

SMU_METROLOGIA
.pdf11.2.ПРАКТИЧЕСКАЯ ЧАСТЬ
11.2.1.КОНТРОЛЬ ГЛАДКОЙ ПРЕДЕЛЬНОЙ ПРОБКИ НА ВЕРТИКАЛЬНОМ ОПТИМЕТРЕ ТИПА ОВО-1.
Измерение гладкой предельной пробки производится в следующей последовательности:
1. Получить у преподавателя задание и выбрать в соответствии с ним необходимые приборы и принадлежности. Данные о приборах и принад- лежностях внести в таблицу 11.1. Тщательно протереть измерительные по- верхности и калибр-пробку мягкой льняной тряпкой, не оставляющей во- локон.
Таблица 11.1
2.Добиться резкого изображения шкалы путем изменения положе- ния осветительного зеркала 3 (см. рис. 11.4).
3.Проверить ход шкалы прибора путем легкого нажатия на арретир
13, предельный ход шкалы должен быть равен ± 0,10 мм (± 100 мкм) (см.
рис. 11.4.).
4.Навести окуляр на резкость изображения шкалы путем вращения диоптрийного кольца 2 (см. рис. 11.4.).
5.Составить схему расположения полей допусков контролируемой детали и пробки (см. рис. 11.8, а также приложение 1 и приложение 2). Рассчитать средний и предельные диаметры проходной (непроходной) стороны измеряемой пробки. Данные внести в таблицу 11.2.
Таблица 11.2
6. Набрать блок измерительных плиток по среднему диаметру про- ходной (непроходной) стороны измеряемой пробки.
91
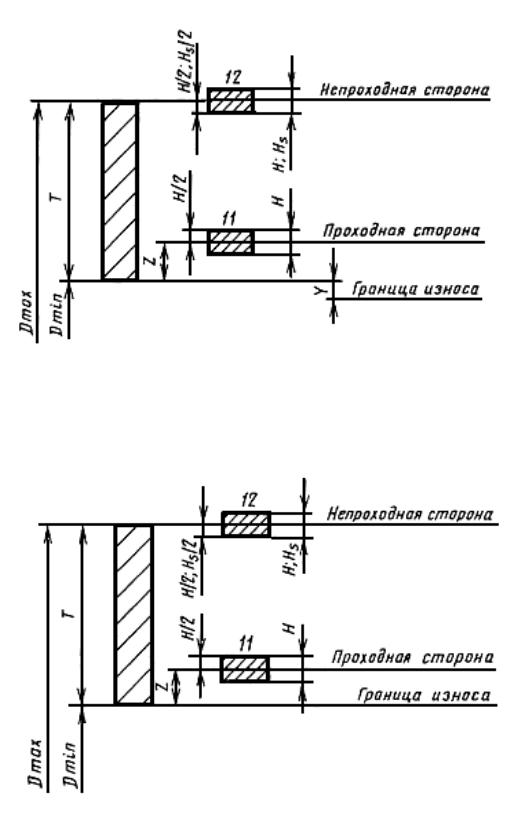
Рис 11.8.а. Схема расположения полей допусков для контроля отверстий квалитетов 6, 7 и 8.
Рис 11.8. б. Схема расположения полей допусков для контроля отверстий квалитетов от 9 до 17
92
7. Ослабить винт 9 и поднять кронштейн 4 с трубкой 1 при помощи гайки 10 (см. рис. 11.4) так, чтобы расстояние измерительной поверхности наконечника 7 до плоскости стола 6 было на 15 − 20 мм больше размера блока плиток.
8.Установить блок плиток на середину измерительного столика.
9.Опустить трубку оптиметра 1 (см. рис. 11.4) при помощи гайки 10, придерживая кронштейн рукой так, чтобы расстояние между измеритель-
ной поверхностью наконечника 7 и верхней плоскостью блока плиток
оставалось 0,5 − 1,0 мм.
10.Затянуть винт 9 (см. рис. 11.4).
