

SMU_METROLOGIA
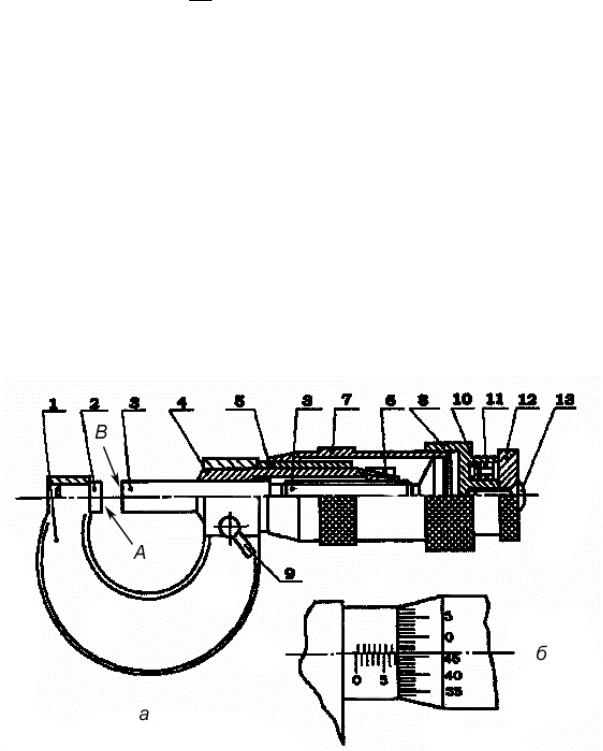
.pdfУстановка упора 1 на величину hх производится по штанге 4 и нони- усу 2. Отсчет действительной толщины зуба Sх производится по штанге 12 и нониусу 8.
Рис. 7.10.
При совпадении торца упора 1 с кромками губок 3 и 10 нулевое де- ление нониуса 2 должно совпадать с нулевым делением штанги 12.
7.1.6. ВИДЫ И МЕТОДЫ ИЗМЕРЕНИЙ
Виды измерений определяются физическим характером измеряемой величины, требуемой точностью измерения, необходимой скоростью изме- рения, условиями и режимом измерений и т.д. Можно, например, выде- лить виды измерений в зависимости от их цели: контрольные, диагности-
31
ческие и прогностические, лабораторные и технические, эталонные и по- верочные и т.д. Наиболее часто используются технические измерения.
Классификация видов измерения:
1. по характеристике точности:
а) равноточные – ряд измерений какой-либо величины, выполнен-
ных одинаковыми по точности средствами измерений и в одних и тех же условиях, а также одним средством измерений с равномерной шкалой;
б) неравноточные – ряд измерений какой-либо величины, выпол-
ненных несколькими различными по точности средствами измерений в одних и тех же условиях, или одним средством измерений с неравномер- ной шкалой;
2.по числу измерений величины:
а) однократные (до 3-х раз); б) многократные (свыше 3-х раз);
3.по отношению к изменению измеряемой величины:
а) статические – измерение неизменной во времени физической ве- личины (например, измерение диаметра детали при нормальной темпера- туре);
б) динамические – измерение изменяющейся во времени физиче- ской величины (например, измерение напряжения электрического тока или измерение температуры окружающей среды);
3. по выражению результата измерений:
а) абсолютные – измерение, которое основано, как правило, на пря- мых измерениях основных величин и (или) использовании физических констант (например, измерение силы тяжести F основано на измерении ос- новной физической величины массы m и использовании физической посто- янной – ускорения свободного падения g);
б) относительные – измерение отношения величины к одноименной величине, выполняющей роль единицы (например, измерение давления воздуха в «атмосферах», определение расстояния между звёздами в «све- товых годах» и т.д.);
4. по общим приёмам получения результатов измерений:
а) прямые – измерение, при котором искомое значение физической величины получают непосредственно в процессе измерения (например при измерении диаметра детали микрометром (т.е. надо Вася измерить диа- метр – измеряй диаметр));
б) косвенные – измерение, при котором искомое значение физиче-
ской величины определяют на основании измерения других физических величин, связанных с искомой известной зависимостью (например, опре- деление длины окружности через измерение диаметра, зная что L=πD);
в) совместные – производимые одновременно измерения двух или нескольких неодноименных величин (например, измерение различных со- противлений проводника при различных температурах одновременно);
32
г) совокупные – производимые одновременно измерения двух или нескольких одноименных величин (например, измерение взаимоиндуктив- ности катушки двумя методами (сложением и вычитанием полей) одно- временно);
Метод измерений – приём или совокупность приёмов сравнения из- меряемой величины с её единицей в соответствии реализованным принци-
пом измерений.
