

SMU_METROLOGIA
.pdf
|
|
|
|
Таблица 12.1 |
|
|
|
|
|
|
|
Наружный |
|
Диаметр диафрагмы, мм |
|
|
|
диаметр цилиндра |
Угол |
Угол |
Угол |
|
Гладкие |
и средний диаметр, |
профиля 30° |
профиля 55° |
профиля 60° |
|
цилиндры |
мм |
|
|
|
|
|
1 |
7,5 |
9 |
9,5 |
|
12 |
3 |
7,5 |
9 |
9 |
|
11,5 |
5 |
7 |
8,5 |
8,5 |
|
11 |
7,5 |
6,5 |
8 |
8,5 |
|
10,5 |
10 |
6,5 |
7,5 |
8 |
|
10 |
15 |
6,5 |
7,5 |
8 |
|
10 |
20 |
6 |
7,5 |
7,5 |
|
9,5 |
25 |
5,5 |
6,5 |
6,5 |
|
8,5 |
30 |
5 |
6 |
6,5 |
|
8 |
40 |
4,5 |
5,5 |
5,5 |
|
7 |
50 |
4 |
5 |
5 |
|
6 |
Центр перекрестия линий сетки и центр окружности угловой шкалы находятся на геометрической оси вращения лимба угловой шкалы, совпа- дающей с оптической осью микроскопа.
Вращение лимба угловой шкалы 11 (см. рис. 12.7) и, соединенной с ним, пластинки 12 с сеткой, производится головкой 18 (см. рис. 12.1).
12.1.4. ОПТИЧЕСКАЯ СХЕМА МИКРОСКОПА
Оптическая схема микроскопа (см. рис. 12.7) состоит из трех частей: оптики нижней подсветки − Б, основной оптики тубуса микроскопа − В, оптики отсчетного микроскопа − Г.
Пучек лучей от источника света 1, пройдя через светофильтр 2, диа- фрагму 3, отразившись от зеркала 4 и пройдя через конденсор 5, предмет- ное стекло 6, освещает измеряемый объект А. Изображение объекта в про- ходящем свете через объектив 8, призму 9, защитные стекла 10 проециру- ется на пластинку 12 со штриховой сеткой и наблюдается через окуляр 13. При этом получаемое изображение − прямое.
При отсчете угловых величин пучок света от источника 15, отразив- шись от зеркала 18, через светофильтр 16 освещает лимб угловой шкалы 11 и проецирует угловую шкалу через объектив 19 на пластинку 17 с ми- нутной шкалой, которая наблюдается через окуляр 14.
Ход лучей, при работе микроскопа в отраженном свете от источника 7, на схеме условно не показан.