11.Отпустить винт крепления столика 11 (см. рис. 11.4).
12.Поднять столик, вращая гайку 12 (см. рис. 11.4). Подъем столика производится до тех пор, пока нулевое деление шкалы не совпадет с непо- движным указателем. Затянуть винт 11.
13.Снять блок плиток со столика, перемещая его параллельно измерительной поверхности столика, предварительно нажав на арретир.
14.Положить измеряемую сторону гладкого калибра-пробки на сто- лик, нажать на арретир и подвести пробку под измерительный наконечник.
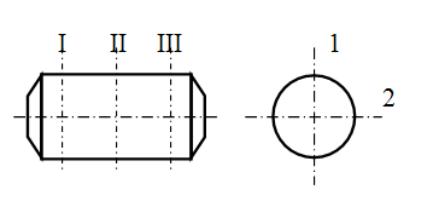
15.Определить отклонение действительного размера пробки от раз- мера блока плиток, перемещая пробку по столику согласно схеме проме- ров (см. рис. 11.9). В качестве отклонения размера пробки от размера блока
вкаждом случае следует принимать наибольшее отклонение по шкале оп- тиметра. При этом необходимо учитывать цену деления шкалы прибора и соответствующий знак «+» или «-».
Рис. 11.9. Схема промеров проходной (непроходной) стороны калиб- ра-пробки
93
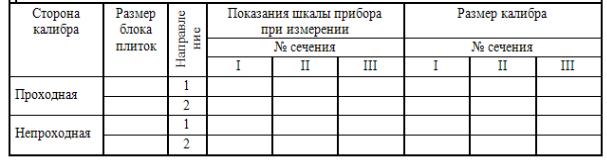
16. Занести данные промеров проходной (непроходной) стороны ка- либра-пробки в раздел «Показания шкалы прибора при измерении» табли-
цы 11.3.
Таблица 11.3
17.Снять пробку со столика, предварительно нажав на арретир.
18.Подсчитать действительные размеры указанных сечений проходной (непроходной) стороны измеряемой пробки, как сумму размера блока плиток и отклонения, полученного по шкале оптиметра и занести их
всоответствующие графа таблицы 11.3.
19.Дать заключение о годности проходной (непроходной) стороны измеряемой пробки, т.е. соответствуют ли действительные размеры пробки установленным предельным размерам по ГОСТ.
20.Определить вид отклонения формы проходной (непроходной)
стороны измеряемой пробки согласно данным промера каждой стороны по шести точкам (см. справочник или плакат в аудитории 205).
11.2.2. КОНТРОЛЬ ГЛАДКОЙ ПРЕДЕЛЬНОЙ ПРОБКИ НА МИКРОКАТОРЕ.
Измерение гладкой предельной пробки производится в следующей последовательности:
1.Тщательно протереть пробку мягкой льняной тряпкой, не остав- ляющей волокон.
2.Проверить ход шкалы прибора путем легкого нажатия на арретир
13, предельный ход шкалы должен быть равен ± 0,10 мм (см. рис. 11.5).
3.Составить схему расположения полей допусков проверяемой дета- ли и пробки. Рассчитать средний и предельные диаметры проходной (не- проходной) стороны измеряемой пробки.
4.Набрать блок измерительных плиток по среднему диаметру про- ходной (непроходной) стороны измеряемой пробки.
5.Поднять кронштейн 4 (см. рис. 11.5) при помощи гайки 10 так,
чтобы расстояние измерительной поверхности наконечника 7 до плоскости
стола 6 было на 15 − 20 мм больше размера блока плиток.
6. Установить блок плиток на середину измерительного столика.
94
7. Ослабить винт 9 и поднять кронштейн 4 с трубкой 1 при помощи гайки 10 (см. рис. 11.5), придерживая кронштейн рукой так, чтобы рассто- яние между измерительной поверхностью наконечника 7 и верхней плос- костью блока плиток оставалось 0,5 − 1,0 мм.
