

Изготовление отливок в песчаных формах
Литье в песчаные формы в настоящее время является универсальным и самым распространенным способом изготовления отливок. Технологический процесс изготовления отливок состоит из ряда основных и вспомогательных операций, выполняемых в определенной последовательности (рис. 14). Для изготовления литейных форм используются модельный комплект, формовочные и стержневые смеси и другие материалы и оборудование.
Модельный комплект – это совокупность технологической оснастки и приспособлений, необходимых для образования в форме полости, соответствующей контурам отливки. В модельный комплект включают модели, модельные плиты, стержневые ящики и другие приспособления.

Рис. 14 Схема технологического процесса получения отливок в песчаных формах
Для получения отливки изготавливают специальную форму. Основными исходными материалами служат: песок, глина, специальные связующие компоненты.
В природе существует два типа песков: кварцевый(температура плавления ≈2000 С; недостаток – при температуре 575 С в нем происходит полиморфное превращение, которое сопровождается растрескиванием отдельных песчинок.) Поэтому такой тип песка применяют для изготовления литейных форм при производстве отливок из цветных металлов и сплавов;циркониевый(обладает высокой огнеупорностью; в нем отсутствует упомянутый недостаток).
Глина является связующим компонентом и от ее сорта и количества изменяется прочность и технологические параметры смеси.
Для дополнительного повышения прочности смеси и литейной формы в целом добавляют различные марки клеев и смол.
Исходные материалы подвергают различным видам контроля, а затем из них приготавливают формовочную смесь. Для получения качественной отливки формовочная смесь должна отвечать следующим свойствам:
1. механическим
- прочность – способность смеси и литейной формы в целом не разрушаться в процессе транспортировки и заливки жидким расплавом;
- пластичность – способность смеси свободно заполнять литейную форму и полностью производить очертания наружной поверхности модели отливки;
- податливость – способность формовочной смеси изменяться в объеме и сопровождать процесс усадки металла после заливки и кристаллизации сплава. При низкой податливости смеси в сплаве возникают высокие напряжения, которые могут вызвать образование трещин в отливке.
2. технологическим
- влажность – влияет на качество отливки по наличию в ней газовых пузырей и пор. В зависимости от содержания влаги смеси бывают сухие (3-4% влаги) и сырые (6-8% влаги);
- газопроницаемость – влияет на способность смеси по удалению воздушной атмосферы из заливаемой полости формы и удалению газов из расплава. Зависит от фракционного состава песка, содержания глины в смеси и влажности смеси. Чем больше размер песчинок и меньшее содержание глинистой составляющей, тем выше газопроницаемость;
- термохимическая активность – способность смеси не вступать в химическую реакцию с материалом расплава в месте контакта. При низком показателе на поверхности отливки образуется литейная корка, состоящая из материала смеси и жидкого металла;
- долговечность – способность смеси сохранять свои свойства на протяжении длительного времени;
- огнеупорность – способность смеси выдерживать высокие температуры;
- негигроскопичность – способность смеси не поглощать влагу из атмосферы в процессе длительной эксплуатации или хранения.
3. теплофизическим: теплоемкость, теплопроводность. Эти показатели влияют на скорость охлаждения расплава, кристаллизации и скорость охлаждения отливки. от этих показателей зависит получаемая структура и механические свойства отливки.
Формовочные и стержневые смеси
Формовочная смесь – это многокомпонентная смесь формовочных материалов, соответствующая условиям технологического процесса изготовления литейных форм. Формовочные смеси по характеру использования разделяют на:
Облицовочная смесь – это формовочная смесь, используемая для изготовления рабочего слоя формы. Такие смеси содержат повышенное количество исходных формовочных материалов (песка и глины) и имеют высокие физико-механические свойства.
Наполнительная смесь– это формовочная смесь для наполнения формы после нанесения на модель облицовочной смеси. Поэтому ее приготовляют путем переработки оборотной смеси с малым количеством исходных формовочных материалов (песка и глины). Облицовочные и наполнительные формовочные смеси используют для изготовления крупных и сложных отливок.
Единая смесь – это формовочная смесь, применяемая одновременно в качестве облицовочной и наполнительной смеси. Такие смеси применяют при машинной формовке и на автоматических линиях в серийном и массовом производствах. Единые смеси приготовляют из наиболее огнеупорных песков и глин с наибольшей связующей способностью, чтобы обеспечить их долговечность.
