

SMU_METROLOGIA
.pdfповерхностям плиток и не роняйте плитки (выполняйте также другие рекомендации раздела 10.1.2.2.);
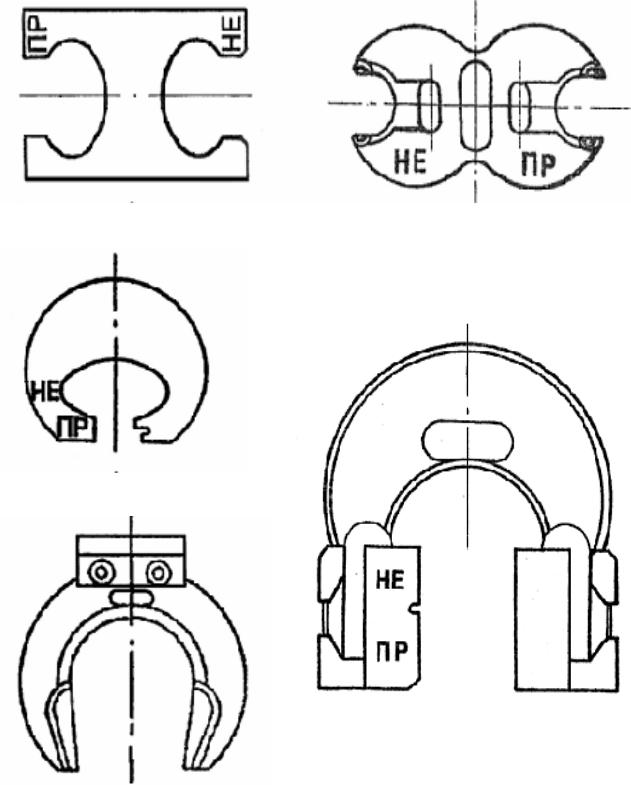
Помните, что измерительные поверхности расположены у плиток размером свыше 5,5 мм справа и слева от надписи, у плиток с размером до 5,5 мм надпись нанесена на одной из измерительных полированных поверхностей (см. рис.10.2);
Достав из набора, осторожно положите плитки на чистый лист бумаги, при этом с целью сохранения точности плиток, их по возможности нужно ложить на ребро (измерительными поверхностями в бок от поверхности листа);
5.2.Протереть измерительные поверхности плиток ватой или мягкой салфеткой, смоченной в бензине. Затем промокнуть их салфеткой насухо;
5.3.Составить блок плиток, притерев плитки друг к другу.
ВНИМАНИЕ: Без п.5.2. плитки притирать нельзя, т.к. смазка и
грязь содержит пыль и другие абразивные примеси, которые сильно царапают и портят плитки.
Для этого положите одну плитку на другую так, чтобы верхняя плитка (меньшего размера) легла примерно на 2/3 ширины нижней (см. рис. 10.2). Сдвинуть верхнюю плитку относительно нижней, плотно прижав их пальцами (через ватку или тряпочку) друг к другу. Проверить плотность "сцепления" плиток. Блок не должен распадаться под действием собственного веса.
Следует притирать сначала плитки большего размера, потом меньшего. Например, 45,345 мм = (1,005 + 1,34 + 3,0 + 40) мм.
Притираем 3,0 мм к 40 мм, затем к ним плитку 1,34 и 1,005 мм.
Задание2: Составить блок плиток для проверки отверстия.
Порядок выполнения задания
1.Получить задание, деталь, необходимый инструмент и принадлежности у преподавателя;
2.Проделать все вышеперечисленные операции с пункта 2. до пункта 5.3. (раздела 1.2.1.), учитывая при этом толщину измерительных губок боковиков (вычтя ее из размера блока);
3.Притереть боковики по обеим сторонам собранного блока и вставить их в державку;
4.Зажать блок в державке;
5.Произвести проверку отверстия в детали, предложенной преподавателем при выдачи задания, результаты проверки занести в отчет;
6.После работы разобрать блок плиток и разложить по ячейкам в наборе, протерев салфеткой;
7.Разобрать и уложить в набор принадлежности;
8.Составить отчет.
71
10.3. КАЛИБРЫ
10.3.1.ТЕОРЕТИЧЕСКАЯ ЧАСТЬ
10.3.1.1. НАЗНАЧЕНИЕ И ВИДЫ КАЛИБРОВ
Калибром называют безшкальный измерительный инструмент, предназначенный для контроля (проверки) размеров или формы и взаимно- го расположения поверхностей деталей 6-17-го квалитета.