8.Затянуть винт 9 (см. рис. 11.5).
9.Отпустить винт крепления столика 11 (см. рис. 11.5).
10.Поднять столик, вращая гайку 12 (см. рис. 11.5). Подъем столика производится до тех пор, пока нулевое деление шкалы не совпадет с непо- движным указателем. Затянуть винт 11.
11.Снять блок плиток со столика, перемещая его параллельно измерительной поверхности столика, предварительно нажав на арретир.
12.Положить измеряемую сторону гладкого калибра-пробки на сто- лик, нажать на арретир и подвести пробку под измерительный наконечник.
13.Определить отклонение действительного размера пробки от размера блока плиток, перемещая пробку по столику согласно схеме промеров (см. заготовку отчета). В качестве отклонения размера пробки от
размера блока в каждом случае следует принимать наибольшее отклонение по шкале микрокатора (учитывая цену деления шкалы и знак).
14.Занести данные промеров в таблицу.
15.Снять пробку со столика, предварительно нажав на арретир.
16.Подсчитать действительные размеры указанных сечений проход- ной (непроходной) стороны измеряемой пробки, как сумму размера блока плиток и отклонения, полученного по шкале микрокатора.
17.Дать заключение о годности проходной (непроходной) стороны измеряемой пробки, т.е. соответствуют ли действительные размеры пробки установленным предельным размерам по ГОСТ.
18.Определить вид отклонения формы проходной (непроходной) стороны измеряемой пробки (аналогично п. 11.2.1.).
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
I. На каком принципе основано устройство прибора, область его применения.
2.Существующие методы измерения и методы, применяемые при работе с вертикальным оптиметром (микрокатором).
3.Преимущества и недостатки вертикального оптиметра (микрока- тора) перед другими типами приборов.
4.Порядок измерения вертикальным оптиметром (микрокатором).
5.Факторы, влияющие на увеличение погрешности измерения верти- кальным оптиметром (микрокатором).
6.Общие узлы вертикального оптиметра (микрокатора).
95
7.Методика настройки на нуль вертикального оптиметра (микрока- тора) и проверка правильности настройки.
8.Нарисовать кинематическую схему вертикального оптиметра (микрокатора).
9.Определить по техническим характеристикам погрешность верти- кального оптиметра (микрокатора).
10.Указать с какой точностью возможно произвести измерения де- тали вертикальным оптиметром (микрокатором).
11.Нарисовать схему расположения полей допусков гладкого пре- дельного калибра-пробки для контроля отверстия заданного размера.
12.Определить по схеме расположения полей размеры настройки вертикального оптиметра (микрокатора) на ноль для контроля проходной и непроходной стороны гладкого предельного калибра-пробки .
13.Указать условия годности детали, исправимого и неисправимого
брака.
12.ЛАБОРАТОРНАЯ РАБОТА № 6 «ИЗМЕРЕНИЕ ЭЛЕМЕНТОВ
ЦИЛИНДРИЧЕСКОЙ РЕЗЬБЫ, КОНУСОВ И РАДИУСОВ КРИВИЗНЫ НА МИКРОСКОПЕ МАЛОМ ИНСТРУМЕНТАЛЬНОМ»
Цель лабораторной работы:
Ознакомиться с устройством малого микроскопа инструментального (ММИ) и методикой измерения на нем элементом цилиндрической резьбы, конусов и радиусов кривизны.
12.1. ТЕОРЕТИЧЕСКАЯ ЧАСТЬ
Малый микроскоп инструментальный (ММИ) относится к группе оптико-механических приборов и предназначен для измерения линейных и
угловых размеров элементов деталей в условиях заводских лабораторий и инструментальных цехов. Удачная конструкция и удобство обслуживания микроскопа обеспечивают достаточно высокую точность измерений.
12.1.1. ОСНОВНЫЕ УЗЛЫ МИКРОСКОПА
Основными узлами микроскопа (рис. 12.1) являются: станина 1 с предметным столиком 2; качающаяся колонка 3 с прикрепленной к ней осветительной трубой 4; тубус микроскопа 5, смонтированной на крон- штейне 6 колонки; окулярная головка 7.
