

Изготовление отливок в разовых формах
3.1. Понятие о способах изготовления форм и стержней
Литые заготовки, получаемые в разовых, однократно заполняемых металлом литейных формах, отличаются обширной номенклатурой и размерами. Точность отливок оценивается 8-м классом, а допуски на размеры находятся в пределах от ±0,5 до ±0,7 мм.
Изготовление литейной формы – составное звено технологического процесса получения литой заготовки. Упрощенная схема технологического процесса получения литой заготовки в разовой песчано-глинистой форме приведена на рис. 3.1.
Процесс изготовления литейной формы называют формовкой. Этот процесс складывается из ряда операций, выполняемых при помощи литейной оснастки и приспособлений. Литейная оснастка состоит из моделей, стержневых ящиков, сушильных плит, опок, щитков.
Модель – это формообразующее приспособление, при помощи которого в форме получают отпечаток, соответствующий внешней конфигурации отливки. Внутренние отверстия и полости в отливках, а также отдельные наружные очертания сложной конфигурации получают при помощи стержней.
Модель имеет знаковые части, которые дают углубления в литейной форме для установки и точной фиксации в ней стержней. Модели изготовляют чаще разъемными для удобства формовки и извлечения их из формы. Для предотвращения смещения частей модели на них делают выступы (шипы) и впадины. Модели изготовляют из дерева, пластмасс или металла. При машинной формовке модели монтируют на плитах с одной или двух сторон.
Стержневой ящик – это приспособление, в котором изготовляют стержни из стержневой смеси. Внутренняя полость стержневого ящика соответствует конфигурации стержня со знаками, при помощи которых он устанавливается и фиксируется в форме.
Стержневые ящики бывают одноместные и многоместные с разъемом для удобства извлечения стержней. Для предотвращения .смещения частей ящика на них имеются выступы и впадины. Стержневые ящики изготовляют из дерева, пластмасс и металла.
Сушильные плиты для стержней (драйеры) могут быть плоскими и фасонными – с углублениями, соответствующими конфигурации стержня. Сушильные плиты применяют для сохранения геометрических размеров стержней после извлечения их из стержневого ящика и транспортировки в сушила.

Рис. 3.1. Упрощенная схема технологического процесса получения литой заготовки в разовой песчано-глинистой форме
Опоки представляют собой жесткие рамки различной формы, изготовляемые методами литья или сварки из стальных штампованных пластин. Они служат для сохранения формы и размеров отпечатка от модели в формовочной смеси, уплотненной внутри опоки.
Опоку с уплотненной смесью и отпечатком от модели называют полуформой. В большинстве случаев формовку выполняют в двух опоках, поэтому для предотвращения смещения полуформ опоки имеют проушины с втулками, в которые вставлены штыри. При изготовлении форм на машинах эти же втулки служат для точной установки опоки на модельной плите.
3.2. Разработка технологии получения литой заготовки
Разработка технологии состоит из выбора и обоснования способа изготовления литейной формы; конструирования модели, стержневых ящиков, сушильных плит, литниковой системы для заполнения формы металлом; разработки последовательности технологических операций формовки, сборки форм, заливки их металлом, очистки и обрубки отливок; методов и способов контроля качества литой заготовки.
При конструировании модели сначала разрабатывают технологический чертеж отливки. На чертеж детали (рис. 3.2, а), которая путем механической обработки будет получена из литой заготовки, наносят все технологические указания, необходимые при изготовлении модели. Все размеры детали увеличивают пропорционально величине усадки сплава, из которого будет изготовлена отливка. На поверхности, с которых будет сниматься слой металла при изготовлении детали, наносят припуски / на механическую обработку (рис. 3.2, б). Отверстия 2 диаметром менее 12 мм в заготовках обычно получают сверлением, поэтому их тоже заштриховывают, как припуск на механическую обработку.
Припуски для чугунных отливок выбирают по ГОСТ 1855–55, а для стальных – по ГОСТ 2009–55. Для чугунных отливок с габаритными размерами 120–150 мм припуски находятся в пределах 2–6 мм, а для стальных –3–8 мм.