Стержневая смесь– это многокомпонентная смесь формовочных материалов, соответствующая условиям технологического процесса изготовления литейных стержней.
Стержни устанавливают в литейной форме для имитации отверстий и углублений в отливке. Стержни при заливке расплавленного металла испытывают значительные тепловые и механические воздействия по сравнению с формой, поэтому стержневые смеси должны иметь более высокие огнеупорность, газопроницаемость, податливость, малую газотворную способность, легко выбиваться из отливок и т. д.
Стержневые смеси в зависимости от способа изготовления стержней разделяют на смеси с отверждением стержней тепловой сушкой; в нагреваемой оснастке; жидкие самотвердеющие смеси; жидкостекольные смеси, отверждаемые углекислым газом; холоднотвердеющие смеси на синтетических смолах.
Литниковые системы
Литниковая система– это система каналов, через которые расплавленный металл подводят в полость формы. Литниковая система должна обеспечивать заполнение литейной формы с необходимой скоростью, задержание шлака и других неметаллических включений, выход паров и газов из полости формы, непрерывную подачу расплавленного металла к затвердевающей отливке.

Рис. 15 Способы подвода расплавленного металла в полость литейной формы
В зависимости от конфигурации и толщины стенок отливок 5 и состава заливаемого сплава расплавленный металл в полость литейной формы подводят сбоку (рис. 15, а), снизу (рис. 15, б) или сверху (рис. 15, в). Литниковая система обычно состоит из литниковой чаши 4 – предназначенной для резервирования жидкого металла с целью непрерывного процесса заливки в полость формы, вертикального канала-стояка 3 – предназначенного для направленного движения жидкого металла в литейную форму, шлакоуловителя 2, питателей 1 – предназначенных для подпитки жидким металлом наиболее массивных участков, выпора 6. При подводе металла снизу или сверху используют массивные коллекторы 7.
Изготовление литейных форм
Основные операции изготовления форм (формовки): уплотнение формовочной смеси для получения точного отпечатка модели в форме и придание форме достаточной прочности; устройство вентиляционных каналов для вывода газов из полости формы, образующихся при заливке; извлечение модели из формы; отделка и сборка форм. По степени механизации различают формовку ручную, машинную и автоматическую.
Ручную формовкуприменяют для получения одной или нескольких отливок в условиях опытного производства, при изготовлении отливок в ремонтном производстве, а также при изготовлении крупных (массой 200-300 т) отливок. На практике используют различные приемы ручной формовки.
Формовка в парных опоках по разъемной моделинаиболее распространена. Литейную форму (рис. 16, е), состоящую из двух полуформ, изготовляют по разъемной модели (рис. 16, а) в такой последовательности: на модельную плиту 3 устанавливают нижнюю половину модели 1, модели питателей 4 и опоку 5 (рис. 16, б), в которую засыпают формовочную смесь и уплотняют. Опоку поворачивают на 180 градусов (рис. 16, в), устанавливают верхнюю половину модели 2, модели шлакоуловителя 9, стояка 8 и выпоров 7. По центрирующим штырям устанавливают верхнюю опоку 6, засыпают формовочную смесь и уплотняют. После извлечения модели стояка и выпоров форму раскрывают. Из полуформ извлекают модели (рис. 16, г) и модели питателей и шлакоуловителей, в нижнюю полуформу устанавливают стержень 10 (рис. 16, д) и накрывают нижнюю полуформу верхней. На рис. 16, е показана литейная форма для корпуса вентиля. После заливки расплавленного металла и его затвердевания литейную форму разрушают и извлекают отливку (рис. 16, ж).
