

SMU_METROLOGIA
.pdfi = Mn = 101 = 0,1 мм
(интервал деления основной шкалы − 1мм, число делений нониуса − 10);
На рис. 7.2 б |
i = |
1 |
= 0,05 |
мм; |
|
20 |
|||||
|
|
|
|
||
На рис. 7.2 в |
i = |
1 |
= 0,02 |
мм; |
|
50 |
|||||
|
|
|
|
Отсчет размеров на штангенинструментах производится следующим образом. Предположим, что нулевое деление нониуса (на рис. 7.3) нахо- дится между делениями основной шкалы К и К+1, следовательно действи- тельный размер Х находится в интервале К < X < K+1. При этом нулевое деление нониуса (первая риска шкалы нониуса) отошло вправо от деления
К основной шкалы на расстояние “в”. Первое деление нониуса (вторая риска шкалы нониуса) также отойдет вправо от следующего деления ос- новной шкалы, но на расстояние (в – i), так как деление нониуса короче делений основной шкалы на величину “i”.
Рис. 7.3. Пример отсчета размеров на штангенинструментах
Второе деление нониуса (третья риска шкалы нониуса) отойдет
вправо от соответствующего деления основной шкалы на расстояние в – 2i и т.д. Таким образом, одно из делений шкалы нониуса совпадет с ка- ким-то делением основной шкалы.
21
Тогда верно равенство: в = m i,
где m – номер деления, на котором риски обеих шкал совпали; Следовательно: Х = К + m i
Таким образом, измеряемый размер Х представляет из себя сумму делений основной шкалы, находящихся слева от нулевого деления нониу-
са, и размера в, равного произведению точности отсчета i по нониусу (це-
ны деления нониуса) на номер совпадающего деления m.
Пример отсчета при цене деления основной шкалы 1мм показан на рис. 7. 3.
На рис. 7.3 нулевое деление нониуса находится между 51-м и 52-м делениями основной шкалы. Таким образом, К = 51мм. А 10-е деление но- ниуса совпадает с делением основной шкалы. Таким образом, m = 10. Цена
деления шкалы нониуса для данного штангенциркуля
i = 0,05 мм
Х = 51 + 10 × 0,05 = 51,5 мм
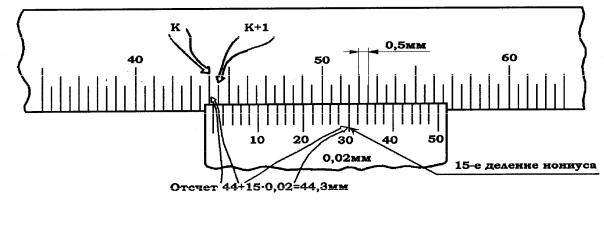
Пример отсчета при цене деления основной шкалы 0,5 мм показан на рис. 7.4. На рис. 4 нулевое деление нониуса находится между делениями основной шкалы 44 мм и 44,5 мм. Следовательно, К = 44 мм. А 15-е деле- ние нониуса совпадает с делением основной шкалы. Следовательно, m = 15.
Цена деления шкалы нониуса для данного штангенциркуля
i = 0,02 мм
Х = 44 + 15 × 0,02 = 44,30 мм.
Рис. 7.4. Пример отсчета при цене деления основной шкалы 0,5 мм
22
Примечание. Цифры, нанесенные на нониусе, обозначают обыч-
но не номера делений, а произведение номера деления на цену деления шкалы нониуса (на рис. 4. Против пятого деления нониуса стоит число 10, что означает 5 × 0,02мм = 10 сотых миллиметра, т.е. =0,1мм).
