проволоки и ленты, повышает ее теплостойкость и релаксационную стойкость.
При отпуске холоднодеформированных сталей изменяется и релаксационная стойкость, причем максимум релаксационной стойкости может достигаться при более высоких температурах отпуска, чем максимум предела упругости. Повышение релаксационной стойкости при отпуске объясняется повышением предела упругости и увеличением стабильности структуры стали.
Обработку пружинной проволоки и ленты путем закалки на мартенсит с последующим среднетемпературным отпуском проводят на углеродистых и легированных сталях. Термическую обработку проволоки и особенно ленты часто проводят на закалочно-отпускных агрегатах непрерывного действия, хотя во многих случаях закалке и отпуску подвергают и готовые пружины.
В тонких сечениях пружинная проволока и лента их углеродистых сталей имеют сквозную прокаливаемость, поэтому легирование пружинных сталей осуществляется в основном для повышения предела упругости и сопротивления релаксации напряжений. При этом следует иметь в виду, что углеродистая сталь может иметь высокий предел упругости, но, с одной стороны, он достигается при таких температурах и выдержках при отпуске, когда еще недостаточна пластичность (вязкость) стали, а с другой стороны, предел упругости углеродистых сталей очень чувствителен к отпуску, в то время как легированные стали сохраняют высокий предел упругости более широком интервале температур и выдержек отпуска.
При легировании пружинных сталей кремнием, молибденом, вольфрамом растет их релаксационная стойкость при комнатной и повышенной температурах.
Легирование пружинной стали карбидообразующими элементами, задерживающими распад мартенсита при отпуске – молибденом и вольфрамом (сталь 70С3ХМВА), смещает максимум релаксационной стойкости в сторону более высоких температур отпуска (по сравнению со сталью 70С2ХА).
Закалка производится с температур АС3 + (50–70) ºС в масле. Содержание остаточного аустенита должно быть минимальным, т.к. он даже в небольших количествах (2–4 %) значительно понижает предел упругости и сопротивление релаксации напряжений, а при больших количествах (8–15 %) может вызвать поломку пружин в процессе работы вследствие протекания мартенситного превращения инициируемого внешней нагрузкой. Поэтому для сталей повышенной степени легирования с целью уменьшения количества остаточного аустенита в ряде случаев применяют после закалки обработку холодом. Отпуск проводят при температурах 420–520 ºС. Температура отпуска тем выше, чем более легирована сталь карбидообразующими элементами. Структура, получаемая после отпуска, тростит отпуска, обеспечивает наиболее высокий предел упругости.
Значительное влияние на свойства пружинной проволоки и ленты, а также готовых пружин, упрочняемых путем закалки на мартенсит и отпуска, оказывает предварительная обработка перед закалкой. Закаленная и отпущенная лента и проволока с предварительной обработкой на структуру тонкопластинчатого сорбита имеют более высокий комплекс механических свойств по сравнению с обработкой на структуру зернистого цементита.
В целом пружинная проволока и лента и изделия из них, обработанные путем пластической деформации и отпуска (деформационного старения), обладают более высокими значениями вязкости (число перегибов или скручиваний) и сопротивления усталости. Проволока и лента, упрочняемые путем закалки на мартенсит и отпуска, имеют более высокие значения предела упругости и сопротивления релаксации, а также более высокие силовые характеристики пружин.
Высокие значения предела упругости, вязкости и усталостной прочности можно получить после изотермической закалки на нижний бейнит при температуре выдержки 280–350 ºС с последующим отпуском на эту же температуру. Повышение свойств можно достигнуть после ВТМО, применение которой очень эффективно при изготовлении рессор. Наибольший эффект достигается на сталях с карбидообразующими элементами (Cr, Mo, W, V) типа 50ХМФ.
Значительно повысить эксплуатационную стойкость пружин и рессор позволяет дробеструйный наклеп. Возникающие при этом в поверхностном наклепанном слое напряжения сжатия повышают предел выносливости (усталости) деталей и уменьшает вредное действие всевозможных дефектов поверхности.