

6.2. Классификация и типы агрегатных станков
В зависимости от габаритов обрабатываемых заготовок АС подразделяют на три группы, отличающиеся размерами, массой и используемыми унифицированными узлами: малогабаритные АС, оснащенные небольшими по размерам пинольными силовыми головками мощностью 0,18 - 0,75 кВт; АС средних размеров, оснащенные пинольными силовыми головками с плоско кулачковым приводом подачи мощностью 1,1 - 3 кВт; АС больших размеров, оснащенные гидравлическими или электромеханическими столами, на которых устанавливают шпиндельные узлы различного технологического назначения.
По наличию транспортного устройства для периодического перемещения обрабатываемой заготовки АС бывают одно- и многопозиционные. Типовые компоновки одно по- зиционных АС, в которых заготовки, обрабатываемые в одном положении, закрепляются в стационарном приспособлении I, показаны на рис. 6.2. Станки различаются тем, что обработка заготовки силовыми узлами 2 (горизонтального или вертикального исполнения) проводится с одной (рис. 6.2, а), двух (рис. 6.2, б, в) и трех (рис. 6.2, г, ж) сторон. Станки такого типа применяют для многосторонней обработки крупных заготовок.

Ряс. 6.2. Типовые компоновки АС со стационарным приспособлением

Рис. 6.3. Типовые компоновки АС с поворотным делительным столом
В многопозиционных АС, предназначенных для изготовления деталей, поверхности которых расположены в различных плоскостях и обрабатываются за несколько переходов, используют последовательный, параллельный и параллельно-последовательный способы обработки.
Типовые компоновки АС с поворотным делительным столом приведены на рис. 6.3. Такие АС выполняют в вертикальном (рис. 6.3, а, в), горизонтальном (рис. 6.3, б, г, е) и вертикально-горизонтальном (рис. 6.3, д) исполнениях. Заготовку обрабатывают последовательно с одной, двух и трех сторон на нескольких позициях в приспособлениях I, установленных на поворотном делительном столе 2. Вспомогательное время, связанное с загрузкой-выгрузкой и зажимом-разжимом обрабатываемой заготовки, совмещается с временем обработки; несовмещенным остается только время поворота стола.
На рис. 6.4, а показана типовая компоновка АС с центральной колонной 2, вокруг которой в горизонтальной плоскости движутся заготовки 3. Круговое движение заготовки обеспечивается столом 1 карусельного типа. Силовые головки 4 располагаются под различными углами к заготовке. На рис. 6.4, б показана схема АС с установкой горизонтальных силовых узлов '3 и 4 на станине 2 как внутри, так и вне кольцевого стола 1 на основании (на столе устанавливаются зажимные приспособления 5).

Рис. 6.4. Типовая компоновка АС с кольцевым столом:
а - с центральной колонной; б - с основанием и горизонтально расположенными силовыми узлами

Рис. 6.5. Типовые компоновки АС с поворотным делительным барабаном
Типовые компоновки АС с поворотным делительным барабаном 1 показаны на рис. 6.5. Заготовки устанавливаются в зажимных приспособлениях 2 на барабане 1, совершающем круговое движение в вертикальной плоскости, и обрабатываются с одной (рис.6.5, а), двух (рис. 6.5, б) и трех (рис. 6.5, в) сторон.
Типовая компоновка АС с прямолинейным движением заготовок 2 от позиции к позиции приведена на рис. 6.6. Характерным для станков такого типа является стол 3, перемещающийся в прямолинейном направлении относительно силовых головок 1.
АС чаще всего выполняют для работы в полуавтоматическом цикле; во многих случаях их оснащают загрузочными и разгрузочными устройствами и тогда они работают как автоматы. АС могут работать как автономно, так и в составе АЛ.
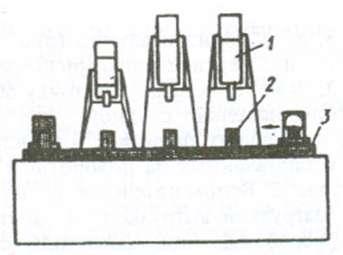
Рис. 6.6. Типовая компоновка АС с прямолинейным перемещением заготовок