

Тема 8. Фрезерные станки. Конструкции [ 1]
8.1. Консольные фрезерные станки (кфс)
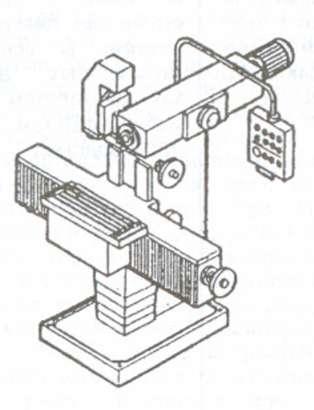
Предназначены для обработки плоских и фасонных поверхностей небольших и средних деталей произвольной формы: плоских, корпусных, типа тел вращения и фигурных. Кроме фрезерования на станках можно проводить сверление, зенкерование, растачивание и развертывание отверстий, а также нарезание резьбы.
Основная область использования КФС - единичное и мелкосерийное производство. Однако при оснащении их специальными приспособлениями и устройствами автоматизации рабочих циклов, а также системами ЧПУ станки ,могут эффективно эксплуатироваться в серийном производстве.
В качестве основного параметра, по которому построены типо размерные ряды станков, принята ширина рабочей поверхности стола.
Для обработки деталей с нескольких сторон станки могут оснащаться поворотными столами с горизонтальной или (и) вертикальной осью вращения.
Области применения и основные особенности различных типов КФС приведены в табл. 8.1.
Размеры КФС с шириной стола 100 - 400 мм стандартизированы в ГОСТ 165-81. Традиционно выделяются в самостоятельную группу точные широкоуниверсальные фрезерные станки (ШУИФС), которые широко оснащены инструментальной оснасткой.
Несущая система КФС состоит из основания и стойки. Стойки отливаются из серого или модифицированного чугуна и снабжены направляющими для вертикального перемещения консоли и горизонтального перемещения ползуна, если таковое предусмотрено. Направляющие используют как типа "ласточкин хвост", так и прямоугольные. Полости основания используют как отстойники и резервуары для СОЖ; на основании могут монтироваться корыта различной конфигурации для сбора СОЖ и стружки.
Столы имеют, как правило, удлиненную прямоугольную форму с отношением длины к ширине 2,5 : 1, что обеспечивает возможность работы с дополнительными приспособлениями (например, делительной головкой), а также обработки длинномерных деталей. Для крепления приспособлений и обрабатываемых деталей на столах используют продольно расположенные Т-образные пазы. Для перемещения столов применяют винтовые, реже червячно- реечные передачи.
Не выдвижные или расположенные в пи- ноли либо выдвижном ползуне шпиндельные узлы испытывают значительные нагрузки и монтируются на радиальных или радиально- упорных роликоподшипниках. При использовании радиальных подшипников предусматривают также дополнительный упорный шарикоподшипник.
Установку инструмента осуществляют с помощью конуса с конусностью 7 : 24, либо (для крупных торцовых фрез) на конце шпинделя с центровкой по его наружному диаметру. Для передачи крутящего момента на переднем торце шпинделя имеются съемные или выполненные как одно целое призматические шпонки. Для зажима инструмента в шпинделе используют ручные или механизированные устройства.
Таблица 8.1. Основные типы консольно-фрезерных станков
|
Тип и схемы станков |
Основные компоновочные и конструктивные особенности |
Область применения |
|
Консольные фрезерные Горизонтальные
1) |
Одно шпиндельные станки с горизонтальным шпинделем и дополнительной опорой ("серьгой") для инструментальной оправки. Крестово пере- мещающийся в горизонтальной плоскости стол смонтирован на вертикально перемещающейся по направляющим стойки консоли. В универсальных станках предусматривается возможность поворота стола в горизонтальной плоскости на угол до ± 45°. На станках могут устанавливаться долбежные и вертикальные фрезерные головки |
Станки с шириной стола 100 - 400 мм. Используются для обработки плоскостей, пазов и фасонных (в том числе винтовых) поверхностей в единичном и мелкосерийном производстве в основных и вспомогательных цехах |
|
Консольные фрезерные горизонтальные универсальные
2) |
Станки с основным горизонтальным и дополнительным поворотно-наклонным шпинделем (а), смонтированными на ползуне, имеющем установочное горизонтальное перемещение. В качестве дополнительного шпиндельного устройства может быть использована поворотно-наклонная фрезерная головка с автономным приводом главного движения (б). Крестово перемещающийся в горизонтальной плоскости стол смонтирован на вертикально перемещающемся по направляющим стойке консоли |
Станки с шириной стола 100 - 400 мм. Используются в инструментальных и других вспомогательных цехах для обработки произвольно расположенных в пространстве поверхностей за одну установку обрабатываемой детали |
|
Фрезерные широкоуниверсальные инструментальные
3) |
Станки с горизонтальным и дополнительным откидным вертикальным шпинделем, смонтированными на поперечно-подвижном в горизонтальной плоскости ползуне. Стол с вертикальной поверхностью для крепления как обрабатываемой детали, так и горизонтального неповоротного или поворотного рабочего стола совершает крестовое перемещение в вертикальной плоскости. Могут оснащаться устройствами ЧПУ и автоматизации смены инструментов и заготовок |
Станки с шириной вертикального стола 125 - 500 мм. Используются для выполнения разнообразных фрезерных, а также сверлильных и расточных работ в единичном и мелкосерийном, а при оснащении устройствами ЧПУ, и в серийном производстве |


