

5.3. Токарные полуавтоматы и автоматы. Конструкции и особенности проектирования
Токарные полуавтоматы и автоматы (ТПА) предназначены для выполнения большинства видов токарных работ в крупносерийном и массовом производстве.
ТПА выпускаются с горизонтальной или вертикальной осью вращения шпинделя. Последние имеют преимущество по занимаемой площади, по удобству отвода стружки из зоны резания и защите от нее направляющих, обеспечивают, по сравнению с горизонтальными ТПА, более высокую точность обработки ввиду отсутствия влияния сил тяжести заготовки на поперечные деформации шпинделя. Эти станки используют для патронной обработки заготовок в условиях серийного производства, а для повышения производительности конструируются с несколькими суппортами и шпинделями.
На горизонтальных ТТ1А обрабатываются преимущественно заготовки пруткового и трубчатого вица, хотя не исключена обработка предварительно обработанных штучных заготовок.
По числу шпинделей различают одно и много шпиндельные ТПА.
Конструкции одно шпиндельных ТПА характеризуются наличием нескольких одновременно работающих салазок, что позволяет совмещать рабочие ходы с целью сокращения основного машинного времени при обработке нескольких деталей. В зависимости от характера обработки различают ТПЛ продольного или поперечного фасонного точения, причем первые применяются при соотношении длины L и диаметра D L / D Z 2,5, вторые - при L/DZ 2,5.

Рис.5.4. Токарные полуавтоматы:
а - фасонно-отрезной; б - продольного точения
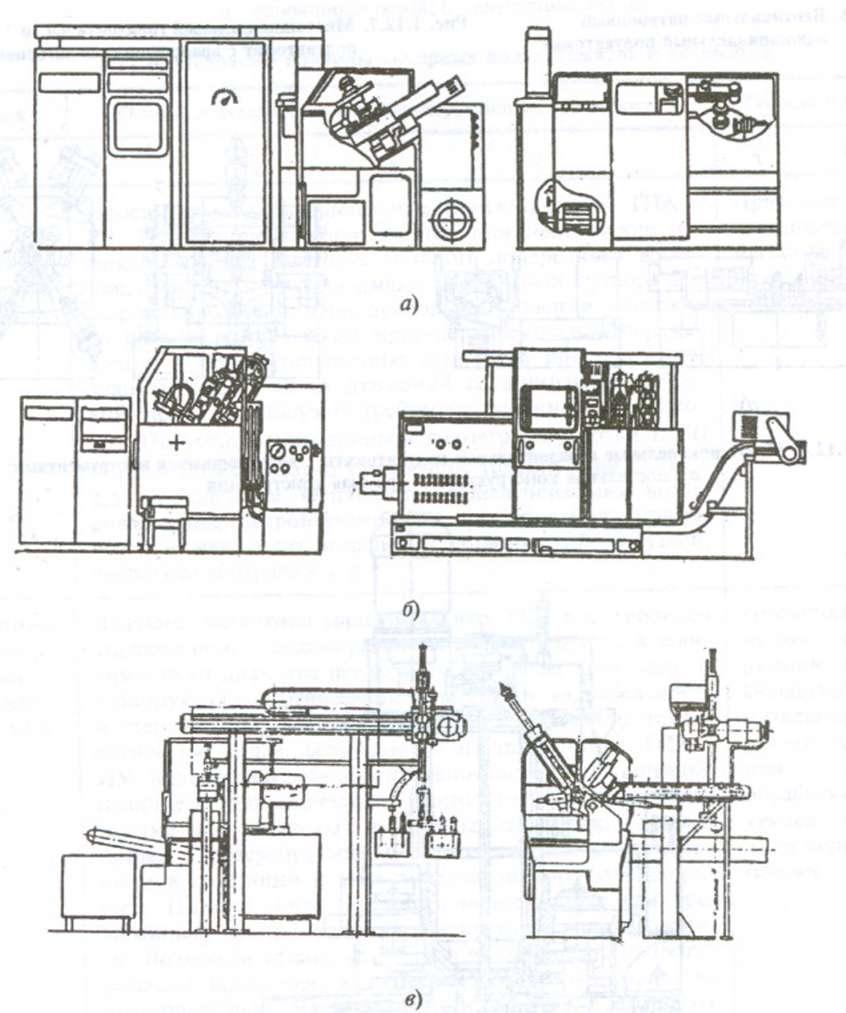
Рис..5.6. Токарные одно шпиндельные программируемые полуавтоматы:
а - фронтальный; б - с инструментальным магазином; в - с устройством загрузки заготовки и выгрузки готовой детали

Рис.5.6. Вертикальный патроннный одно шпиндельный полуавтомат

Рис.5.7. Многошпиндельный горизонтальный полуавтомат с вращающимися заготовками

Рис.5.8. Много шпиндельные горизонтальные полуавтоматы с вращающимися инструментами: а - постельная конструкция; б - рамная конструкция
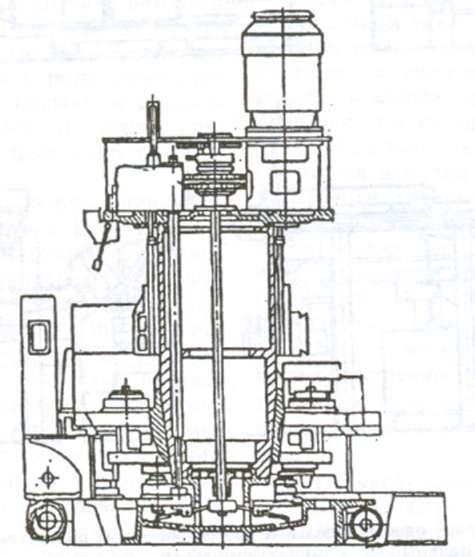
Рис.5.9. Много шпиндельный вертикальный полуавтомат

Рис 5.10. Фронтальные полуавтоматы:
а – одно шпинделъный; 6 – двух шпиндельный
Таблица 5.8.. Основные подвиды токарных полуавтоматов и автоматов
|
Рисунок |
Основные компоновочные и конструктивные особенности |
Область применения |
|
1 |
2 |
3 |
|
Поперечного и продольного точения, рис.5.4 |
Простейшие одно шпиндельные горизонтальные ТПА с РВ. Поперечное точение ведется при неподвижно зафиксированной заготовке методом поперечного врезания. Некоторые модели имеют продольный суппорт для сверлильных работ. При продольном точении заготовка со шпиндельной бабкой получает продольное перемещение. Наличие поперечных суппортов при соответствующем сочетании их движений со шпиндельной бабкой, позволяет получать требуемые фасонные поверхности. При отношении длины к диаметру обработки L / D = 1,5 -г 2,5 используют поперечное точение, при L/ D > 2,5 - продольное. Оснащаются гидравлическими копировальными устройствами для фрезерования резьбы, обточки некруглых изделий, автоматической загрузкой, системами контроля и т. д. |
Применяются в крупносерийном и массовом производстве деталей из прутка или бунта |
|
Одно шпин- дельные программируемые, рис.5.5 |