7.1.2. ИЗМЕРЕНИЯ ПРИ ПОМОЩИ ШТАНГЕНЦИРКУЛЯ
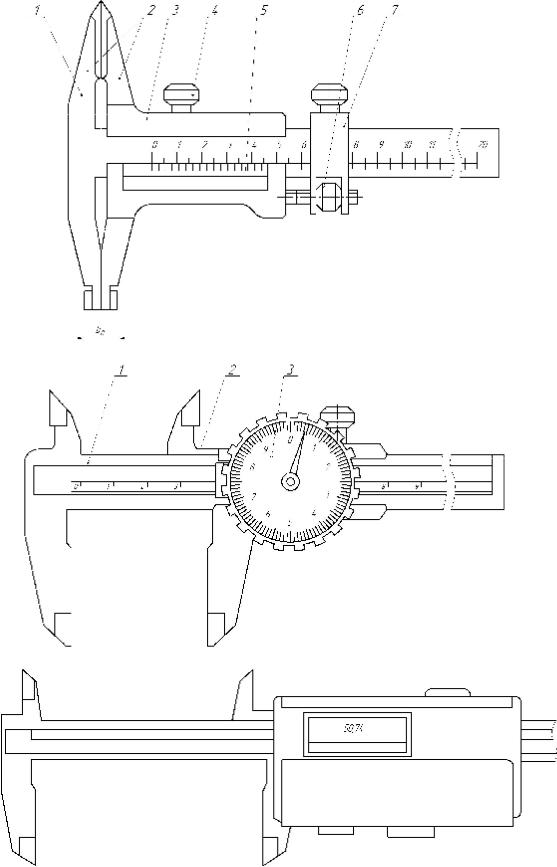
Штангенциркули применяются для измерения наружных и внутрен- них размеров деталей. В качестве устройства для снятия показаний в тра- диционных штангенциркулях (рис. 7.5. а) применяют шкалу нониуса. Для
особо точных измерений используют инструменты со шкалой часового (рис. 7.5. б), или электронного (рис. 7.5. в) типа. Штангенциркуль (рис. 7.5. а) состоит из штанги с неподвижной измерительной губкой 1 (измери- тельная губка либо составляет одно целое со штангой, либо скреплена с ней сваркой или клепкой) и рамки 2 с подвижной губкой. Штанга является направляющей для перемещения подвижной губки и от точности ее изго- товления (в основном) зависит точность прибора. На штанге, у большин- ства инструментов, нанесена основная шкала штангенциркуля. На рамке, которая может перемещаться вдоль штанги, закреплен нониус штанген- циркуля 3.
Точные штангенциркули имеют хомутик 4 с микрометрическим устройством 5 и 6, позволяющим тонко регулировать перемещение рамки с подвижной губкой. Микрометрическое устройство состоит из микромет- рического винта 5, одним концом скрепленного с рамкой 2, и гайкой 6, расположенной в прорези хомутика 4. При зажатом стопорном винте 8 вращение гайки 6 вызывает перемещение рамки вдоль штанги.
При сведенных губках штангенциркуля нулевое деление нониуса должно совпадать с нулевым делением основной шкалы. Верхние пределы измерения штангенциркулей составляют 100; 125; 150; 200; 250, 300; 400; 500; 600; 800; 1000мм. Для специальных целей изготовляются штанген- циркули размеров от 1000 до 4000мм.
ВНИМАНИЕ: Для измерения внутренних размеров на концах гу- бок штангенциркулей имеются уступы с цилиндрическими поверхностями. При полностью сведенных губках расстояние между измерительными по- верхностями уступов равно “а” (рис. 7.6 б). Таким образом, измеряемый размер равен отсчету по штангенциркулю плюс толщина губок “а” (рис. 7.6.в)