101
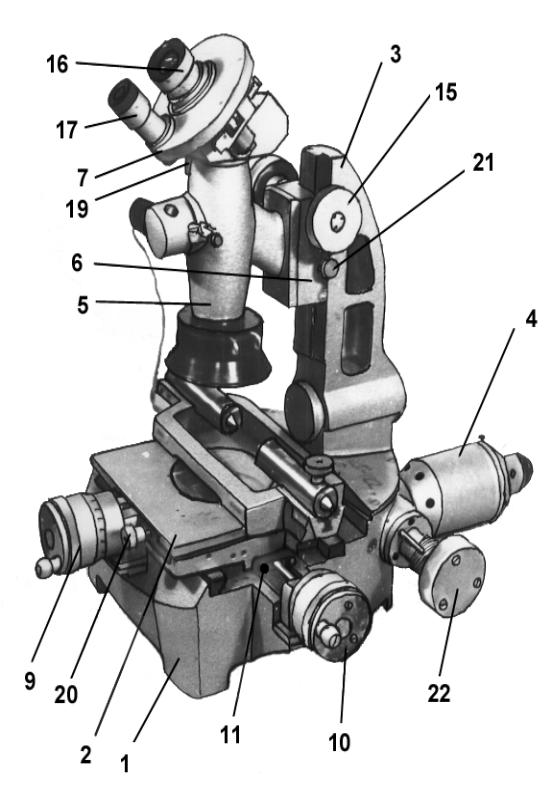
Рис. 12.4. Основные детали малого микроскопа инструментального
(ММИ)
102
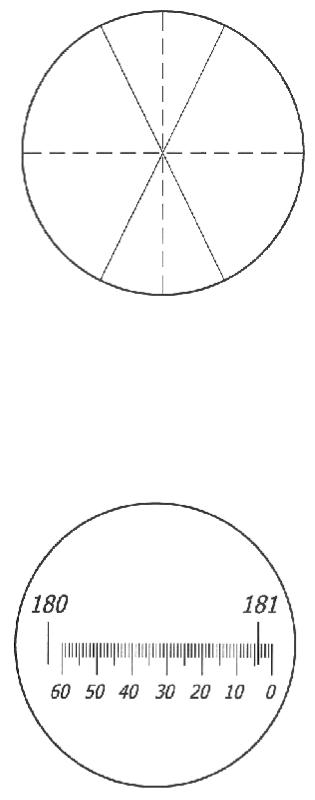
Рис. 12. 5. Вид перекрестия прицела микроскопа
Рис. 12.6. Вид угловой измерительной шкалы
103
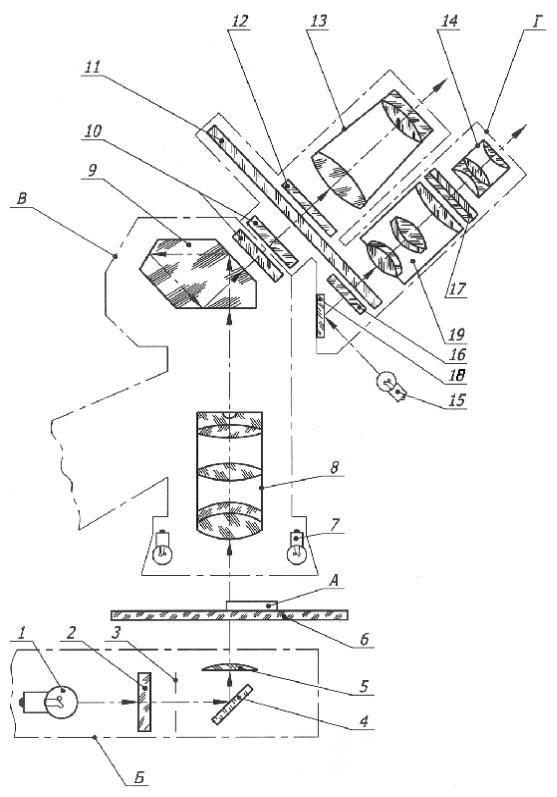
Рис. 12.7. Оптическая схема микроскопа
104
12.2.ПРАКТИЧЕСКАЯ ЧАСТЬ
12.2.1.ПОДГОТОВКА МИКРОСКОПА К РАБОТЕ
Для проведения измерений микроскоп необходимо настроить. Настройка производится в несколько этапов.
1.Включить осветители: нижней подсветки в розетку, угловой шка- лы и верхней подсветки − через трансформатор. Поднастроить зеркальцем 19 (см. рис. 12.1) освещение угловой шкалы. Вращением окуляров 16, 17
добиться резкого изображения шкалы угловых перемещений и штриховой сетки.
Вращением накатной гайки 18 (см. рис. 12.1) добиться положения угловой шкалы (см. рис. 12.6) соответствующего 0 градусов и 0 минут. По- ставить колонну 3 (см. рис. 12.3) строго вертикально с помощью накатной головки 12 (см. рис. 12.3), совместив при этом риску на выдвижном стержне с нулевым делением на головке 12.
2.Сфокусировать тубус микроскопа на объект измерения, перемещая кронштейн вместе с тубусом по направляющим колонки головкой 15, и за- крепить в нужном положении винтом 21 (см. рис. 12.3).
Положение тубуса считается подобранным, когда в окуляре основно- го микроскопа измеряемый объект виден наиболее четко (четкая граница детали).
3.Установить величину диафрагмы вращением накатной гайки 14 (см. рис. 12.3). Величина диафрагмы выбирается по табл. 12.1. Если изме- ряемый объект не приведен в таблице, то при выборе диафрагмы следует руководствоваться резкостью получаемого изображения (в данной работе она уже выставлена).