Поскольку размер годной детали всегда ограничен двумя предель- ными размерами, для их контроля необходимо иметь два калибра, один из которых контролирует деталь по ее наибольшему, а другой по наимень- шим предельным размерам. Такие калибры называют предельными.
Калибры устанавливают, находится ли контролируемый размер де- тали в пределах допуска.
При контроле предельными калибрами детали сортируются на три группы: годные − с размерами, лежащими в поле допуска на изготовление, брак окончательный (деталь не подлежит доработке) и брак исправимый.
По технологическому назначению калибры подразделяются на рабо- чие (для проверки размеров деталей на рабочем месте самим рабочим), ка- либры контролера для контроля изделий работниками ОТК, приемные для контроля изделий заказчиками и контрольные для контроля годности са- мих рабочих, приемных калибров и калибров контролера.
По форме контролируемой поверхности калибры могут быть глад-
кими, резьбовыми, шлицевыми, шпоночными и т.д.
По конструкции предельные калибры делят на: нерегулируемые (жесткие) и регулируемые; однопредельные и двухпредельные, объединя- ющие проходной и непроходной калибры (у калибра появляется проходная и непроходная стороны); односторонние, у которых оба предельных ка- либра расположены с одной стороны и двухсторонние.
Рабочие калибры для проверки гладких валов выполняются в ви-
де гладких предельных калибров-скоб различных конструкций (рис. 10.4).
1.Скобы листовые предельные − изготовляются с пределами изме- рений от 1 до 50мм.
2.Скобы штампованные предельные − двухсторонние (рис. 10.4 а) и односторонние (рис. 10.4 б) − от 3 до 170мм.
3.Скобы литые предельные − двухсторонние (рис. 10.4 в) и односто- ронние (рис. 10.4 г) - от 10 до 325 мм.
4.Скобы литые со вставленными губками (рис. 10.4 д) − предельные односторонние от 100 до 325мм.
5.Скобы регулируемые предельные (рис. 10.6) − односторонние до
330мм.
72
а |
в |
б
г |
д |
Рис. 10.4. Виды калибров-скоб
73
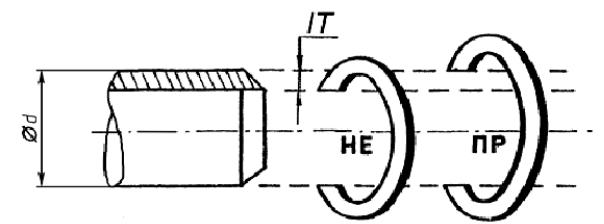
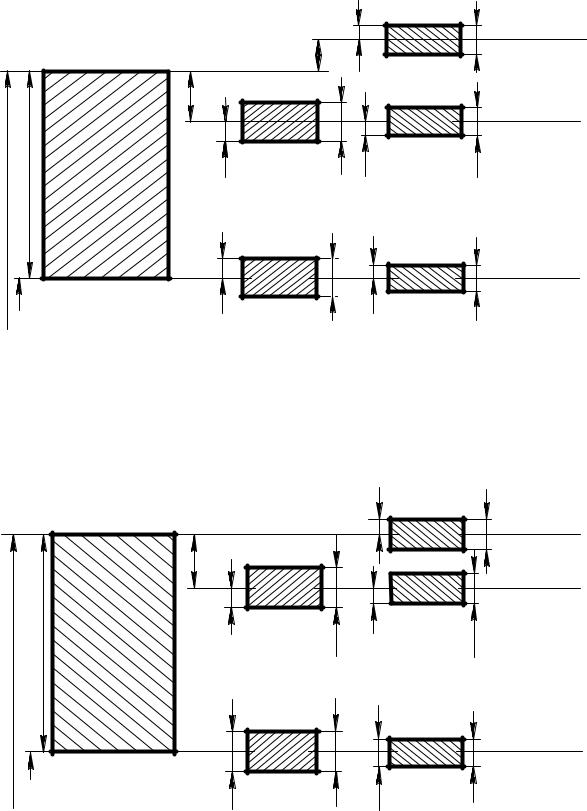
Рис. 10.5. Схема контроля размеров вала набором калибров-скоб
Деталь (вал) считается годной, если проходная сторона рабочего ка- либра скобы Р-ПР под давлением своего веса проходит через вал (Р-ПР =
Dmax –z1).
