

5. Расчет припусков и межоперационных размеров
5.1. Обработка цилиндрической поверхности с размером ø178h10(-0,16)

Рис. 2 Расчетная схема.
1. Определяем суммарное пространственное отклонение:
![]() [1, с. 68]
[1, с. 68]
Согласно [7,т. 1 с. 186] принимаем
![]()
![]()
![]()
2. Определяем остаточное пространственное отклонение:
![]() [1, с. 73]
[1, с. 73]
где
![]() –
коэффициент уточнения формы.
–
коэффициент уточнения формы.
Согласно
[1, с. 73] принимаем: для чернового обтачивания
![]() для чистового обтачивания
для чистового обтачивания![]()
После
чернового обтачивания:
![]()
После
чистового обтачивания:
![]()
3. Определяем минимальный припуск на обработку:
![]() ,
[1, с. 62]
,
[1, с. 62]
где
![]() – высота
неровностей профиля на предшествующем
переходе;
– высота
неровностей профиля на предшествующем
переходе;
![]() – глубина
дефектного поверхностного слоя на
предшествующем переходе;
– глубина
дефектного поверхностного слоя на
предшествующем переходе;
![]() – суммарные
отклонения расположения поверхности
на предшествующем переходе;
– суммарные
отклонения расположения поверхности
на предшествующем переходе;
![]() – погрешность
установки заготовки на выполняемом
переходе.
– погрешность
установки заготовки на выполняемом
переходе.
Под чистовое растачивание:
![]()
Под тонкое растачивание:
![]()
4. Определяем расчетные размеры Dp:
![]()
![]()
![]()
5. Определяем наибольшие предельные размеры:
![]()
![]()
![]()
6. Определяем предельные значения припусков:
![]()
![]()
![]()
![]()
7. Определяем общие припуски:
![]()
![]()
8. Проверяем правильность произведенных расчетов:
![]()
![]()
Расчеты произведены правильно.
5.2. Обработка двух торцевых поверхностей, образующих размер 24,1h(–0,02)
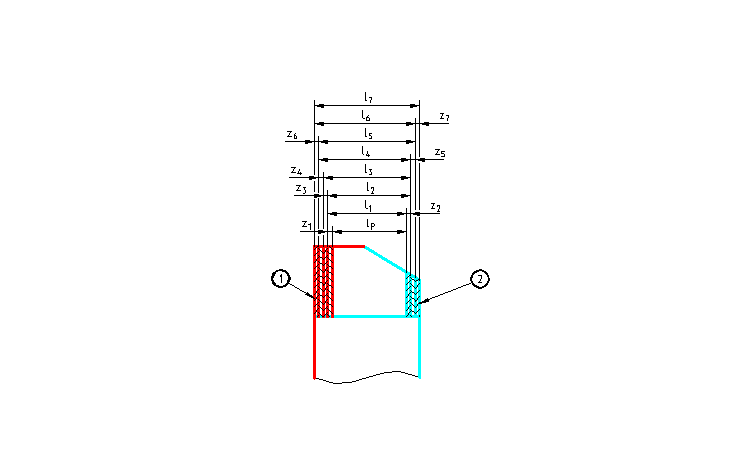
Рис.3 Расчетная схема.
1. Определяем суммарное пространственное отклонение:
![]() [1, с. 68]
[1, с. 68]
![]()
D = 183,9мм.
Согласно
[7,т. 1 с. 186] принимаем
![]()
![]()
![]()
2. Определяем остаточное пространственное отклонение:
![]() [1, с. 73]
[1, с. 73]
Согласно
[1, с. 73] принимаем: для получистового
точения
![]() для чистового точения
для чистового точения![]()
После
получистового подрезания:
![]()
После
чистового подрезания:
![]()
3. Определяем минимальный припуск на обработку:
![]() [1, с. 62]
[1, с. 62]
Под подрезание торца 1 получистовое:
![]()
Под подрезание торца 3 получистовое:
![]()
Под подрезание торца 2 получистовое:
![]()
Под подрезание торца 4 получистовое:
![]()
Под подрезание торца 3 получистовое:
![]()
Под подрезание торца 1 получистовое:
![]()
Под подрезание торца 2 чистовое:
![]()
4. Определяем расчетные размеры lp:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
5. Определяем предельные размеры:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
6. Определяем предельные значения припусков:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
7. Определяем общие припуски:
![]()
![]()
8. Проверяем правильность произведенных расчетов:
![]()
![]()
Расчеты произведены правильно.
Результаты расчетов сведены в таблицы 7 и 8.
6. Расчет режимов обработки и норм времени
6.1. Шлифовальная
Исходные данные:
Деталь – гайка.
Операция – шлифование торцевой поверхности.
Обрабатываемый материал - ЭП517 В=112 кг/мм2.
Станок – плоскошлифовальный, модель 3Б756.
Шероховатость поверхности Ra= 1.6.
Выбор шлифовального круга.
Для шлифования торцем круга, параметра шероховатости поверхности Ra=1.6 мкн, выбираем: материал абразивных зерен - электрокорунд 23А; зернистость 36; твердость СМ1; структура №5; связка бакелитовая Б5. Принимаем индекс зернистости П (содержание основной фракции при зернистости 55%). На плоскошлифовальных станках, работающих торцем круга, применяют обычно круги типа ПП (плоские прямого профиля). Указываем допустимую скорость круга – 30,6 м/с (обычное шлифование).
Назначение режима резания.
1.1 Определение частоты вращения шлифовального круга при принятой скорости v=30,6 м/с.
![]()
Применяем по паспортным данным станка nк = 1180 мин-1.
1.2 Определение поперечной подачи круга. Для параметра шероховатости поверхности Ra = 1,6 мкн, принимаем SВ = 25 мм /ход.
1.3 Определение подачи на глубину прохода. Для жаропрочной стали ЭП-517 твердостью 33НRС, припуска на обработку 2,5 мкн и поперечной подачи SВ= 25 мм /ход принимаем Stx= 0,0087 мм (карта 54).
Приведенная ширина шлифования определяется:
Для станка с круглым столом и деталей кольцевой формы Впр
![]()
Dср– средний диаметр расположения деталей на столе,
z- количество одновременно обрабатываемых деталей;
1.4 Определение подачи на глубину шлифования торцом круга:
![]()
Для этого обрабатываемого материала ЭП-517, допускаемого отклонения высоты 0,03 и припуска, принимаем поправочный коэффициент K1=0,8 (карта 59).
В зависимости от обрабатываемого материала и диаметра шлифовального круга принимаем поправочный коэффициент K2=0,7 (карта 59).