

Сравним полученный результат с требуемой производительностью, для чего предварительно определим такт выпуска по формуле:
![]() ,
(4.2.)
,
(4.2.)
где
![]() -
суммарный объем выпуска по всей
номенклатуре деталей, закрепленных за
РТК ,N=64770
шт.
-
суммарный объем выпуска по всей
номенклатуре деталей, закрепленных за
РТК ,N=64770
шт.
Fд- эффективный годовой фонд времени работы оборудования,
Fд =3470 ч- для двухсменного работы РТК
Fд =5120 ч- для трехсменного работы РТК
Тогда для двухсменного режима работы РТК
![]() ,
,
для трехсменного работы РТК
![]()
Qсм2=480/3,21=149 шт. Принимаем Qсм2=149 шт.
Qсм3=480/4,74=102шт. Принимаем Qсм3=102 шт.
Принимаем трёхсменный
режим работы, т.к.
![]() .
.
Таким образом, обработка детали на РТК менее производительнее, чем обычная обработка. Это в свою очередь означает, что автоматизация данного технологического процесса нецелесообразна. Но в связи с возможностью обработки деталей превышающих вес 25 кг по законодательству такой максимальный вес разрешено поднимать мужчинам на производстве, а женщинам 15кг то РТК будет целесообразен для загрузки тяжёлых деталей.
4.2. Проектирование технических средств автоматизации технологических процессов: «Автоматизированной транспортно складской системы»
Назначение и функции АТСС
Автоматизированная транспортно-складская система (АТСС) – система взаимосвязанных автоматизированных транспортных и складских устройств, для укладки, хранения, вмененного накопления и доставки предметов труда, теологической оснастки.[13]
АТСС должна обеспечивать выполнение следующих основных функций: приём, хранение, учёт и выдача объектов, транспортирование объектов к позициям загрузки разгрузки, обработки, контроля, накопителям или складам. АТСС обеспечивает также непрерывное получение информации о ходе производства
Характер транспортных связей оказывает решающее воздействие на компоновку ГПС и определяет уровень гибкости системы.
В АТСС вводят: автоматические склады, накопители поворотные и подъёмные столы, перегружатели, транспортно складская тара, транспортные средства, устройства контроля и управление.
Основными факторами, влияющими на компоновочное решение и технологические параметры изготовляемых деталей, программы выпуска, обоснованности технологических процессов производства, структура и состав технологического оборудования, расположение и характеристики производственных площадей.
Классификация и характеристика
автоматических складов
Особенностями автоматических складов ГПС являются: сравнительно небольшие сроки хранения грузов, возможность прибытия и отправления грузов небольшими партиями, с небольшими интервалами по времени или даже непрерывным потоком, зависимость грузопотоков не столько от особенностей работы транспорте, сколько от производственной обстановки, ритмичность грузопотоков. Классификация складов ГПС по способам складирования грузов и техническому оснащению приведена на рис.4.1.
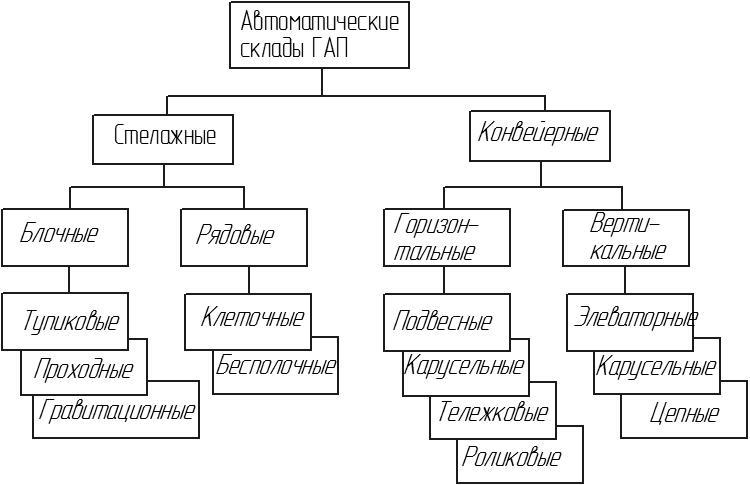
Рис. 4.1. Классификация складов
Основные разновидности автоматических складов показаны на рис.4.2 Наибольшее распространение получили стеллажные склады с автоматическими кранами-щтабелерами. Такие склады во многих - случаях оказываются наиболее универсальным и эффективным типом оклада различного назначения: для накопления запасов заготовок, хранения приспособлений и инструментов, готовых изделий, отходов производства и т.д. Стеллажные склады, с автоматическими кранами-штабелерами рекомендуется; применять при больших запасах хранения. Склады с мостовыми кранами-штабелерами используются для более крупных грузов и меньших грузопотоков. Автоматические склады с гравитационными стеллажами применяют при небольшой номенклатуре грузов и больших запасах хранения. Преимуществом гравитационных стеллажей является наиболее полное использование площадей к объемов производственных помещений, направленность Перемещения грузов, а также обеспечение важного придала "Первый поступил - первый выдан".