При этом, величина z1 на схеме предусмотрена для износа проходной стороны рабочего калибра-скобы (т.к. большая часть валов при изготов- лении оказывается годной, то проходя через зазор в проходной стороне они её изнашивают).
Непроходная сторона рабочего калибра скобы Р-НЕ не должна про-
ходить через вал (Р-НЕ = Dmin см. рис. 10.5).
Если сторона Р-ПР не проходит, то диаметр вала больше наибольшего допускаемого размера, и вал относят к исправимому браку,
поскольку после дополнительной обработки размер вала может быть доведен до допускаемого.
Если сторона Р-НЕ проходит, то вал имеет размер меньше мини- мального допускаемого, следовательно, он должен быть отнесен к неис-
правимому, т.е. окончательному браку.
Контрольными калибрами для контроля рабочих калибров скоб являются предельные гладкие проходные контрольные калибрыпробки.
Проходная сторона рабочего калибра-скобы Р-ПР должна скользить по проходному контрольному калибру-пробке К-ПР (средний размер К-ПР = Dmax –z1) под действием собственного веса или определенной силы.
Непроходная сторона рабочего калибра-скобы Р-НЕ должна сколь- зить по проходному контрольному калибру-пробке К-НЕ (средний размер К-НЕ= Dmin ) под действием собственного веса или определенной силы.
Проходная сторона рабочего калибра-скобы Р-ПР, находящегося в эксплуатации, не должна проходить по контрольному калибру-пробке К-И (т.к. размер К-И= Dmax или К-И= Dmax+у1, т.е. больше размера Р-ПР).
74

В учебных целях в качестве контрольных калибров для контроля ра- бочих калибров скоб можно использовать блок ПКМД (плиток), набран- ных по соответствующим рассчитанным значениям.
10.3.2. ПРАКТИЧЕСКАЯ ЧАСТЬ
10.3.2.1.УСТАНОВКА ГЛАДКОЙ ПРЕДЕЛЬНОЙ РЕГУЛИРУЕМОЙ СКОБЫ
Регулируемая скоба (см. рис. 10.6) состоит из корпуса 1, жестких гу- бок 2, запрессованных в корпус, регулируемых вставок 3 и 6, сухарей 9, стопорных винтов 4 и 7 и регулируемых винтов 5 и 8.
Перемещение регулируемых вставок 3 и 6 производится в следую- щей последовательности: отпускаются винты 4 и 7, а с помощью винтов 5 и 8 подаются вставки 3 и 6 в сторону уменьшения размера. Увеличение размера достигается отвинчиванием винтов 5 и 8 и последующим нажати- ем на вставки 3 и 6 рукой.
Размер между вставками 2 и 6 является размером проходной стороны скобы, между вставками 2 и 3 − размером непроходной стороны скобы. Установка регулируемых скоб производится либо по контрольным калиб- рам-пробкам, либо по измерительным плиткам, при отсутствии контроль- ных калибров-пробок.
Последовательность установки регулируемой скобы на заданный размер:
1. Получить у преподавателя задание и выбрать в соответствии с ним гладкую регулируемую скобу и набор КМД (данные занести в таблицу 10.1). Построить схему расположения полей допусков устанавливаемой скобы для контроля вала, размер которого выдал преподаватель, в соот- ветствии со стандартом СТ СЭВ1919-79 (см. рис. 10.7);