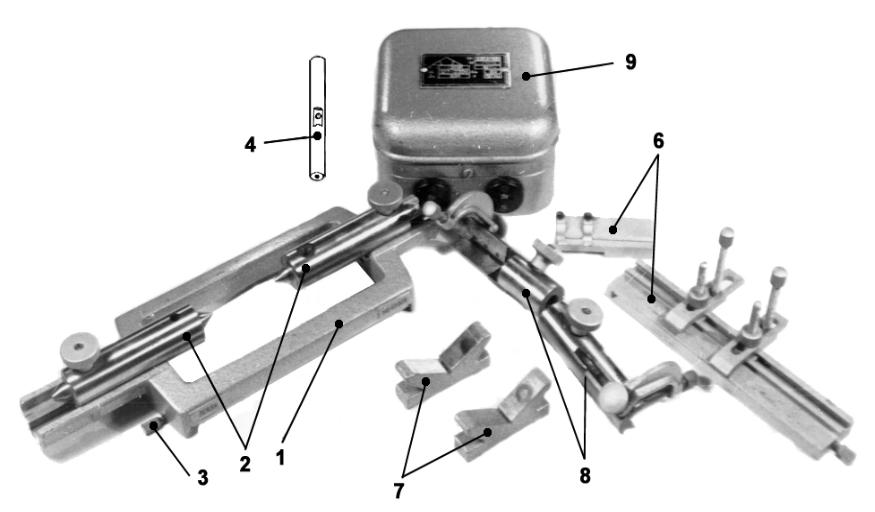
12.1.2 ОСНОВНЫЕ ПРИНАДЛЕЖНОСТИ МИКРОСКОПА
1. Бабка 1 (см. рис. 12.2) для крепления деталей в центрах 2. Уста- навливается на предметный столик и крепится винтами 3.
96
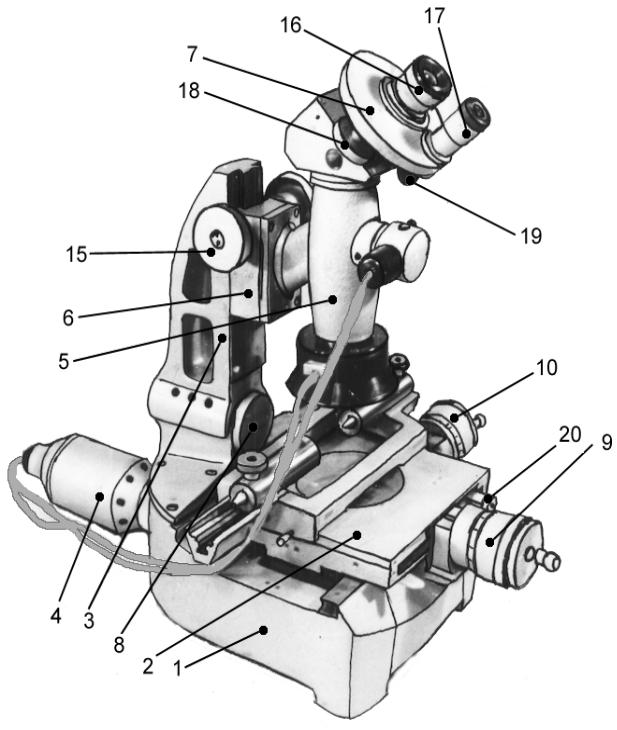
Рис. 12.1. Малый микроскоп инструментальный (ММИ)
97
98
Рис. 12.2.. Основные принадлежности микроскопа
2. Установочная оправа 4 для фокусировки тубуса микроскопа на линию центов и выверки параллельности линии центов продольному пе- ремещению стола.
3. Простановочные мерные плитки L= 25 мм и 50 мм.
