

Вимірювання відхилень форми валів
Мета роботи: закріпити знання про будову індикаторів годинникового типу, засвоїти навики роботи вимірювальними засобами при вимірюванні відхилень форми та биття поверхонь тіл обертання.
Обладнання, матеріали: деталь, оброблена в центрах, пристрій типу ПБМ, мікрометр, індикатор годинникового типу.
Характеристики інструментів та приладів:
Важільно-механічна головка-індикатор годинникового типу ІЧ-10
Основні метрологічні показники:
межі вимірювань, мм.0…10
ціна поділки, мм.0,01
клас точності 0
Основна похибка, мкм
в межах:
1 ммділянки шкали 8…10
всієї межі вимірювання 15…20
найбільше вимірювальне зусилля, Н.1,5Н.
Пристрій для перевірки виробів на биття в центрах типу ПБМ-200
Технічна характеристика
висота центрів, мм 75
відстань між центрами, мм200
Мікрометри МК 0…25; МК 25…50.
Хід роботи
Протерти чистою тканиною вимірювальну поверхню деталі і її центрові отвори.
Старанно обдивитися конічні ділянки центрових отворів, щоб впевнитися у відсутності на них забоїн і заусениць, оскільки їх наявність різко збільшує вимірювальну величину биття поверхні деталі.
Підготовка центрів.
Установити бабку із жорстким центром на лівий край станини , для чого звільнити затискач бабки, зсунути бабку наліво від середини станини на відстань не менше половини довжини вала, і закріпити міцно затискач цієї бабки.
Установити бабку із рухомим центром правіше середини на відстані між центрами бабок, яка дорівнює довжині вала. Для цього необхідно звільнити затискач бабки 6 і пересунути цю бабку в право до краю станини, взяти вимірювальний вал в ліву руку і вставити його центровим отвором у жорсткий центр бабки , правою рукою пересунути бабку до кінця рухомим центром у центровий отвір вільного центру вала. Потім деталь відкласти на стіл, а бабку 6 зсунути в бік бабки 1 на 3 мм для утворення щільного затиснення вала пружиною рухомого центру і закріпити міцно затискач бабки 6.
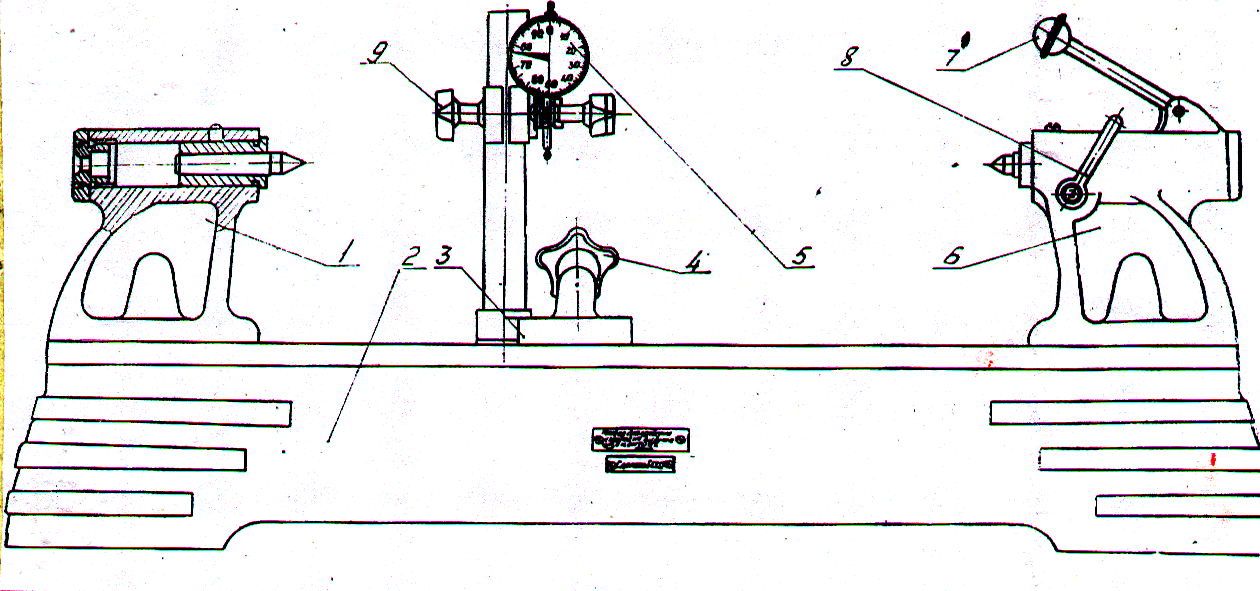
Рис. 8.2. Пристрій для контролю биття ПБМ-200
1 – бабка з жорстким центром; 2 – станина;3 – стійка;4 – затискач стійки;5 – індикатор;6 – рухомий центр; 7 – ручка переміщення рухомого центра;8 – затискач центру; 9 –кронштейн.
4. Вимірювання биття.
Встановити контролює мий вал в пристрій. Для цього відвести ручкою 7 рухомий центр, встановити деталь центровими отворами в пристрій і відпустити ручку 7. Основу стійки встановити так,щоб колонка стійки була проти середини вимірювального елемента поверхні вала. Закріпити міцно затискач основи стійки.
Встановити індикатор над поверхнею, яку вимірюють. За допомогою кронштейна 5 приблизити вимірювальний наконечник індикатора 4 до поверхні вала, так, щоб залишився невеликий зазор.
Спостерігаючи за стрілкою індикатора повільно повернути рукоятку мікроподачі індикатора до контакту вимірювального наконечника з поверхнею вала і далі до повороту стрілки індикатора на повний оберт.
Повернути вал у центрах до встановлення стрілки індикатора в найбільше положення при його обертанні за годинниковою стрілкою. Встановити на “0” шкалу індикатора по стрілці, для чого повільно повернути обідок циферблата до суміщення стрілки і нульового штриха шкали. Повернути вал повільно від себе до приходу стрілки в найменше положення і записати відлік у цьому положенні.
Продовжити обертання валу в тому ж напрямку до тих пір, поки стрілка не займе найбільше положення (у напрямку за годинниковою стрілкою) і записати відлік в цьому положенні.
Застереження:повернено-обертовий рух валом у крайніх точках робити не треба, бо при цьому через недостатню жорсткості (колонки, штанги, кронштейни) виникають коливання індикатора, у зв’язку з цим збільшується похибка вимірювання величини радіального биття.
Повторити повний оберт вала в центрах, записуючи показники індикатора в крайніх точках, і зрівняти їх з показниками при першому оберті. Якщо ці показники розходяться більш ніж на одну поділку, то необхідно виконати третій оберт і записати показники.
Радіальне биття визначають як алгебраїчну різницю між максимальним і мінімальним показниками індикатора в кожному перерізі.
![]() . (8.1)
. (8.1)
Для оцінки биття враховують його середнє значення для вала. Провести вимірювання в другому перерізі деталі, аналогічно попереднім вимірам. Результати занести до журналу (таблиця 8.1).