Х = А + а
Величина “а” нанесена на губке штангенциркуля (обычно 10 мм см. рис. 7.6 б).
23
а)
б)
в)
Рис. 7.5. Виды и основные исполнения штангенциркулей
24
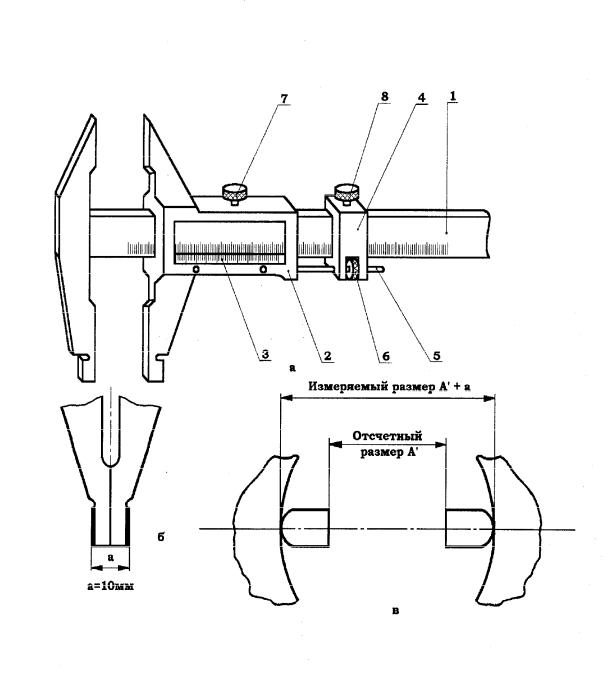
Рис. 7.6. Схема измерения внутренних размеров
7.1.3. ИЗМЕРЕНИЯ ПРИ ПОМОЩИ ШТАНГЕНРЕЙСМАССА
Штангенрейсмасс служит для измерения высоты и глубины, а также для разметки детали. Штангенрейсмасс устроен следующим образом (рис. 7.7 а): штанга 1 неподвижно соединена с массивным основанием 2, нижняя плоскость В которой является первой измерительной поверхностью, по- движная рамка 3 почти полностью аналогична подвижной рамке штанген-
25
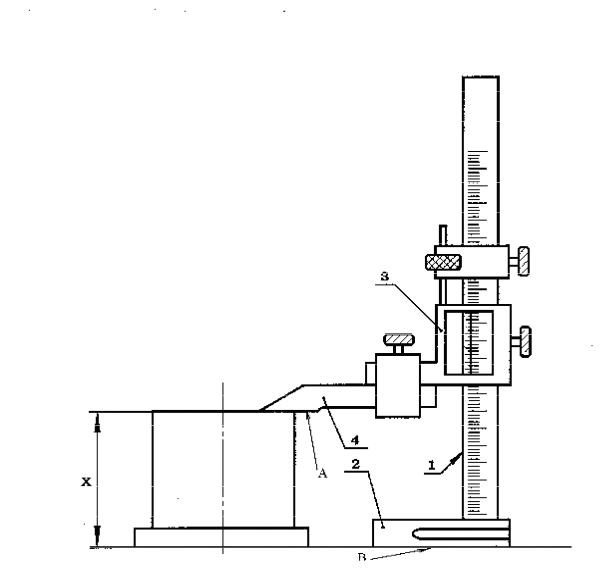
циркуля, отличие состоит в том, что в рамке штангенрейсмасса может за- крепляться ножка 4, поверхность А которой является второй измеритель- ной поверхностью и служит для разметки и измерений. С помощью изме-
рительной ножки 4 можно измерять высоту деталей (размер Х рис. 7.7 а), а также расстояние от различных уступов (размер Х рис. 7.7 б) до оснований деталей.
Рис. 7.7 а
Штангенрейсмассы изготавливаются с верхними пределами измере- ний 200; 300; 500; 800; 1000мм. Методика измерений подобна методике измерений штангенциркулем.
26
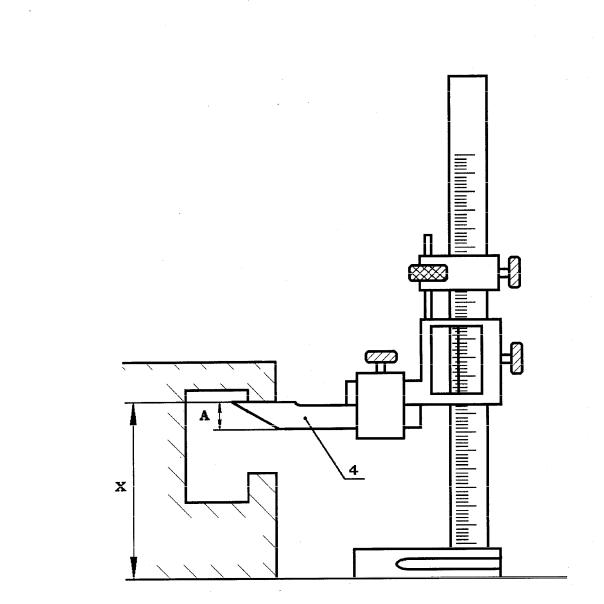
Рис. 7.7 б
7.1.4. ИЗМЕРЕНИЯ ПРИ ПОМОЩИ ШТАНГЕНГЛУБИНОМЕРА
Штангенглубиномер (рис. 7.8 ) служит для измерения высоты вы- ступов и глубин отверстий, пазов и т.д. В штангенглубиномере подвижная рамка представляет собой одно целое с траверсой 1. Одной из измеритель- ных поверхностей является плоскость траверсы “А” (рис. 7.8). Рамка с тра- версой движется по штанге 2. Второй измерительной поверхностью слу- жит торец штанги “В”.
27
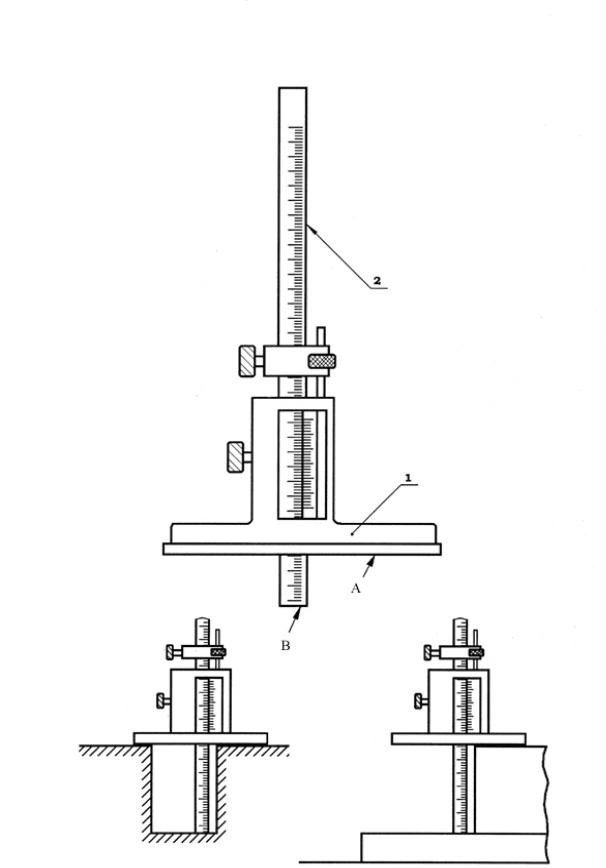
Рис. 7.8. Штангенглубиномер
28
ГОСТ166-89 предусматривает изготовление штангенглубиномеров с верхним пределом измерения от 100 до 500 мм. Методика измерений по- добна методике измерений штангенциркулем.