Методы измерений классифицируются по нескольким признакам.
Классификация методов измерения:
1. по общим приёмам получения результатов измерений:
а) прямой – реализуется при измерении инструментом прямого дей- ствия (т.е. Вася без всяких преобразователей (аналогово-цифровых, фото- электрических, термоэлектрических и т.д.));
б) косвенный – реализуется при измерении инструментом, исполь- зующим какой-либо из преобразователей (аналогово-цифровых, фотоэлек- трических, термоэлектрических и т.д.));;
2. по связи с объектом:
а) контактный – основан на том, что чувствительный элемент при- бора (измерительный наконечник) приводится в контакт с объектом изме- рения (например, измерение диметра детали микрометром);
б) бесконтактный – основан на том, что чувствительный элемент прибора (измерительный наконечник) не приводится в контакт с объектом измерения (например, измерение диметра резьбы на микроскопе);
3. по способу сравнения измеряемой величины с её единицей:
а) метод непосредственной оценки – всё значение искомой еличиины определяют непосредственно по отсчётному устройству (шка- ле) инструмента (например измерение длины рулеткой или измерение диа-
метра штангенциркулем с точностью до 1мм по основной шкале); б) методы сравнения с мерой – измеряемую величину сравнивают с
величиной, воспроизводимой мерой (существует ряд разновидностей этого метода: нулевой метод, метод измерений с замещением, метод противопо- ставления, метод дополнения, метод совпадений (когда значение величины определяется по совпадению отметок шкал или измерительных сигналов, например, измерение штангенциркулем, где дробное значение измеряемой
величины получаем по совпадению отметок на основной шкале и шкале нониуса), дифференциальный метод (например, измерение диаметра ци- линдров рычажной скобой, где искомое значение величины находим сло- жением размера предварительно настроенной меры (блока плиток) и от- клонений от неё (показаний шкалы прибора), полученных при измерении детали) и т.д.);
33
7.2.ПРАКТИЧЕСКАЯ ЧАСТЬ
7.2.1.ИЗМЕРЕНИЕ ЦИЛИНДРИЧЕСКОЙ ДЕТАЛИ
1.Получив от преподавателя отдельную деталь, сделать её чертёж и
обозначить на нем с помощью букв указанные размеры (обычно два наружных диаметра, один внутренний диаметр, общая высота детали и глубина до любого уступа).
2.Изучить теоретическую часть в части устройства штангенинстру- ментов и правил пользования ими.
3.Для измерения диаметральных размеров выбрать подходящий по диапазону измерений штангенциркуль и занести всю необходимую ин- формацию о нем в таблицу 7.1 отчета (то же самое проделать и с осталь- ными инструментами).
|
|
|
|
Табл.7.1. |
|
Характеристики применяемых инструментов и приборов |
|||||
|
|
|
|
|
|
Наименование |
Завод изгото- |
Предел |
Цена де- |
Заводской |
|
витель |
измерений |
ления |
номер |
||
|
|||||
Штангенциркуль |
|
|
|
|
|
|
|
|
|
|
|
Штангенглубиномер |
|
|
|
|
|
|
|
|
|
|
|
Штангенрейсмасс |
|
|
|
|
|
4.Произвести по шесть измерений каждого из диаметров, помня при этом, что методика измерения внутренних диаметров отличается от мето- дики измерения наружных диаметров. Данные измерений по основной шкале и шкале нониуса внести в соответствующие графы таблицы 7.2 от- чета. Рассчитать действительные размеры диаметров, сложив значения из граф, основная шкала и шкала нониуса таблицы 7.2 отчета и определить средний размер каждого из диаметров.