Таблица 10.1
2.Проставить на схеме величины всех обозначений для калибров по
таблицам (см. рис. 10.7), а также найти и обозначить Dmax, Dmin для вала (см. приложение 1 и приложение 2);
3.Рассчитать средние и предельные размеры контрольных размеров
К−И, К−ПР, К−НЕ (данные занести в таблицу 10.2);
75
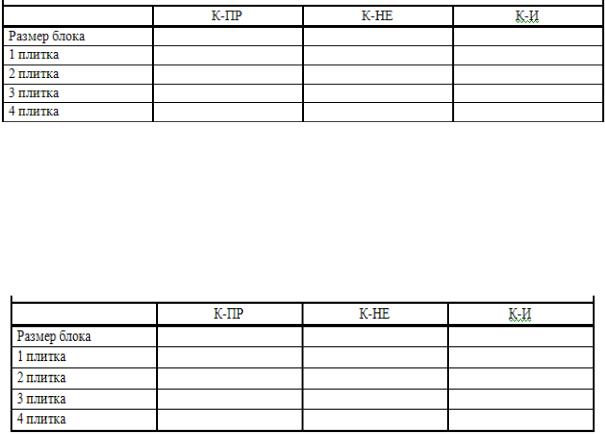
Таблица 10.2
4. Набрать блоки плиток по рассчитанным средним размерам кон- трольных калибров К−И, К−ПР, К−НЕ. При наборе блоков средние раз- меры округлить до третьего знака, кратного 0,005 или воспользоваться бо- лее точным набором плиток из маленькой коробочки (данные занести в таблицу 10.3);
Таблица 10.3
5.Ослабить стопорные винты 4 и 7;
6.Ослабить регулировочные винты 5 и 8, вдвинуть вставки 3 и 6 так,
чтобы размеры скобы были заведомо больше размеров набранных блоков плиток;
7.Установить блок плиток, набранных по среднему размеру контр-
калибра К−НЕ, между измерительными поверхностями вставок 2 и 3, как показано на рис. 5;
8. Вращением регулировочного винта 5 подать регулируемую встав- ку 3 до соприкосновения с блоком плиток. Блок плиток, набранные по размеру контркалибра К−НЕ, должен проходить между вставками 2 и 3 под действием собственного веса;
9.Закрепить стопорный винт 4;
10.Вращением регулировочного винта 5 подать регулируемую вставку 3 до соприкосновения с блоком плиток. Блок плиток, набранные
по размеру контркалибра К−НЕ, должен проходить между вставками 2 и 3 под действием собственного веса;
11. Закрепить стопорный винт 4;
76
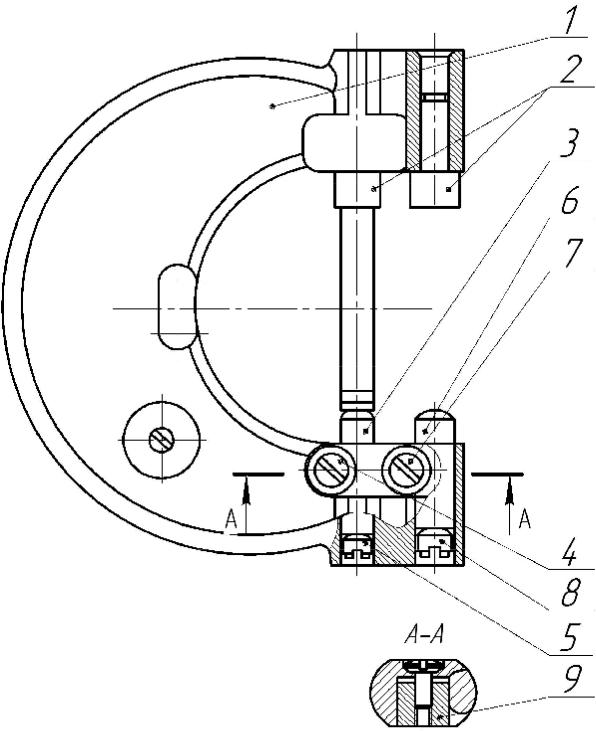
Рис. 10.6. Гладкая двухпредельная регулируемая калибр-скоба
12.Установить блок плиток, набранный по среднему размеру контр- калибра К−ПР, между измерительными поверхностями вставок 2 и 6.
13.Вращением регулировочного винта подать вставку 6 до сопри- косновения с блоком плиток. Блок плиток, набранный по размеру контрка-
77
либра К−ПР, должен проходить между вставками 2 и 6, под действием собственного веса;
14.Закрепить стопорный винт 7;
15.Проверить правильность установки вставок 3 и 6 (грубо) с помо- щью блока плиток, набранных по размеру контрольного калибра пробки
К−И. Этот блок не должен проходить между вставками 2 и 6 и тем более между вставками 2 и 3 (т.к. по схеме размер К−И больше чем К−ПР и К−НЕ). При отрицательном результате проверить расчёты и заново произ- вести настройку скобы;
16.Не сбивая настройки и не разбирая блоков плиток показать настроенную скобу преподавателю для проверки;
17.Заполнить отчет по работе.
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
I. Классификация, назначение, устройство и область применения мер длины, предельных калибров.
2.Существующие методы измерения (контроля) и методы, применя- емые при работе с мерами длины и предельными калибрами.