Являются развитием горизонтальных ТПА с кулачковым управлением. Целесообразно деление на группы в зависимости от диаметра проходного отверстия шпинделя. В конструктивном отношении повышается вариабельность и степень унификации при решении различных технологических задач, возможность агрегатирования ТПА с ПУ. Характеризуются вертикально-наклонной станиной, наличием гидравлического цангового или патронного зажима для прутковых и штучных заготовок. Главный привод - реверсируемый с бесступенчатым регулированием в сочетании с мало ступенчатой коробкой скоростей. Пиноли могут содержать неподвижные или вращающиеся инструменты с многократным использованием. Возможна установка РГ различной формы напротив рабочего шпинделя. Количество суппортов обычно не превышает пяти. Часто ТГ1А с ПУ работают в комплексе с загрузочно-разгрузочными устройствами и инструментальными магазинами |
Применяются в мелко- и среднесерийном производстве. Оснащаются дополнительными устройствами для выполнения комплексной обработки. Комплектуются магазинными загрузочными устройствами |
|
Одно шпин- дельные вертикальные, рис.5.6 |
TTLA с вертикальной осью вращения шпинделя изделия обычно многорезцовые. Конструкция обеспечивает при тех же размерах обрабатываемой заготовки сокращение производственной площади для установки, улучшения отвода стружки. Для обработки конусных поверхностей используется наклоняемый инструментальный шпиндель. Повышение точности обеспечивается за счет меньших деформаций от сил тяжести заготовки. Управление ТПА как ручное, так и программное. Некоторые модели имеют подвижный стол и инструментальный магазин |
Используются в условиях серийного производства при обработке в патроне штучных заготовок |
Продолжение табл..5.8
|
1 |
2 |
3 |
|
Много шпиндельные горизонтальные с вращающимися заготовками, рис.5.7 |
ТПА горизонтального типа параллельного или последовательного принципа действия на шесть-восемь шпинделей. На продольном суппорте призматической формы устанавливается до восьми инструментальных салазок, пинолей или револьверных салазок с возможностью корректирования положения инструмента. Общие тенденции развития связаны с повышением общей жесткости. Останов или фиксация части шпинделей позволяет использовать дополнительные устройства, расширяющие технологические возможности ТПА. Помимо поперечных суппортов столового типа с прямоугольными направляющими предусматривается комплект базирования для нижнего бокового суппорта, возможность установки инструментальных приспособлений с автономным приводом. У ТПА с вращающимися заготовками главный вал управления имеет дисковые плоские кулаки. Инструментальная оснастка прутковых и патронных ТПА различается только устройством зажимных приспособлений. Для манипулирования заготовками на прутковых ТПА используются прутковые магазины для сокращения внецикловых потерь времени. Для большинства форм деталей при загрузке на патронных ТПА используется поворотный загрузочный кронштейн |
Используются в массовом производстве деталей точением из прутковых и штучных заготовок. Возможна встройка системы активного контроля, многопроходного копировального устройства или крестовых салазок |
|
Многошпиндельные горизонтальные с вращающимися инструментами, рис 5.8 |