5.Для измерения высотного размера установить деталь и штанген- рейсмасс на специальную (чугунную) плиту. Проверить правильность установки измерительной ножки 4 (см. рис. 7.7 а.) в кронштейне подвиж- ной рамки.
6.Измерить высоту детали шесть раз и записать данные результатов измерений по основной шкале и шкале нониуса в соответствующие графы таблицы 2 отчета. Рассчитать действительные размеры высоты детали, сложив значения из граф, основная шкала и шкала нониуса таблицы 7.2 отчета и определить её средний размер.
34
Табл. 7.2.
Результаты измерений детали
|
размер – |
|
размер – |
|
размер – |
|
размер – |
|
размер – |
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
№ |
оснпо. |
Шкале |
по иусунон |
размер |
оснпо. Шкале |
по нониусу |
размер |
оснпо. Шкале |
по нониусу |
размер |
оснпо. Шкале |
по иусунон |
размер |
оснпо. Шкале |
по иусунон |
размер |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
п/п |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
мм |
мм |
мм |
мм |
мм |
мм |
мм |
мм |
мм |
мм |
мм |
мм |
мм |
мм |
мм |
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ср. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
7.Измерить глубинный размер детали с помощью штангенглубино- мера (шесть раз) и записать данные результатов измерений по основной шкале и шкале нониуса в соответствующие графы таблицы 7.2 отчета. Рас- считать действительные размеры глубины, сложив значения из граф, ос- новная шкала и шкала нониуса таблицы 7.2 отчета и определить её сред- ний размер.
8.Показать данные промеров детали преподавателю. При необходи- мости сделать повторные замеры.
9.Оформить чистовой отчет.
10.Подготовиться к защите.
7.3.ПЕРЕЧЕНЬ ВОПРОСОВ К ЗАЩИТЕ
1.Виды штангенинструментов и область их применения.
2.Существующие методы измерения и методы, применяемые при работе с штангенинструментами.
3.Преимущества и недостатки штангенинструментов перед другими типами мерительных инструментов.
4.Порядок измерения штангенинструментами.
5.Факторы, влияющие на увеличение погрешности измерения штан- генинструментами.
6.Общие узлы и детали штангенинструментов.
7.Основная базовая деталь всех штангенинструментов.
8.Шкала, на применении которой основан принцип измерения мно- гих штангенинструментов.
35
9.Определить по техническим характеристикам погрешность штан- генинструментов.
10.Указать с какой точностью возможно произвести измерения де- тали данным штангенинструментом.
11.Сравнить по методам измерения штангенинструменты и рычаж- но-зубчатые (рычажную скобу и рычажный микрометр).
12.Какова связь цены деления нониуса штангенинструментов с его общим количеством делений?
13.Влияние диапазона измерений штангенинструментов на их точ-
ность.
14.Влияние класса точности изготовления штангенинструментов на погрешность измерения и их точность.
8. ЛАБОРАТОРНАЯ РАБОТА № 2 «ИЗМЕРЕНИЕ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ПРИ ПОМОЩИ МИКРОМЕТРИЧЕСКИХ ИНСТРУМЕНТОВ»
8.1.ТЕОРЕТИЧЕСКАЯ ЧАСТЬ
8.1.1.ОБЩИЕ СВЕДЕНИЯ О МИКРОМЕТРИЧЕСКИХ ИНСТРУМЕНТАХ
Микрометрические инструменты относятся к группе универсальных
измерительных приборов и инструментов.