Подвесные автоматические склады используются в ГПС когда в виде транспорта применяется подвесной толкающий конвейер автоматическим адресованием грузов. Элеваторные автоматические, склады целесообразно применять при небольших запасах хранения, небольших размерах грузов, особенно в тех случаях, когда нет возможности разместить на участке стеллажный склад.
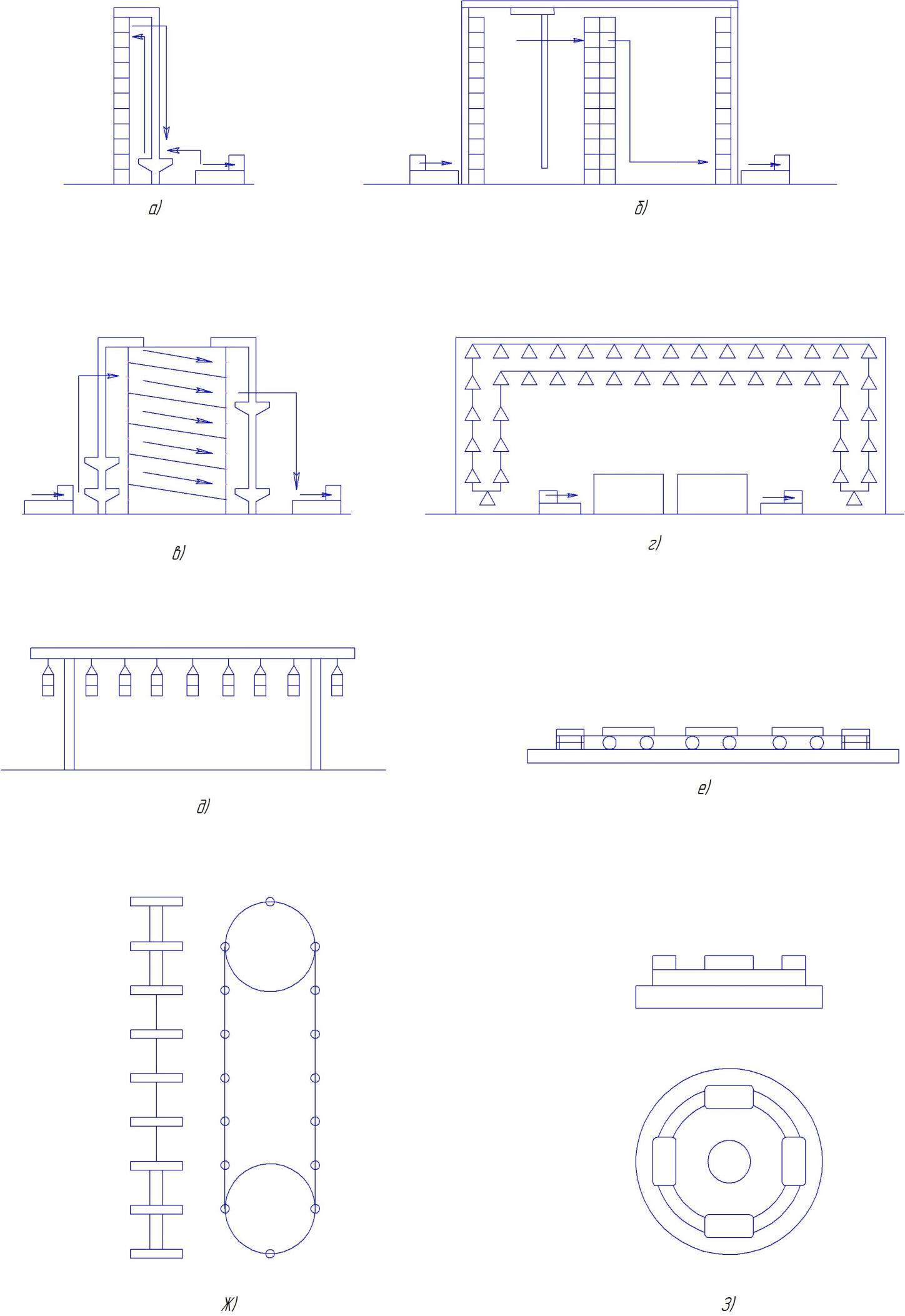
Рис. 4.2 разновидности автоматизированных складов
Технико-экономическая эффективность складов
На складах не создаются новые материальные ценности. Однако, принимая участие в общем технологическом процессе производства промышленной продукции, склады способствуют выпуску новых изделий, товаров, материальных ценностей, продукции производственно-технического назначения и товаров широкого потребление. При этом, поскольку затраты на складирование и переработку грузов на складах входят в общую стоимость промышленной продукции, то эта стоимость может быть более или менее велика в зависимости от того, насколько эффективно выбраны технология и техническая оснащенность складов, через которые проходят сырье, материалы по мере превращения в готовые изделия, продукцию промышленных предприятий.