Для удобства формовки и извлечения модели из уплотненной формовочной смеси модели делают разъемными. Плоскость разъема, как правило, проходит через ось симметрии будущей модели, но обязательно так, чтобы ее части (верхняя и нижняя) беспрепятственно удалялись из полуформ. При этом учитывается необходимость расположения ответственных поверхностей отливки в нижней части формы или вертикально, так как вверху всегда при заливке формы металлом скапливаются шлак и газы.
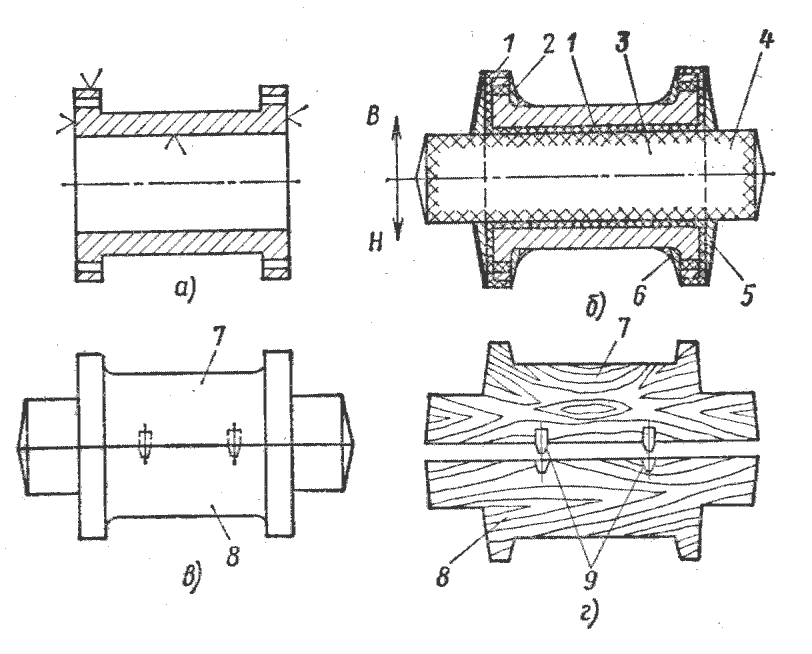
Рис. 3.2. Пример технологической разработки отливки
Разъем модели условно обозначают буквами РМ, а разъем литейной формы обозначают РФ. Верх и низ модели в форме обозначают соответственно В и Н. Если разъем модели и формы совпадает, то на чертеже должно быть обозначение МФ. Для точного совмещения полумоделей 7 и 8 на одной из них имеются шипы, а на другой–впадины 9. Крупные отверстия и полости в отливках получают с помощью стержней 3. Для точной фиксации стержня в форме используют стержневые знаки 4, выполняемые заодно с самим стержнем. Стержень на чертеже обычно обозначают перекрестной штриховкой по контуру. При горизонтальном положении стержня, имеющего форму тела вращения, знаки делают цилиндрическими, а при вертикальном –в виде усеченного конуса для удобства сборки полуформ. Модель и стержень имеют одинаковые по конструкции стержневые знаки. Форму и размеры знаковых частей назначают по ГОСТ 3606–57 с учетом размеров стержня, способа формовки и его положения в форме.
Для облегчения выема модели из уплотненной смеси на всех ее вертикальных поверхностях по отношению к плоскости разъема РМ наносят формовочные или литейные уклоны 5. Величина уклонов зависит от размеров и места расположения поверхности. Металлические модели имеют наружные уклоны от 1°30' до 0°30' н внутренние от 3° до 0°45', деревянные модели –соответственно уклоны 3°–0°30' и 3°–1°. С увеличением размера поверхности уклоны уменьшаются. В местах сопряжении поверхностей моделей вводят радиусы скруглений (галтели) 6. При наличии галтелей литейная форма в таких скругленных углах после извлечения модели не осыпается, а отливка не приобретает склонности к появлению трещин, так как устраняются концентраторы напряжений.