ТПА данного подвида являются патронными. Резание осуществляется инструментами, закрепленными в главных шпинделях, а заготовки закрепляют в многоместной поворотной головке. Станина имеет постельную (а) или рамную (б) конструкцию. Барабан с заготовками установлен на центральном валу, подшипниковые опоры которого расположены в шпиндельных бабках. Силовые головки ТПА рамной конструкции снабжены выдвижной пинолью с гидроприводом, а сами головки приводятся во вращение от главного привода с разной частотой вращения. Установка пути перемещения главного шпинделя - кулачковая. Каждая силовая головка имеет независимый главный привод и привод подачи. Поворотный барабан индексируется с помощью цилиндрических зубчатых колец с гидро зажимом в пределах 60 - 120°. Управление ТПА - программное. Для деталей с фланцевыми поверхностями используются двух- и трех- кулачковые патроны, для прутковых заготовок - зажимные цанги. ТПА имеют широкую гамму инструментальных приспособлений
|
Используются в серийном производстве для окончательной двусторонней обработки заготовок относительно сложной конфигурации, особенно несимметричного сечения относительно оси вращения |
Продолжение табл.5.8
|
1 |
2 |
3 |
|
Много- шпиндельные вертикальные, рис.5.9 |
ТПА последовательного и параллельного действия. Первые отличаются от вторых отсутствием поперечных суппортов, ввиду чего используются специальные суппорты для преобразования продольного перемещения в поперечное. Шпиндели с вертикальной осью располагаются на периодически поворачивающемся горизонтальном столе относительно неподвижной колонны с суппортами. Цикл обработки заканчивается полным оборотом стола в позицию загрузки-выгрузки, по времени, лимитируемом наиболее продолжительной операцией. Большое количество устанавливаемых инструментов позволяет обрабатывать достаточно сложные заготовки. ТПА параллельного действия имеют меньшие технологические возможности, поскольку обработка заготовки ведется инструментами, расположенными только на одной позиции, от начала до конца. При этом стол вместе с суппортами поворачивается относительно неподвижной колонны с управляющими кулачками |
Предназначены для обработки деталей в патроне в серийном производстве |
|
Фронтальные, рис.5.10 |
ТПА имеют предельно короткую наклонную станину и не более двух горизонтальных шпиндельных бабок. В штатный состав одно шпиндельных ТПА (а) входят правые и левые крестовые салазки, симметрично расположенные относительно шпинделя. Двух шпиндельные ТПА (б) могут иметь дополнительно до трех суппортов для каждого из шпинделей. ТПА оснащаются электро- и гидроавтоматикой с путевым управлением. Последовательность циклов перемещения салазок задается со штекерного поля. При ЧПУ привод подачи осуществляется от индивидуального регулируемого электропривода через шариковинтовую передачу. ТПА можно использовать для обработки заготовок с двумя перестановками |
Предназначены для обработки дискообразных заготовок. При ручной загрузке используются в мелко- и среднесерийном производстве с автоматической загрузкой и контрольно-измерительными устройствами - в крупносерийном |
Многошпиндельные TTIA имеют поворотный узел для многоместного закрепления заготовок с последовательным подводом к разным группам инструментов, расположенным на различных рабочих позициях станка. В результате возможно получение принципиально различных конструктивных форм ТПА - с вращающейся заготовкой или инструментом, а также с одновременным их вращением.