7.1.5. ИЗМЕРЕНИЕ С ПОМОЩЬЮ ШТАНГЕНЗУБОМЕРА
Штангензубомер (рис. 7.9) служит для измерения толщины зубьев шестерен по хорде одной из окружностей (например, делительной).
Для обеспечения бокового зазора в зубчатых зацеплениях ГОСТ ограничивает помимо других элементов наименьшее смещение исходного контура зубонарезающей рейки в тело нарезаемой шестерни. Указанный ГОСТ назначает также допуск на смещение исходного контура и ограни- чивает эти элементы в связи с тем, что уменьшение толщины зуба, необхо- димое для обеспечения бокового зазора, целесообразнее всего осуществля-
ется путем смещения исходного контура зубонарезающего инструмента в тело колеса.
Однако в некоторых случаях удобнее в цеховых условиях проверять не смещение исходного контура, а непосредственно толщину зуба.
Как правило, измерение толщины зуба производится по так называ- емой “постоянной хорде”. Постоянной хордой называется расстояние между точками касания исходного контура с обоими профилями зуба в се- чении, перпендикулярным к направлению зуба исходной рейки.
На рис. 7.9 Sх − номинальная толщина зуба по постоянной хорде, вSх − верхнее отклонение толщины зуба, нSх − нижнее отклонение
толщины зуба, δSх − допуск на толщину зуба.
Постоянная хорда Sх расположена на расстоянии hx от окружности выступов. Постоянная хорда обладает очень важным свойством. Для всех
шестерен данного модуля независимо от числа зубьев величины Sх и hx остаются постоянными.
Величины Sх и hx для некоррегированного колеса с углом исходного контура 20° равны:
Sх = 1,387 m
hx = 0,7476 m,
где m − модуль колеса.
Штангензубомер (рис. 7.9) представляет собой угольник с двумя перпендикулярными штангами 4 и 12. По штанге 12, на которой нанесена шкала, перемещается движок 13 с измерительной губкой 10. На движке 13 закреплен нониус 8 с ценой деления шкалы 0,02 мм. По штанге 4 (высот- ная штанга), на которой также нанесена шкала, перемещается движок 14 с
29
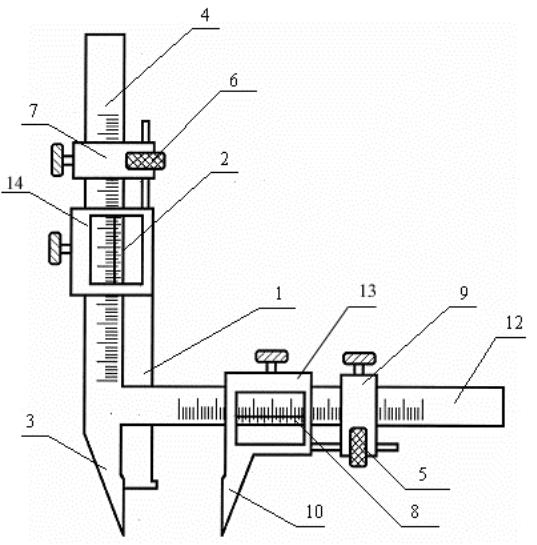
упором 1. На движке 14 закреплен нониус 2 с ценой деления шкалы 0,02. На конце штанги 4 расположена вторая измерительная губка 3.
Рис. 7.9. Штангензубомер
Точная установка движков 13 и 14 осуществляется с помощью хому- тиков 9 и 7 и микрометрических устройств 5 и 6.
Измерение толщины зуба по постоянной хорде с помощью штан- гензубомера производится следующим образом (рис. 7.10).
Упор 1 движка 14 устанавливается на расстояние hх от кромки изме- рительных губок 3 и 10. Торец упора 1 устанавливается на вершину зуба, измерительные губки 3 и 10 сводятся до соприкосновения с боковыми сто- ронами зуба.
30