4.Прижимы 6, призматические стойки 7, призмы для бесцентровых изделий 8. Эти принадлежности предназначены для фиксации деталей на столике ММИ.
5.Понижающий трансформатор 9.
12.1.3. УСТРОЙСТВО МИКРОСКОПА
На станине 1 микроскопа (см. рис. 12.1) смонтирован предметный столик 2 и, качающаяся на оси 8, колонка. Предметный столик перемещается в поперечном направлении микровинтом 9, в продольном − микровинтом 10.
Максимальная величина перемещений столика в продольном и поперечном направлениях − 25 мм.
При установке между базой 11 (см. рис. 12.3) столика и наконечником микровинта 10 (см. рис. 12.1) мерных плиток величина продольного перемещения может достигать 75 мм.
Возврат столика после удаления плиток и его поджим к стержню микрометра осуществляется пружинами. Во избежание ударов при возвра- те стола, его движение замедляется амортизатором.
На столик устанавливаются измеряемые предметы или непосредственно, или закрепленными в установочных приспособлениях, например в бабке с центрами.
Присоединенная к колонке осветительная труба 4 (см. рис. 12.1) нижней подсветки состоит из осветителя 12 (см. рис. 12.3), вставленного в трубу 13, в которой установлена диафрагма. Диафрагмирование осуществ- ляется кольцом 14 в целях получения четкого изображения контуров дета- лей и повышения точности измерений.
Диаметры отверстия диафрагмы, в зависимости от измеряемого объ- екта, приводятся в таблице 12.1.
На колонке смонтирован кронштейн 6 (см. рис. 12.1), с укрепленным на нем тубусом микроскопа 5 и окулярной головкой 7. Фокусировка тубуса осуществляется перемещением кронштейна головкой 15.
Используемая в данной работе угловая окулярная головка 7 имеет окуляр 16 основного микроскопа и окуляр 17 отсчетного микроскопа угло- вой шкалы. При наблюдении в окуляр 16 видна штриховая сетка (см. рис. 12.5). Сетка представляет собой перекрещивающиеся пунктирные и сплошные линии (прицел), которые нанесены на пластинку 12 (см. рис. 12.7).
При наблюдении в окуляр отсчетного микроскопа видны деления и минутная шкала (см. рис. 6) градусного лимба 11 (см. рис. 12.7).
99
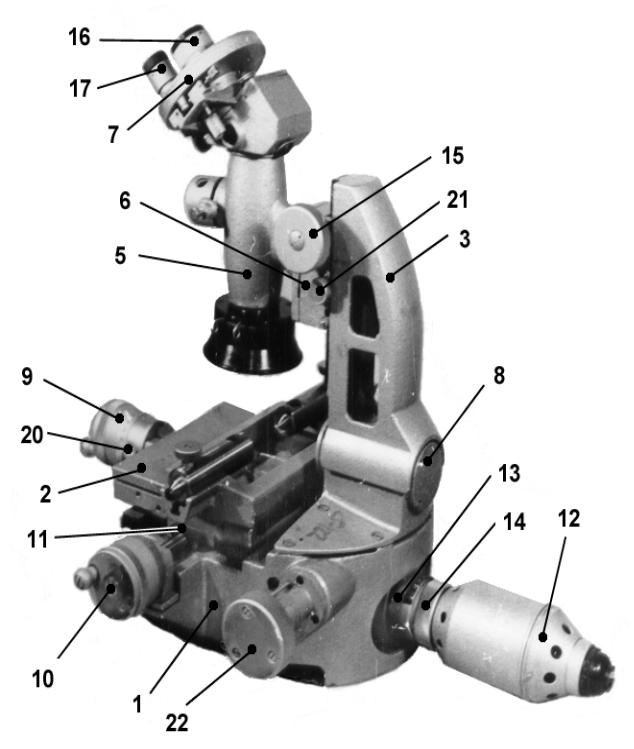
Рис. 12.3. Органы управления малого микроскопа инструментального
(ММИ)
100