После нанесения на чертеж (рис. 3.2, б) всех указаний приступают к изготовлению модели в и стержневого ящика. Размеры модели и ее очертания соответствуют чертежу б, а размеры и очертания рабочей полости стержневого ящика соответствуют размерам и очертаниям стержня 3, со знаками 4. По ящику изготовляют стержень путем уплотнения стержневой смеси в рабочей полости ящика. Затем стержень сушат для придания ему прочности. Поверхности деревянных моделей и ящиков окрашивают для предохранения от влаги и уменьшения шероховатости. Цвет окраски моделей и отдельных ее частей регламентирует ГОСТ 2413–67. Знаковые части моделей и стержней всегда имеют черный цвет, корпус моделей может быть красным, зеленым, серым и желтым в зависимости от применяемого сплава.
В разработку литейной технологии входит конструирование и расчет литниковой системы, которая служит для заполнения литейной формы металлом. По конструкции и расположению в литейной форме литниковые системы очень разнообразны. Схематично способы подвода металла в литейную форму показаны на рис. 3.3.
Для различных сплавов и видов форм применяют разные по конструкции литниковые системы, но независимо от конструкции литниковая система должна обеспечивать питание отливки в процессе кристаллизации жидким металлом и предотвращение усадочных раковин; равномерное без завихрения заполнение металлом формы без размывания и подсоса воздуха; задержание шлаковых, неметаллических и засорных включений и предотвращение попадания их в полость формы с металлом; кратчайший путь металлу в полости формы, чтобы он не терял температуру; минимально возможную площадь, занимаемую на модельной плите и в форме для большего размещения моделей на плите и отливок в форме; однородность структуры отливки после ее кристаллизации; отсутствие препятствия при усадке отливок; легкое отделение от отливки в процессе выбивки ее из формы; минимальное количество точек подвода металла к отливке с целью сокращения объема работ при зачистке отливок.
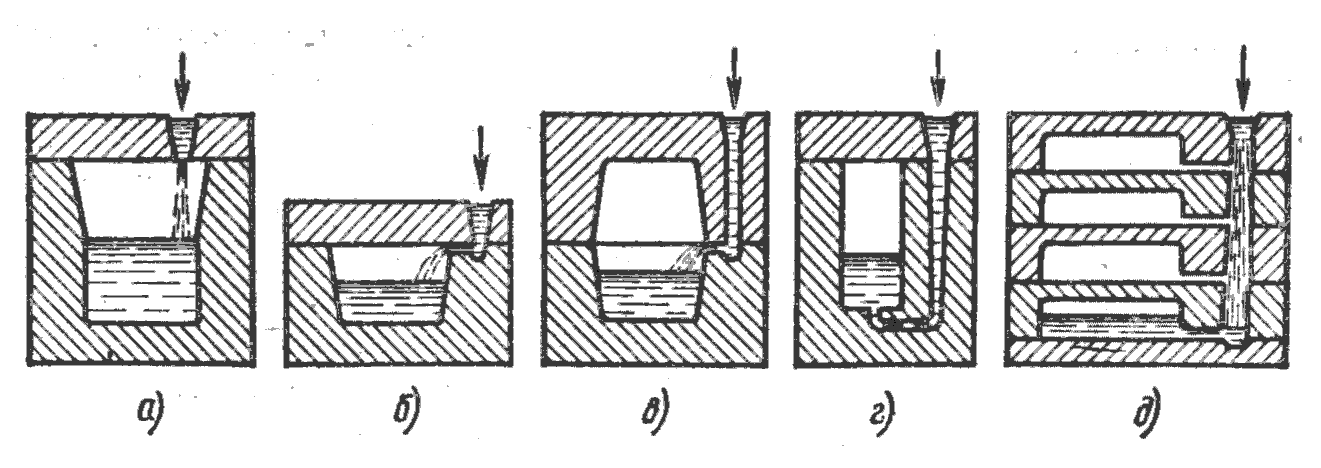
Рис. 3.3. Схема подвода металла в литейные формы: а – свободное падение: б – сверху через разъем формы; в – по разъему опок; г– снизу сифоном; д – по разъему опок от одного стояка – стопочная заливка.
Конструкция литниковой системы должна состоять из стандартных элементов, легко изготовляемых и заменяемых при износе.
Последовательность изготовления сырой песчано-глинистой формы в опоках ручным способом показана на рис. 3.4. Вначале изготовляют нижнюю полуформу (позиция а). На подмодельный щиток / укладывают полумодель 2 (без выступающих шипов), затем на этот же щиток устанавливают опоку 3. Полумодель располагают в опоке таким образом, чтобы оставалось место для размещения литниковой системы. К полумодели подводят модель элемента литниковой системы – питатель 4.