4.При контроле резьбы наклонить колонку в ту или иную сторону от вертикали на угол подъема винтовой линии резьбы так, чтобы производить замер параметров в плоскости, перпендикулярной витку резьбы.
Колонка наклоняется головкой 22 (см. рис. 12.3) (в данной работе можно не выполнять).
Грубо угол подъема винтовой линии определяется по угловой шкале микроскопа совмещением вертикальной линии сетки с гребнем резьбы приблизительно на линии центров.
Более точно угол определяется по формуле 12.1:
tg = S/πdср , |
(12.1) |
где
S − шаг резьбы;
dср − средний диаметр резьбы.
105
Значение S и dср берутся из таблиц стандартных резьб или с черте-
жей.
5.Произвести грубую выверку положения детали относительно дви- жения стола. Установив деталь или на поверхности столика, или в приспо- соблениях, микровинтами 9 и 10 вводят ее в поле зрения микроскопа. За- тем, вращением головки 20 (см. рис. 12.1), поворачивают столик так, что- бы при движении столика перекрестие линий сетки двигалось по прямоли- нейному участку профиля детали.
6.При контроле деталей, устанавливаемых в центрах, точную вывер- ку производят по контрольному валику 4 (см. рис. 12.2), установленному в центрах (валик с гладкой шлифованной поверхностью в выданном наборе).
Для этого, поворачивая винт поперечных перемещений 9 совместить горизонтальную линию сетки окуляра 16 (см. рис. 12.1) с прямолинейным участком профиля контрольного валика, оставив при этом небольшой за- зор. Винтом продольных перемещений 10 переместить контрольный валик относительно перекрестия окуляра по всей длине гладкой поверхности.
Если оставленный ранее зазор между границей поверхности кон- трольного валика и горизонтальной линией перекрестия остается постоян- ным, то столик «выверен», если нет, то повернуть столик с помощью накатной головки 20 (см. рис. 12.4) и повторить точную выверку (см. нача- ло пункта 6).
12.2.2. МЕТОДИКА ПРОВЕДЕНИЯ ИЗМЕРЕНИЙ
Перед началом измерений необходимо произвести следующую под- готовку:
1.протереть чистой фланелью стекло предметного столика и, в слу- чае необходимости, окуляры и объектив (при необходимости воспользо- ваться чистым носовым платком);
2.произвести настройку микроскопа (см. п. 12.2.1.);
3.установить нулевое показание угловой шкалы (см. п. 12.2.1.).
12.2.2.1. ИЗМЕРЕНИЕ ПАРАМЕТРОВ ЦИЛИНДРИЧЕСКОЙ РЕЗЬБЫ
Взять из выданного набора деталь с резьбовой поверхность и установить ее в центрах так, чтобы вся резьбовая часть оказалась в зоне объектива (центр предметного стола). Для этого центра 2 (см. рис. 12.2) имеют специальные крепежные винты со шляпками, которые вставляются в Т-образные пазы бабки 1 (см. рис. 12.2) и могут по ним перемещаться.
При необходимости эти винты можно выкрутить и переставить во второе отверстие.
Произвести выверку положения детали (см. п. 12.2.1. п.п. с 2 по 4).
106
12.2.2.1.1. ИЗМЕРЕНИЕ НАРУЖНОГО ДИАМЕТРА РЕЗЬБЫ (рис. 12.8 а)
1.Микровинтом поперечных перемещений 9 (см. рис. 12.1) подвести
горизонтальную линию штриховой сетки к контуру резьбы по наружному диаметру (положение 1 см. рис. 12.8 а). В данном положении трижды про- извести совмещение линии с контуром (трижды подвести к одной точке контура и отвести назад). Отсчеты по микровинту занести в соответству- ющую графу табл. 12.2.
2.Переместить горизонтальную линию сетки микровинтом попереч- ных перемещений 9 (см. рис. 12.1) на диаметрально противоположный контур резьбы (положение 2 см. рис. 12.8 а). Трижды произвести совмеще- ние линии с контуром, занося отсчеты по микровинту в соответствующую графу табл. 12.2.