Управление рабочим циклом ТПА с помощью кулачкового распределительного вала (РВ) до настоящего времени в целом ряде случаев остается наиболее экономичным (например, в крупносерийном и массовом производстве), несмотря на достижения в области гидравлических и электронных средств управления.
В качестве основных параметров ТПА, как и для токарных станков вообще, принимаются наибольший диаметр и длина обрабатываемой заготовки.
Данные ТПА приведены на рис.5.4 -5.10 и в табл.5.8.
Конструкции подгрупп рассматриваемых ТПА мало отличаются друг от друга, вследствие чего ниже отмечаются только нетривиальные конструктивные решения.
Станины TTIA поперечного и продольного точения могут дополнительно устанавливаться на основании. Для направления и поддержания прутковых заготовок в процессе работы ТПА используется загрузочное устройство трубчатого вида, закрепляемое на отдельной стойке. Подача заготовки в зону резания осуществляется с помощью салазок, а ее фиксация в продольном направлении - системой зажимных устройств.
Совместно со станиной выполнен редуктор привода распределительного вала. Червячное колесо редуктора - разрезное, что позволяет регулировать люфт в зацеплении. Червяк свободно сидит на валу включения зубчатых муфт.
Вертикальные суппорты (рис. 5.11) смонтированы на стойке, имеющей неподвижный (подвижный) люнет для поддержания обрабатываемого конца заготовки. Суппорты имеют независимые движения от кулачков распределительного вала через промежуточные механизмы.
Балансир расположен в нижней части суппортной стойки и представляет собой два диаметрально установленных поперечных суппорта для отрезки готовой детали посредством его движения от кулачка вместе с несущим их коромыслом.
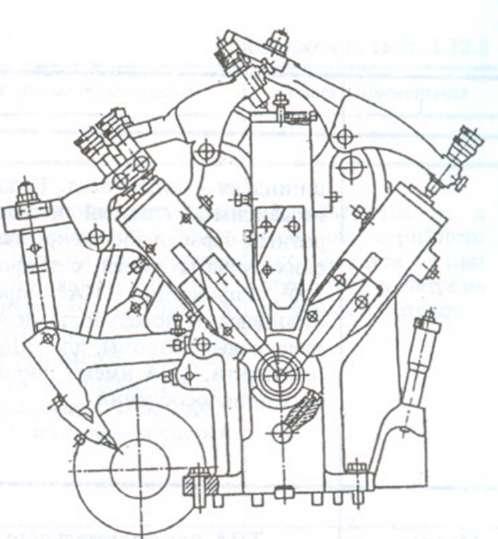
Рис. 5.11. Вертикальные суппорты токарного полуавтомата
Суппорты балансира регулируются по глубине резания, длине детали и относительно оси обрабатываемой заготовки.
Шпиндельная бабка (рис.5.12), в отличие от бабки ТПА поперечного точения, имеет вращающийся шпиндель, расположенный в продольно перемещающемся по направляющим станины литом корпусе. Подача бабки осуществляется кулаком распредвала, а величина хода устанавливается рычажно- винтовым механизмом. Обратный ' ход бабки - пружинный с ограничением по жесткому упору.

Рис.5.12. Шпиндельная бабка токарного полуавтомата
Одно шпиндельные программируемые TIIA технологически являются более гибкими и в известной степени являются усовершенствованным симбиозом одно шпиндельных патронно-прутковых 11В станков и ТПА поперечного (продольного) точения больших типоразмеров. Особенностью этих TI1A является высокая степень механизации, автоматизации и оснащенности различными агрегатами согласно технологической задаче. Движение рабочего шпинделя обеспечивается переключаемой четырехступенчатой коробкой скоростей в сочетании с электромагнитными муфтами и парой сменных колес.
Дополнительно соосно продольной оси ГПА напротив рабочего шпинделя могут быть установлены одна или две пиноли, служащие для установки неподвижных или вращающихся инструментов, а также револьверные головки с собственным приводом или копировальное устройство.
В состав программируемых ТПА включаются устройства коррекции или активного контроля, что позволяет вводить поправки в размерную настройку инструмента.
Программное управление ТПА весьма разнообразно и его выбор диктуется простотой и экономичностью использования.
Одно шпиндельные вертикальные ТПА соответствуют основным принципам конструирования современных станков общего назначения. Существуют два варианта компоновки шпинделя изделия - верхнее и нижнее. Последнее применяют наиболее часто, так как это способствует достижению наибольшей жесткости и виброустойчивости. Некоторые конструкции одно шпиндельных вертикальных ТПА содержат расточный суппорт, устанавливаемый на поворотной плите.