На предварительно протертую мазутом с керосином или графитом поверхность полумодели насыпают тонкий слой разрыхленной и просеянной облицовочной формовочной смеси, которую уплотняют на поверхности полумодели. Затем последовательно насыпают и уплотняют слои наполнительной смеси, пока уровень ее несколько не превысит край опоки 3.
Излишки уплотненной смеси линейкой срезают вровень с краем опоки. Нижнюю полуформу поворачивают на 180° (вверх плоскостью разъема модели) и на нижнюю полумодель 2 устанавливают верхнюю полумодель 7, совмещая шипы и впадины 13 (позиция б). На опоку 3 нижней полуформы устанавливают верхнюю опоку 8 и взаимно их фиксируют при помощи штырей 6, которые входят во втулки боковых проушин опок 5. Поверхность нижней полуформы посыпают тонким слоем разделительного песка для предотвращения соединения двух полуформ в процессе уплотнения смеси.
На самую высокую поверхность модели устанавливают выпор 9, который обеспечит отвод газов из формы. Над моделью питателя 4 устанавливают модель шлакоуловителя 12 и стояка 11 с литниковой чашей 10. После этого формуют верхнюю полуформу, уплотняя формовочную смесь в опоке 8. Затем из уплотненной смеси извлекают модель выпора 9 и стояка 11.
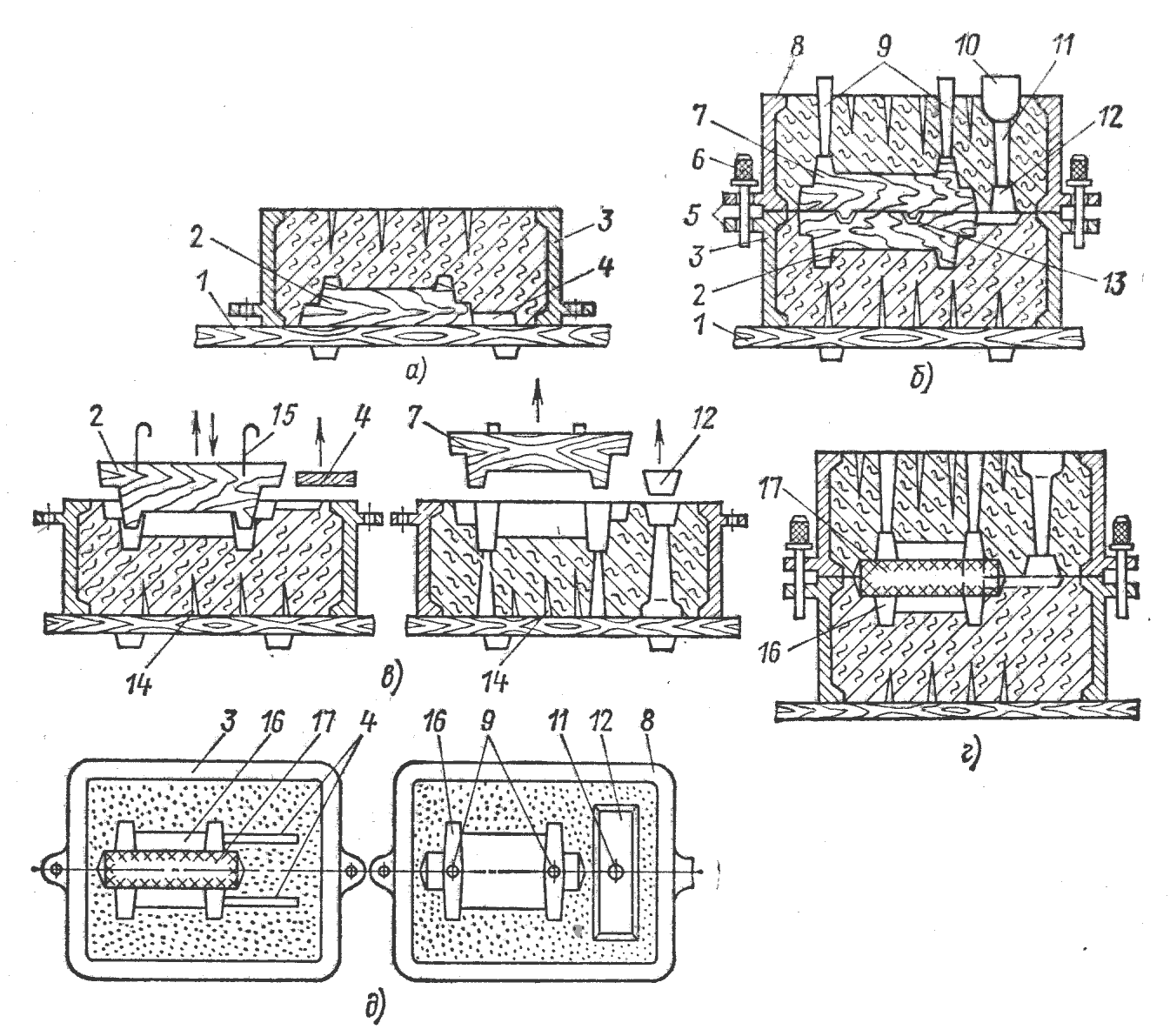
Рис. 16.4. Последовательность изготовления сырой песчано-глинистой формы ручным способом
Для образования дополнительных газоотводящих каналов 14 полуформы многократно прокалывают иглообразной спицей. Верхнюю полуформу снимают с нижней и помещают рядом на щитке (позиция в). Из нижней и верхней полуформ с предварительной раскачкой удаляют полумодели и элементы литниковой системы при помощи крючков или шпилек 15. После извлечения моделей в знаковые части нижней полуформы помещают стержень 17, изготовленный ранее, и нижнюю полуформу накрывают верхней (позиция г). Таким образом, получается литейная форма, внутри которой имеется полость 16, по конфигурации соответствующая конфигурации модели, а внутри полости расположен стержень 17, образующий отверстие в отливке.