3.Преимущества и недостатки ПКМД перед другими типами мер
длины.
4.Порядок измерения (контроля) с помощью ПКМД .
5.Факторы, влияющие на увеличение погрешности измерения
ПКМД.
6.Назначение, устройство и область применения принадлежностей к
ПКМД.
7.Порядок набора блока плиток для проверки заданного размера с использованием набора принадлежностей.
19.Нарисовать схему расположения полей допусков предельных ка- либров-скоб для контроля вала заданного размера.
20.Определить по схеме расположения полей размеры для настройки проходной и непроходной стороны скобы.
10.Указать условия годности детали, исправимого и неисправимого
брака.
11.Назвать условие проверки правильности настройки скобы.
78
|
|
|
Hp/ 2 |
Hp |
|
|
y1 |
К- И |
Граница |
|
|
износа |
||
|
|
|
||
|
z1 |
Р- ПР |
К- ПР |
Граница |
|
|
|||
|
|
проходная |
||
Т |
H/ 2 |
H |
Hp/ 2 |
Hp |
|
|
H |
|
Hp |
|
|
Р- НЕ |
К- НЕ |
Граница |
Dmin |
|
непроходная |
||
|
H/ 2 |
H |
|
|
Dmax |
|
|
||
|
|
p/ 2 |
|
Рис. 10.7 а. Схема расположения полей допусков для контроля валов |
||||
|
квалитетов 6,7 и 8 |
|
|
|
|
|
|
Hp/ 2 |
Hp |
|
|
|
К- И |
Граница |
|
z1 |
|
износа |
|
|
|
|
Проходная |
|
|
Р- ПР |
|
К- ПР |
|
|
|
сторона |
||
T |
1/ 2 |
|
Hp/ 2 |
|
|
H |
H1 |
|
Hp |
|
|
|
||
|
H1/ 2 |
|
Hp/ 2 |
|
|
Р- НЕ |
|
К- НЕ |
Непроходная |
Dmin |
|
сторона |
||
|
|
|
Hp |
|
Dmax |
H1 |
|
|
|
Рис. 10.7 б. Схема расположения полей допусков для контроля валов |
||||
|
квалитетов 9-14 |
|
|
|
79
|
Обозначения |
|
|
Интервалы размеров, |
мм |
|
|
|
||||
Квалитеты допусков изделий |
До |
Свыше 3 до 6 |
Свыше 6 до 10 |
Свыше 10 до 18 |
Свыше 18 |
до 30 |
Свыше 30 до 50 |
Свыше 50 до 80 |
Свыше 80 до 120 |
Свыше 120 до 180 |
Допуск на форму калибра |
|
3 |
||||||||||||
|
Z |
|
|
|
Размеры |
в |
мкм |
|
|
|
|
|
|
1 |
1,5 |
1,5 |
2 |
2 |
|
2,5 |
2,5 |
3 |
4 |
|
|
|
Y |
1 |
1 |
1 |
1,5 |
1,5 |
2 |
2 |
3 |
3 |
|
|
|
α, α1 |
0 |
0 |
0 |
0 |
0 |
|
0 |
0 |
0 |
0 |
|
6 |
Z1 |
1,5 |
2 |
2 |
2,5 |
3 |
|
3,5 |
4 |
5 |
6 |
|
|
Y1 |
1,5 |
1,5 |
1,5 |
2 |
3 |
|
3 |
3 |
4 |
4 |
IT1 |
|
H, Hs |
1,2 |
1,5 |
1,5 |
2 |
2,5 |
2,5 |
3 |
4 |
5 |
||
|
H1 |