Продолжение табл. 8.1
|
Тип и схемы станков |
Основные компоновочные и конструктивные особенности |
Область применения |
|
Консольные фрезерные вертикальные
4) |
Станки с вертикальным или поворотным в вертикальной плоскости пинольным шпинделем. Крестово перемешающийся в горизонтальной плоскости стол смонтирован на вертикально перемещающейся по направляющим стойки консоли. Оснащаются копировальными устройствами и сравнительно простыми устройствами ЧПУ |
Станки с шириной стола 100 - 400 мм. Используются для фрезерования и растачивания различных, в том числе наклонных поверхностей в единичном и мелкосерийном, а при оснащении устройствами автоматизации цикла, в серийном производстве |
|
Консольные фрезерные вертикальные с ползуном
5) |
Модификация консольно-фрезерных вертикальных станков со шпинделем, смонтированным в вертикально подвижном ползуне. Могут оснащаться устройствами ЧПУ и автоматизации смены инструментов
|
Станки с шириной стола 320 - 400 мм. Оснащенные устройствами автоматизации станка используются в серийном производстве
|
|
Широкоуниверсальные консольные фрезерные
|
Станок поворотный относительно двух (а) или трех (б) осей шпинделем, смонтированным на поперечно- подвижном ползуне. Может также оснащаться поворотной относительно горизонтальной оси фрезерной головкой с вертикальным и горизонтальным шпинделями (в). Горизонтальный, перемещающийся только в продольном направлении, стол смонтирован на вертикально перемещающейся по направляющим стойке консоли 6) |
Станки с шириной стола 320 - 400 мм. Используются для обработки деталей повышенной точности с произвольно расположенными в пространстве поверхностями во вспомогательных цехах, единичном и мелкосерийном производстве |
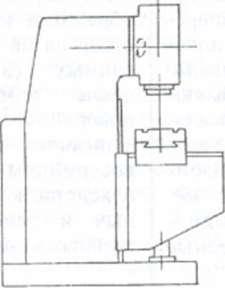
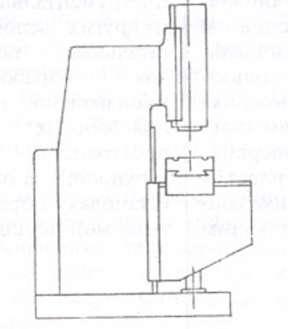


Рис. 8.1. Шпиндельные узлы консольно-фрезерных станков:
а - с ручным зажимом инструмента; б - с электромеханическим зажимом
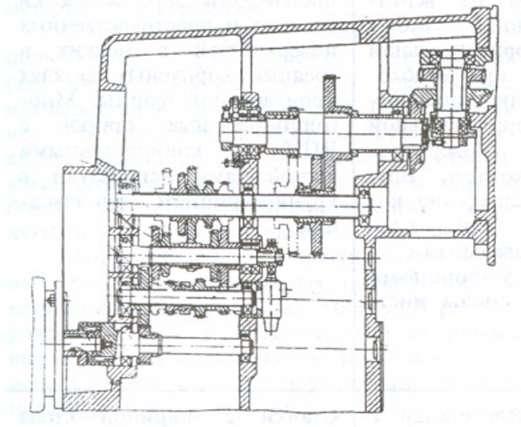
Рис. 8.2.. Коробка скоростей консольно-фрезерного станка
При ручном зажиме в шпинделе предусматривается сквозное отверстие для штанги упирающейся в задний его торец, и передним резьбовым концом взаимодействующей с резьбовым отверстием в хвостовике инструмента (инструментальной оправки). На переднем торце шпинделя выполняют резьбовые отверстия для закрепления фрез, устанавливаемых по его наружному диаметру. На рис. 8.1 показаны шпиндельные узлы КФС с ручным и электромеханическим зажимом инструмента.
В станках с ручным управлением обычно используют ступенчато-регулируемые приводы, которые состоят из асинхронного электродвигателя и коробки скоростей. Ступенчатые коробки скоростей с горизонтальными валами монтируются в станине (рис. 8.2), либо ползуне, несущем шпиндельный узел. Связь коробки скоростей с вертикальным шпинделем осуществляется через быстроходные конические зубчатые колеса. Переключение частот вращения шпинделя производится вручную, либо с помощью дистанционных гидравлических или электромеханических (в том числе зубчатых электромагнитных муфт) устройств.
В автоматизированных станках с бесступенчатым приводом главного движения используют электродвигатели постоянного тока или асинхронные электродвигатели переменного тока с частотным регулированием, причем для обеспечения постоянной мощности на большей части диапазона частот вращения шпинделя используют двух- или трехступенчатые зубчатые переборы.
На горизонтальных широкоуниверсальных КФС используют поворотные фрезерные головки с электродвигателем, установленным на головке и связанным со шпинделем через временной и зубчатый переборы (рис. 8.3).
В приводах подач станков с ручным управлением используются нерегулируемые электродвигатели переменного тока со ступенчатыми коробками подач.
В ШУИФС и вертикальных КФС с ползуном, оснащенных устройством ЧПУ, используют раздельные приводы подач по управляемым координатам с регулируемыми электродвигателями, связанными через редуктор или напрямую с шариковыми винтовыми механизмами перемещения исполнительных органов.
Технические возможности станков могут быть значительно расширены применением принадлежностей и приспособлений: сверлильной, резцовой, быстроходной фрезерной, долбежной, подрезанной и шлифовальной инструментальных головок, делительной головки поворотного и поворотно-наклонного стола, измерительной оснастки и т. д.

Рис. 8.3. Поворотная фрезерная головка