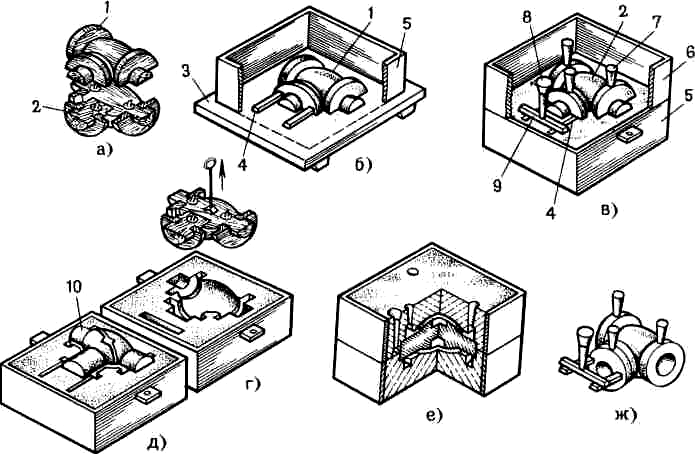
Рис. 16 Последовательность операций изготовлении литейной формы для корпуса вентиля
Машинную формовкуприменяют для производства отливок в массовом и серийном производствах. При формовке на машинах формы изготовляют в парных опоках с использованием односторонних металлических модельных плит.Машинная формовка механизирует установку опок на машину, засыпку формовочной смеси в опоку, уплотнение смеси, удаление моделей из формы, транспортирование и сборку форм. Машинная формовка обеспечивает более высокую геометрическую точность полости формы, чем ручная формовка, повышает производительность труда, исключает трудоемкие ручные операции, сокращает цикл изготовления отливок. При машинной формовке формовочную смесь уплотняют прессованием, встряхиванием, пескометом, вакуумной формовкой и др.
Автоматическую формовкуиспользуют в серийном и массовом производствах отливок, при этом литейная форма передается последовательно с одной позиции на другую. Этот переход осуществляется автоматически различными конвейерами, кантователями, толкателями и другими устройствами. Для автоматической формовки используются формовочные автоматы, формовочные машины для безопочной формовки и автоматические формовочные линии.
Формовочные автоматы, используемые для изготовления литейных форм, выполняют все технологические операции без участия человека. Формовочные автоматы используют, как правило, в составе автоматических линий.
Автоматическую безопочную формовкуиспользуют при изготовлении форм для мелких отливок из серого, ковкого и высокопрочного чугунов и стали в серийном и массовом производствах. Изготовление литейных форм осуществляется на высокопроизводительных пескодувно-прессовых автоматических линиях (рис. 17).

Рис. 17 Схема процесса изготовления безопочных литейных форм на автоматических машинах
Модельная плита 1 закреплена на прессовой машине, плита 3 - на плите противодавления. Модельные плиты 1, 3, боковые стенки и головка 2 образуют формовочную камеру (рис. 17, а), которая заполняется формовочной смесью с помощью сжатого воздуха под давлением 0,5-1 МПа. После этого формовочная смесь прессуется плунжером 4 под давлением до 2 МПа. Модельная плита 3 отходит влево и поворачивается в горизонтальное положение, а уплотненный ком формовочной смеси плунжером 4 проталкивается до соприкосновения с предыдущим комом, образуя полость 5 (рис. 17, б). В результате получается непрерывный ряд форм, которые заливают расплавленным металлом из ковша 6. После затвердевания и охлаждения отливок формы подаются на выбивную решетку, где отливки 7 освобождаются от формовочной смеси. Смесь поступает на переработку и повторное использование, а отливки - в обрубное отделение.
Технология производства отливок
Этапы:
1. Анализ чертежа детали. На этом этапе устанавливают серийность производства отливки (массовое, серийное или единичное производство) и определяют возможность изготовления литейной формы с учетом геометрических размеров детали. Кроме того, устанавливают сложность отливки и возможность ее получения без брака при данном способе литья.
2. Проектирование отливки: а) назначить припуски на механическую обработку. Под припуском на механическую обработку понимают слой металла, удаляемый в процессе резанья с последующим обеспечением чистоты и размера указанного в чертеже детали; б) припуск на усадку металла. Величина усадки зависит от вида материала (сталь – 1,8-2,2%; чугун – 0,7-1,2%; цветные сплавы – 0,4-0,6%); в) исключить сквозные отверстия небольшого размера (≈ 20 мм); г) предусмотреть уклоны и радиусы перехода между сопрягаемыми размерами отливки


![]()
3. Проектирование и изготовление модельного комплекта. Модель изготавливается разъемной из нескольких частей. Материалом служит древесина. В состав комплекта входит модель отливки и модель литниковой системы.