2 |
2,5 |
2,5 |
3 |
4 |
|
4 |
5 |
6 |
8 |
IT2 |
|
Hp |
0,8 |
1 |
1 |
1,2 |
1,5 |
1,5 |
2 |
2,5 |
3,5 |
IT1 |
|
|
Z, Z1 |
1,5 |
2 |
2 |
2,5 |
3 |
|
3,5 |
4 |
5 |
6 |
|
|
Y, Y1 |
1,5 |
1,5 |
1,5 |
2 |
3 |
|
3 |
3 |
4 |
4 |
|
7 |
α, α1 |
0 |
0 |
0 |
0 |
0 |
|
0 |
0 |
0 |
0 |
IT2 |
|
H, H1 |
2 |
2,5 |
2,5 |
3 |
4 |
|
4 |
5 |
6 |
8 |
|
|
Hs |
- |
- |
1,5 |
2 |
2,5 |
2,5 |
3 |
4 |
5 |
IT1 |
|
|
Hp |
0,8 |
1 |
1 |
1,2 |
1,5 |
1,5 |
2 |
2,5 |
3,5 |
IT1 |
|
|
Z, Z1 |
2 |
3 |
3 |
4 |
5 |
|
6 |
7 |
8 |
9 |
|
|
Y, Y1 |
3 |
3 |
3 |
4 |
4 |
|
5 |
5 |
6 |
6 |
|
8 |
α, α1 |
0 |
0 |
0 |
0 |
0 |
|
0 |
0 |
0 |
0 |
IT2 |
|
H |
2 |
2,5 |
2,5 |
3 |
4 |
|
4 |
5 |
6 |
8 |
|
|
H1 |
3 |
4 |
4 |
5 |
6 |
|
7 |
8 |
10 |
12 |
IT3 |
|
Hs,Hp |
1,2 |
1,5 |
1,5 |
2 |
2,5 |
2,5 |
3 |
4 |
5 |
IT1 |
|
|
Z, Z1 |
5 |
6 |
7 |
8 |
9 |
|
11 |
13 |
15 |
18 |
|
|
Y, Y1 |
0 |
0 |
0 |
0 |
0 |
|
0 |
0 |
0 |
0 |
|
9 |
α, α1 |
0 |
0 |
0 |
0 |
0 |
|
0 |
0 |
0 |
0 |
IT2 |
|
H |
2 |
2,5 |
2,5 |
3 |
4 |
|
4 |
5 |
6 |
8 |
|
|
H1 |
3 |
4 |
4 |
5 |
6 |
|
7 |
8 |
10 |
12 |
IT3 |
|
Hs,Hp |
1,2 |
1,5 |
1,5 |
2 |
2,5 |
2,5 |
3 |
4 |
6 |
IT1 |
|
|
Z, Z1 |
5 |
6 |
7 |
8 |
9 |
|
11 |
13 |
15 |
18 |
|
|
Y, Y1 |
0 |
0 |
0 |
0 |
0 |
|
0 |
0 |
0 |
0 |
|
10 |
α, α1 |
0 |
0 |
0 |
0 |
0 |
|
0 |
0 |
0 |
0 |
IT2 |
|
H |
2 |
2,5 |
2,5 |
3 |
4 |
|
4 |
5 |
6 |
8 |
|
|
H1 |
3 |
4 |
4 |
5 |
6 |
|
7 |
8 |
10 |
12 |
IT3 |
|
Hs,Hp |
1,2 |
1,5 |
1,5 |
2 |
2,5 |
2,5 |
3 |
4 |
6 |
IT1 |
|
|
Z, Z1 |
10 |
12 |
14 |
16 |
19 |
|
22 |
25 |
28 |
32 |
|
|
Y, Y1 |
0 |
0 |
0 |
0 |
0 |
|
0 |
0 |
0 |
0 |
|
11 |
α, α1 |
0 |
0 |
0 |
0 |
0 |
|
0 |
0 |
0 |
0 |
IT4 |
|
H, H1 |
4 |
5 |
6 |
8 |
9 |
|
11 |
13 |
15 |
18 |
|
|
Hs |
- |
- |
4 |
5 |
6 |
|
7 |
8 |
10 |
12 |
IT3 |
|
Hp |
1,2 |
1,5 |
1,5 |
2 |
2,5 |
2,5 |
3 |
4 |
5 |
IT1 |
|
|
Z, Z1 |
10 |
12 |
14 |
16 |
19 |
|
22 |
25 |
28 |
32 |
|
|
Y, Y1 |
0 |
0 |
0 |
0 |
0 |
|
0 |
0 |
0 |
0 |
|
12 |
α, α1 |
0 |
0 |
0 |
0 |
0 |
|
0 |
0 |
0 |
0 |
IT4 |
|
H, H1 |
4 |
5 |
6 |
8 |
9 |
|
11 |
13 |
15 |
18 |
|
|
Hs |
- |
- |
4 |
5 |
6 |
|
7 |
8 |
10 |
12 |
IT3 |
|
Hp |
1,2 |
1,5 |
1,5 |
2 |
2,5 |
2,5 |
3 |
4 |
5 |
IT1 |
|
80