3.Определить dнар как разность средних значений отсчетов (b – a).
|
|
|
|
Таблица 12.2 |
|
|
Измеряемый элемент |
|
|
Измерения |
|
|
|
|
Наружный диаметр |
Внутренний диаметр |
|||
|
|
|
|
|
|
1 положение |
2 положение |
1 положение |
2 положение |
|
|
|
|
|
1-й отсчет |
|
|
|
|
|
|
|
|
|
2-й отсчет |
|
|
|
|
|
|
|
|
|
3-й отсчет |
|
|
|
|
|
|
|
|
|
Средний отсчет |
a = |
b = |
c = |
d = |
|
|
|
|
|
|
dнар = |b – a| = |
dвн = |d – c| = |
||
12.2.2.1.2. ИЗМЕРЕНИЕ ВНУТРЕННЕГО ДИАМЕТРА РЕЗЬБЫ
(рис. 12.8 б)
1.Микровинтом поперечных перемещений 9 (см. рис. 12.1) подвести горизонтальную линию штриховой сетки к контуру резьбы по внутренне- му диаметру (положение 1 см. рис. 12.8 б). В данном положении трижды произвести совмещение линии с контуром (трижды подвести к одной точ- ке контура и отвести назад). Отсчеты по микровинту занести в соответ- ствующую графу табл. 12.2.
2.Переместить горизонтальную линию сетки микровинтом попереч- ных перемещений 9 (см. рис. 12.1) на диаметрально противоположный контур внутреннего диаметра резьбы (положение 2 см. рис. 12.8 б). Три-
107
жды произвести совмещение линии с контуром, занося отсчеты по микро- винту в соответствующую графу табл. 12.2.
3. Определить dвн как разность средних значений отсчетов (d – c).
12.2.2.1.3.ИЗМЕРЕНИЕ СРЕДНЕГО ДИАМЕТРА РЕЗЬБЫ (рис.
12.8в)
1.Наклонить колонку вправо (для правой резьбы) на угол подъема винтовой линии резьбы − ϕ (в данной лабораторной работе после консуль- тации с преподавателем можно не выполнять).
2.Совместить одну из линий штриховой сетки с изображением сто- роны профиля резьбы, действуя при этом обеими микровинтами 9, 10 и головкой поворота перекрестия 18 (см. рис. 12.1) так, что бы перекрестие прицела приняло положение 1 как на рис. 12.8 в. Для этого нужно подве- сти одну из линий перекрестия (допустим пунктирную) на границу витка так, чтобы центр перекрестия оказался бы примерно на середине высоты профиля витка резьбы.
3.Действуя только микровинтом поперечных перемещений 9 (см. рис. 12.1) повторить совмещение три раза (также как и раньше трижды подвести к одной точке контура и отвести назад). Отсчеты по микровинту внести в графу положение 1 табл. 12.3.
4.Действуя только микровинтом поперечных перемещений 9, три-
жды совместить ту же линию с диаметрально противоположной сто-
роной профиля резьбы (положение 2 на рис. 12.8 в). Отсчеты по микровин- ту внести в графу положение 2 табл. 12.3.
5.Повторить пункты 2 − 4 для другой стороны профиля детали (положения 1’ и 2’ на рис. 12.8 в).
6.Определить средний диаметр dср по приведенным в табл. 12.3 за- висимостям.