4. Проектирование и изготовление литейной формы: детальотливкамодельизготовление стержняизготовление литейной формы

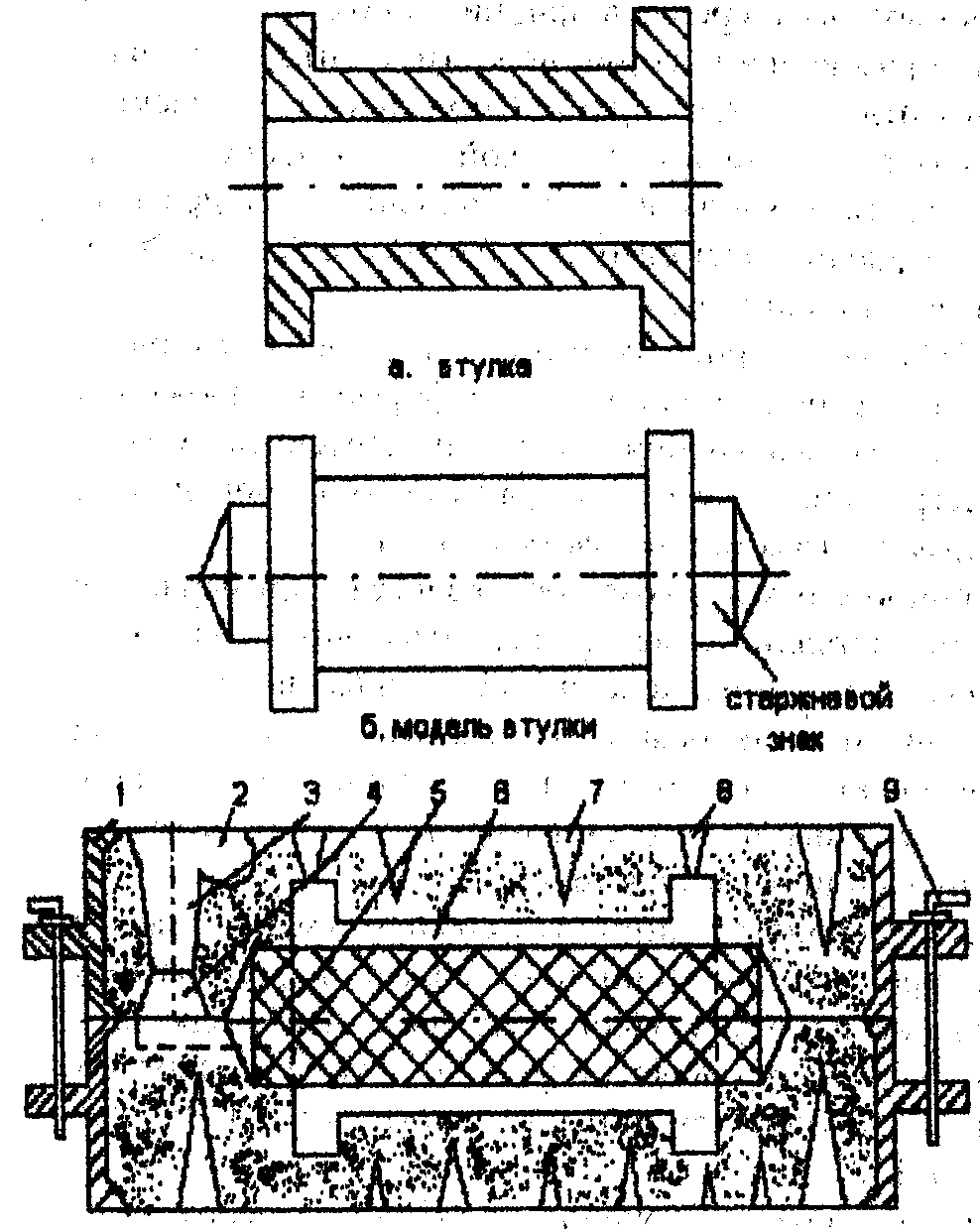
Рис.18 Форма в сборе: 1-опока, 2-литниковая чаша, 3-стояк, 4-шлакоуловитель, 5-стержень, 6-полость литейной формы, 7-вентиляционный канал, 8-выпор, 9-штырь
После заливки расплава в литейную форму проводят охлаждение формы со строго определенной скоростью. после кристаллизации литейная форма разбирается. Извлекается отливка, от которой удаляют литниковую систему и прибыльную часть.