Они предназначены для абсолютных измерений наружных и внутренних размеров, глубин и высот деталей, обработанных с точностью не выше 6-7 квалитетов.
Наиболее распространенными видами микрометрических инстру- ментов являются:
1)микрометры;
2)нутромеры микрометрические;
3)глубиномеры микрометрические.
Конструкция микрометрических инструментов основана на приме- нении винтовой пары (микрометрический винт и гайка).
Известно, что линейное перемещение микрометрического винта
прямо пропорционально величине шага резьбы и углу поворота винта с достаточно высокой точностью. Так как в микрометрических инструментах шаг винта достаточно постоянный, то величина линейного перемещения винта зависит только от угла поворота.
В современных микрометрических инструментах шаг винта, тради- ционно, делается равным 0,5 мм, а окружность для отсчета угла поворота делится на 50 равных частей. Поэтому на одну часть окружности (на одно деление), при повороте, приходится линейное перемещение винта равное:
36
l = 0.5× 501 = 0.01мм
Таким образом, цена деления традиционных микрометрических ин- струментов равна 0,01 мм.
8.1.2. УСТРОЙСТВО МИКРОМЕТРА
Микрометр служит в основном для наружных измерений. Устрой- ство обычных микрометров состоит из трех основных узлов (рис. 8.1):
-скобы;
-микрометрического устройства (микрометрической головки);
-устройства для обеспечения постоянства измерительного усилия при измерении (трещотки).
На левом конце скобы 1 располагается пятка 2 с неподвижной изме- рительной поверхностью А. На правом конце скобы 1 находится микро- метрическая головка, одной из основных деталей которой является микро- метрический винт 3. Наружный торец микрометрического винта 3 является второй (подвижной) измерительной поверхностью В.
Рис. 8.1 Устройство обычного микрометра
Микрометрический винт 3 центрируется своей гладкой частью в направляющей втулке 4. Задний торец направляющей втулки 4, являю-
37
щийся гайкой для микрометрического винта, выполнен разрезным. На
наружную коническую резьбовую поверхность этой разрезной части гайки навернута регулировочная гайка 6, которая предназначена для устранения мертвого хода микрометрического винта, возникающего вследствие зазо- ров по среднему диаметру резьбы.
На наружной поверхности стебля 5 (см. рис. 8.1 б) нанесен продоль-
ный штрих и два ряда перпендикулярных продольному штриху делений (ряд сверху и ряд снизу), которые наносятся с интервалом 1 мм и смещены (верхний ряд относительно нижнего) на 0,5 мм. Эти штрихи образуют ос- новную шкалу и позволяют определять размер с точностью (ценой деле- ния) до 0,5 мм.
Барабан 7 микрометра соединен с микрометрическим винтом с по- мощью колпачка 8. На скосе барабана (см. рис. 8.1б) по окружности нане- сены 50 равных делений, которые образуют дополнительную шкалу с це- ной деления 0,01 мм.
Стопорный винт (на данном рисунке рычаг 9 или в другом исполне- нии микрометра накатная гайка, накрученная на направляющую втулку 4) дает возможность стопорить микрометрический винт в любом положении. Возможность фиксации микровинта, облегчает установку микрометра на нуль и повышает производительность контроля при замере партии дета- лей, (микрометр может быть установлен на заданный размер и микровинт закреплен).
Для уменьшения погрешностей, связанных с колебаниями величины измерительного усилия (человеческий фактор), служит устройство для обеспечения постоянства измерительного усилия (трещотка) 12. В колпач- ке 8 засверлено глухое отверстие. В этом отверстии помещен зуб 10 тре- щотки, прижимаемой пружиной 11 с определенным усилием. Трещотка прикрепляется к колпачку 8 винтом 13. Для уменьшения погрешностей
измерения рекомендуется вращать микровинт с помощью трещотки При вращении трещотки, микровинту передается крутящий момент,
обеспечивающий измерительное усилие микрометра 700 ± 200 г. Микрометры изготовляются с различными пределами измерения.
