

5. Исследовательский раздел Современные системы канавочных и отрезных резцов
В машиностроении применяют несколько конструкций отрезных резцов с припаянными пластинами из твёрдого сплава .Данная конструкция не обеспечивает стабильности в работе из-за частых поломок рабочей части, отпаивания пластины или ее сколов на уголках. Для увеличения прочности высоту рабочей части резца делают больше высоты корпуса. Отпаивания пластин можно избежать если применять пластину с V- образной опорой, а сколы по уголкам устраняют заточкой фасок X45 на переходных режущих кромках с отрицательным передним углом.
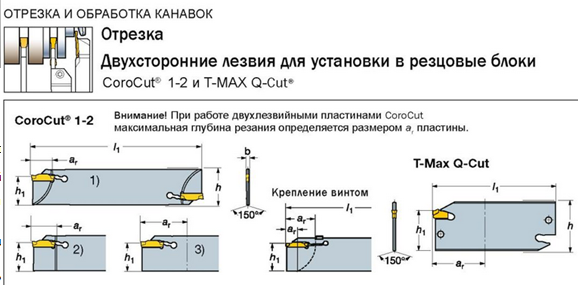
Рис.5.1. Резец
Применяют резцы с симметричной ломаной режущей кромкой с углом в плане 60-80 градусов. Такое оформление режущей части резца облегчает его врезание в заготовку и улучшает условия дробления стружки.
Двойная режущая кромка резца (рис.5.1.) обеспечивает плавность врезания резца в заготовку, предохраняет режущую кромку от ударов при врезании.
Передняя часть имеет форму двухскатной крыши, что упрочняет режущие кромки головки резца, повышает стойкость.
В промышленности широко применяют отрезные резцы токарные с механическим креплением пластинок твердого сплава.
Для отрезных систем разработаны как стандартные отрезные лезвия, державки различных сечений , так и отрезные блоки с различными хвостовиками.
Резец состоит из блока, закрепленного в ресцедержателе станка, пластинчатой державки и неперетачиваемой двухкромочной режущей пластины, которая закрепляется упругим лепестком державки. Опорные поверхности режущей пластины выполнены в виде V-образных пазов, которыми она взаимодействует с V-образными выступами гнезда и упругого лепестка державки.
При этом пластины VM с V-образной опорой поверхности крепят в гнезде на головке резца пружинным прихватом, обеспечивающим прижим пластины, а пластины с XC с V-образними направляющими крепят заклиниванием в клиновом пазу головки резца.
Одним из новейших отрезных и канавочных резцов является CoroCut 1-2.
Благодаря легкому подключению нижнего и верхнего подвода СОЖ, вместе с жёстким пружинным креплением пластин, CoroCut 1-2 обеспечивает по-настоящему надёжную и эффективную обработку. Эта система охватывает все операции отрезки и обработки канавок по большинству материалов, от обработки стандартизованных канавок до отрезки и профильной обработки жаропрочных сплавов.
Надёжная и эффективная обработка
Верхний и нижний подвод СОЖ для хорошего удаления стружки, меньшего износа инструмента и более стабильной работоспособности
Патентованное подпружиненное крепление для жёсткого и точного зажима режущей пластины, что позволяет увеличить подачу
Прочный инструментальный сплав с высокой усталостной прочностью
Лёгкость применения
Адаптеры типа «подключай и работай» обеспечивают легкость подвода СОЖ
Легкая смена режущих пластин: без применения динамометрического ключа – всегда корректное закрепление с помощью специального ключа
Разнообразные операции отрезки и обработки канавок

Рис.5.2. Пластина первого выбора
Более 700 стандартных режущих пластин для обработки большинства материалов и различных применений (рис. 5.2) [14]
Данный инструмент показал отличную эффективность, данные приведены на листе 8 формата А1.