При ручных способах изготовления форм стержни, как правило, также изготовляют вручную путем уплотнения смеси внутри стержневого ящика. Для удобства извлечения стержня ящик делают разъемным. После извлечения из ящика стержни сушат в сушилах, предварительно поместив их на сушильные металлические плиты - драйеры. В процессе сушки стержень упрочняется, но сложные стержни дополнительно армируют металлическим каркасом, заформованным внутрь стержня в процессе его изготовления. Мелкие стержни армируют каркасом из отожженной стальной проволоки, а крупные – сварными и литыми каркасами, которые служат не только для упрочнения, но и для транспортировки стержня при помощи мостовых кранов от места изготовления к месту сборки.
Для отвода газов при заполнении литейной формы металлом монолитные стержни снабжают газоотводящими каналами, которые образуются в крупных стержнях при помощи шлаковых засыпок, соломенных жгутов, перфорированных металлических труб, а в стержнях средней и малой величины при помощи плетеных капроновых шлангов, хлопчатобумажных шнуров или сквозных проколов, выходящих в знаковые части. Пустотелые (оболочковые) стержни не требуют дополнительных газоотводящих каналов. Для предотвращения пригара и получения чистой поверхности во внутренних полостях отливок стержни красят противопригарными красками. На позиции д представлены нижняя и верхняя полуформы со стороны плоскости разъема. В нижней полуформе видны отпечаток от модели 16, стержень 17 и питатели 4. В верхней полуформе видны отпечаток от модели 16, следы выпоров 9, шлакоуловителя 12 и стояка 11.
Перед заполнением формы металлом верхнюю полуформу прижимают к нижней при помощи грузов, болтов, скоб, струбцин, клиновых устройств для предотвращения всплытия верхней полуформы от статического напора металла и утечки его из формы по плоскости разъема. Затем следуют операции заполнения формы металлом, выбивки отливки из формы после кристаллизации и достаточного охлаждения металла, выбивки стержней из отливки, очистки и обрубки отливки, проверки ее качества и механической обработки. Аналогично изготовляют и сухие литейные песчано-глинистые формы, но при этом добавляются операции сушки и, как правило, покраски поверхности формы. Сухие формы применяют для крупных стальных отливок.