Например: 0 - 25 мм, 25 – 50 мм, 200 – 225 мм, 300 – 400 мм и т.д. Для удобства измерений микрометр при контроле мелких деталей может за- крепляться в специальной стойке.
Допустимые погрешности гладких микрометров по ГОСТ 6507-60 составляют ± 0,004 мм в диапазоне измерений от 0мм до 100 мм.
Для особо точных измерений выпускаются микрометры с цифровы- ми отсчетными устройствами, встроенными в скобу (см. рис. 8.2 б), или в стебель микрометрической головки (см. рис. 8.2 а).
38
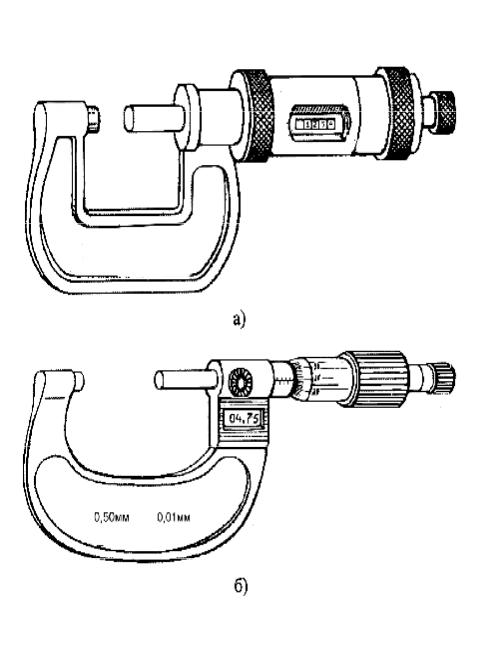
Рис. 8.2. Устройство цифровых микрометров
8.1.3. МИКРОМЕТРИЧЕСКИЙ НУТРОМЕР
Микрометрический нутромер служит для измерения внутренних размеров. Микрометрический нутромер состоит из:
-узла гильзы (рис. 8.3);
-узла микрометрического винта (рис. 8.3);
-съемного измерительного наконечника (рис. 8.4);
-удлинителей (рис. 8.5).
39
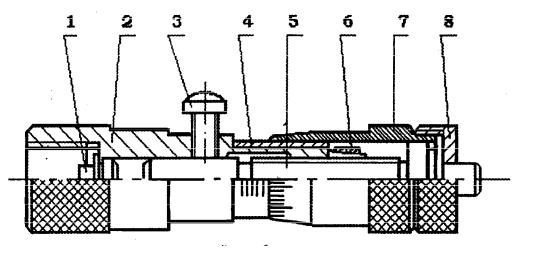
Вгильзу 2 (см. рис. 8.3) с левого конца запрессован измерительный наконечник 1. Правый конец гильзы, в котором нарезана точная внутрен- няя резьба, служит гайкой микрометрического винта 5.
Правый конец гильзы разрезан. На наружную резьбу правого конца гильзы ввинчивается регулировочная гайка 6, которая служит для выбира- ния мертвого хода микрометрической пары.
На гильзу запрессован стебель 4, на который нанесен продольный штрих и поперечные деления, которые образуют основную шкалу. Интер- вал поперечных делений 0,5 мм (цена деления основной шкалы).
Вгильзу ввернут стопорный винт 3, который может фиксировать микрометрический винт в требуемом положении.
С микрометрическим винтом соединен барабан 7, на скосе которого нанесены по окружности 50 делений, которые образуют дополнительную шкалу с ценой деления 0,01мм. Барабан 7 прижимается к буртику винта гайкой 8. Сквозь центральное отверстие гайки выходит наружу сфериче- ский измерительный наконечник микрометрического винта 5, армирован- ный твердым сплавом.
Впродольном направлении микрометрический винт может переме- щаться на 13мм, т.е. диапазон измерений самого нутромера (без удлините- лей) равен 13 мм.
Рис. 8.3. Устройство микрометрического нутромера
40