|
|
|
|
Таблица 12.3 |
|
|
|
|
|
|
1-я сторона профиля |
2-я сторона профиля |
||
Измерения |
|
|
|
|
1-е |
2-е |
1’-е |
2’-е |
|
|
положение |
положение |
положение |
положение |
1-й отсчет |
|
|
|
|
|
|
|
|
|
2-й отсчет |
|
|
|
|
|
|
|
|
|
3-й отсчет |
|
|
|
|
|
|
|
|
|
Средний отсчет |
аср = |
вср = |
а’ср = |
в ’ср = |
|
d’ср = вср − аср= |
d’’ср = в ’ср − а’ср= |
||
dср = (d’ср + d’’ср)/2 = |
|
|
|
|
108
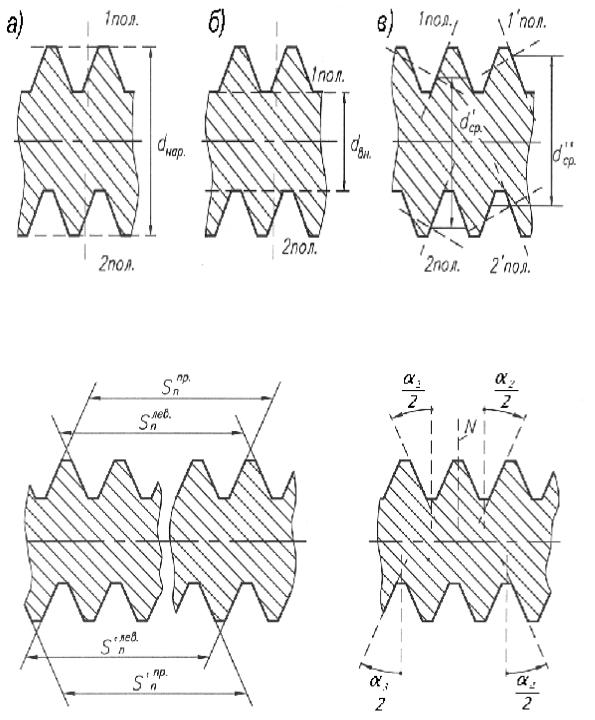
Рис. 12.8. Схема промеров диаметров резьбы
Рис. 12.9. Схема измерения шага |
Рис. 12.10. Схема измерения поло- |
резьбы |
вины угла профиля резьбы |
109
12.2.2.1.4. ИЗМЕРЕНИЕ ШАГА РЕЗЬБЫ (рис. 12.9)
Для повышения точности, измерение шага производится по левой и правой сторонам профиля резьбы с двух сторон детали на базе n = 2 ÷ 3 витков резьбы. При этом количество витков (зубчиков) резьбы студентом выбирается самостоятельно 2 или 3, это зависит в основном от длины де- тали с резьбовой частью и возможностями (зоной) перемещения столика с деталью под перекрестием микроскопа, т.е. нужно сначала выбрать коли-
чество витков и сразу проверить можно ли будет переместить столик на всю задуманную длину.
1.Наклонить колонку на угол ϕ так, чтобы оптическая ось микро- скопа проходила касательно к витку резьбы (в данной работе можно не выполнять).
2.С помощью обеих микровинтов 9 и 10 и головки 18 (см. рис. 12.1)
поворота угловой шкалы совместить одну из линий сетки с левой стороной профиля резьбы, так, что бы перекрестие прицела приняло положение как на рис. 12.9. Повторив микрометром продольных перемещений 10 (см. рис. 12.1) совмещение три раза (как и ранее трижды подвести к одной точке контура и отвести назад) внести полученные отсчеты в графу а1 табл. 12.4.
|
|
|
|
|
|
|
|
|
|
|
Таблица 12.4 |
||
|
|
|
|
|
|
|
|
|
|
|
|
||
Измерения |
|
1-я сторона детали |
|
2-я сторона детали |
|||||||||
|
Snлев |
|
Snправ |
|
Sn'лев |
|
Sn'прав |
||||||
1-й отсчет |
|
|
|
|
|
|
|
|
|
|
|
|
|
2-й отсчет |
|
|
|
|
|
|
|
|
|
|
|
|
|
3-й отсчет |
|
|
|
|
|
|
|
|
|
|
|
|
|
Среднийот- |
а1 = |
|
в1 = |
а’1 = |
в’1 = |
а2 = |
|
в 2 = |
а’2 = |
|
в’2 = |
||
счет |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Snлев = в 1 − а1 |
Snправ = в’1 − а’1 |
Sn'лев = в2 − а2 |
Sn'прав = в’2 − а’2 |
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
||
S = |
Snлев + Snправ |
+ Sn'лев + Sn'прав |
= |
|
|
|
|
|
|
|
|||
|
4n |
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4. Микровинтом продольных перемещений 10 (см. рис. 12.1) переме- стить изделие на произвольное выбранное студентом количество “n” вит- ков и трижды совместить ту же линию сетки с левой стороной профиля n- го витка резьбы, считая от витка, с которого начат отсчет. Показания мик- ровинта 10 внести в соответствующие графы а’1 и в’1 табл. 12.4.
110