Себестоимость промышленной продукции это выраженные в денежной форме текущие затраты предприятия на ее производство и сбыт. Затраты на производство образуют производственную себестоимость, а суммарные текущее содержание, рационализацию и изобретательство по технологическим складам, на охрану труда и спецодежду для работников технологических производственных складов, износ тары, малоценного и быстроизнашивающегося инвентаря; часть прочих цеховых расходов; часть общезаводских расходов, приходящаяся на общезаводские и технологические производственные склады основная и дополнительная заработная плата аппарата управления; оплата служебных командировок, связанных с работой и совершенствованием общезаводских и технологических цеховых складов; содержание пожарной и сторожевой охраны; канцелярские, почтовые, типографские расходы; расходы на диспетчерскую связь; расходы на содержание и текущий ремонт зданий заводоуправления; отчисления на содержание вышестоящих организаций, прочего общезаводского персонала; расходы на амортизацию, содержание и текущий ремонт общезаводских зданий, сооружений, оборудования, инвентаря, общезаводских складов, погрузочно-разгрузочных устройств, заводских дорог, оздоровительных, учебных, культурно просветительных, спортивных учреждений, предприятий общественного питания; расходы на освещение всех этих учреждений и самих складов; основная и дополнительная заработная плата работников общезаводских складов, включая надбавки к тарифу; отчисления на соцстрах; расходы на материалы, топливо, освещение складов, их техническое совершенствование, .изобретательство, исследования, охрану труда на погрузочно разгрузочных и складских работах, на подготовку и переподготовку кадров; налоги, сборы и прочие отчисления; стоимость потерь от простоев и порчи материалов и продукции при хранении на складах или при отсутствии складов; стоимость недостачи материалов и продукции в пределах норм естественной убыли, возврата неправильно засланных грузов, арбитража, перерасхода лимитов энергии; стоимость потерь от брака исправимого и неисправимого, внутреннего и внешнего, отнесенная к объектам складского назначения; часть внепроизводственных расходов: расходы на тару и упаковку изделий на складах готовой продукций, транспортировку готовой продукции; транспортно - экспедиционные расходы, расходы на доставку грузов на железнодорожную станцию, погрузку в вагоны; отчисления, уплачиваемые сбытовым организациям в соответствии с нормами и договорами; прочие расходы по сбыту готовой продукции.
Таким образом, расходы на складское хозяйство промышленного предприятия имеются почти во всех статьях затрат, из которых складывается себестоимость промышленной продукции [1,2].
Для различных видов изделий, технологии и характера производства расходы по переработке и хранению различных материалов, сырья, полуфабрикатов, комплектующих изделий, инструмента, приспособлении, готовой продукции составляют от 10—12 до 20—25 % от общей себестоимости промышленной продукции предприятий.
Исходя из объема производства приведенной детали, характеристик (масса, размеры) выбираем тип складской системы - стеллажный склад с автоматическим краном штабелером.
В качестве транспортной системы АТСС выберем кран штабелер по ГОСТ 16553-88.
Функций транспортной системы являются:
прием со склада и доставка к рабочему месту;
межоперационного транспортирования;
Выбор вида и конструкций транспортных устройств зависит от степени совмещения складирования и транспортирования.
Складская система содержит склад стеллажного типа, обслуживаемая краном штабелером.
Основной характеристикой склада является его ёмкость, которая определяется через число наименований деталеустановок (Кду), изготавливаемых на участке в течение месяца:
![]() Кду=
Кду=![]() ,
(4.1.)
,
(4.1.)
где F - месячный фонд времени работы станка, ч; F = Fоб ∙ hз / 12 ,
Fоб=3890 ч. - эффективный годовой фонд времени работы оборудования;
S = 2 шт. - число станков на участке;
hз = 0,76-коэффициент загрузки оборудования.
F=3890∙0,6/12=194,5 ч.
Тср - средняя станкоемкость изготовления одной деталеустановки, мин.
Тср = ∑ Tci/m; (4.1.)
Tсi - станкоемкость изготовления детали-представителя на i-ой операции;
m - число операций технологического процесса изготовления детали-
представителя;
Тср = 4,357/1 = 4.357 мин.
N =15000/12=1250 шт.- месячный объем выпуска деталей-представителей
Кду
=
![]() = 4,4 шт.
= 4,4 шт.
Округляем до ближайшего большего целого Кду =4 шт.
Тогда оптимальная емкость Ес склада будет равна:
Eс = 1,1∙ Кду∙N/n (4.3)
n- количество деталей в таре.
Размеры рабочей зоны тары: Д,Ш,В. 400 х 300 х 100 грузоподъемность 1 тонна; тара – «Т-1,0». Габариты заготовки 22х303. Отношение габаритов заготовки к рабочей зоне тары: 13⋅4⋅1 = 52 заготовок в таре. Масса тары 74 кг, масса заготовок 109,85, брутто 183,85 кг. Габариты тары: 400х300х100 мм.
Eс = 1,1∙4⋅1250/52 = 105,7 ячеек. Примем склад 106 ячеек.
Тогда в 1-ом ярусе располагается:
![]()
Посчитаем количество ярусов:
![]() ,
,
тогда вычисляем высоту стеллажа:
![]()
Длину склада принимаем 20 метров а высоту 2,05 метра тип однорядный.