Приводы суппортов гидрофицированных ТПА имеют копировальные устройства. Работа гидросистемы выполняется по схеме дросселирования на входе. Программно управляемые ТПА в качестве приводов суппортов имеют индивидуальные электромеханические передачи с регулируемыми двигателями постоянного тока.
Многошпиндельные горизонтальные ТПА с вращающимися заготовками. По принципу работы различают ТПА параллельного и последовательного действия, по форме обрабатываемых заготовок - прутковые и патронные.
Станина несет на своей верхней плоскости уалы стоек привода и шпиндельной, для жесткости соединенных траверсой. Она служит также для размещения верхнего бокового суппорта и направляющих продольного.
Стойка привода содержит механизмы главной передачи и установки частоты вращения РВ с электродвигателем, а также механизм передачи движения на инструменты с самостоятельным приводом.
Шпиндельная стойка в качестве основного элемента включает барабан с установленными в нем шпинделями, несущими заготовки. Она является внешним узлом, определяющим точность обработки в зависимости от точности изготовления и фиксации барабана после поворота с помощью мальтийского механизма. В стойке расположены также механизмы закрепления и подачи заготовки.
Вращение шпинделей осуществляется от центрального зубчатого колеса, установленного на центральном приводном валу и получающим движение посредством клиноременной передачи от главного привода. Центральный вал имеет также зубчатые колеса для привода приспособлений с вращающимися инструментами с возможностью реверса при нарезании резьбы. Привод поворота барабана устроен таким образом, что скорость и направление его поворота не сказывается на движении шпинделей, скорость которых можно менять на ходу.
Траверса, помимо обеспечения жесткости, служит для размещения распределительного вала управления ТПА, получающим движение через систему передач от полого вала, концентрично установленного по отношению к центральному приводному валу. РВ управления имеет кулачки для перемещения продольных салазок и бокового суппорта, подачи и зажима заготовок, управления фиксатором барабана, выполнения специальных команд для приспособлений.
Блок продольных салазок в значительной мере определяет размеры рабочей зоны, жесткость центрального вала и вероятность столкновения работающих суппортов, зависящую от схемы их расположения. Варианты схем показаны на рис.6.13, а и б для прутковых и патронных ТПА соответственно. Продольные салазки установлены на полом валу и имеют возможность перемещения вдоль него посредством рычажного механизма от соответствующих кулачков РВ управления. Для правильного взаимного расположения граней салазок относительно осей шпинделей следует предусматривать соответствующие регулировки.
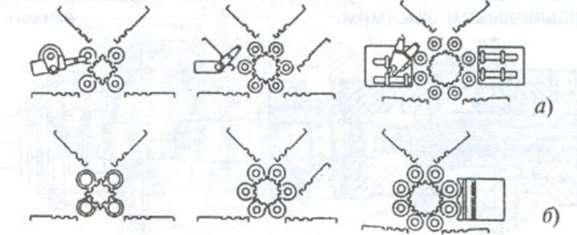
Рнс.5.13. Схемы расположения суппортов в токарных полуавтоматах:
а - прутковых; б - патронных
Нижние боковые суппорты, испытывающие значительные нагрузки, устанавливают на нижней части станины. Их ход можно регулировать в .определенном диапазоне независимо от профиля кулачка.
В зависимости от исполнения ТПА - пруткового или патронного - станки оснащают широкой номенклатурой различных дополнительных устройств - как для инструмента, так и для заготовок.
Многошпиндельные горизонтальные TI1A с вращающимися инструментами - это по сути патронные ТПА с инструментальными шпинделями, имеющими несколько направлений подачи для обработки заготовки с двух сторон или более. При этом заготовки закрепляют в поворотной револьверной головке, зажимные устройства которых обычно имеют более крупные размеры, соответствующие форме заготовок.
Шпиндельные бабки с встроенными приводами несут по пять инструментальных шпинделей. Противоположные бабки соединены центральным валом, на котором между бабками расположен поворотный барабан с шестью позициями зажима. Вал закреплен в упорных подшипниках шпиндельных бабок.
Шпиндель получает подачу, не связанную с ускоренными рабочими ходами шпиндельной бабки, имеющей гидравлический привод.
Силовые головки ТПА рамного типа (рис. 5.14) имеют гидравлическую подачу; вращательное движение шпиндели получают от электродвигателей через зубчатую или ременную передачу. Величина продольного перемещения устанавливается кулачками, связанными с выдвижной пинолью. Скорость подачи регулируется бесступенчато.
Барабан с заготовками (рис.5.15) имеет механизм фиксации после его поворота гидравлическим ШД через предохранительную муфту.
На ТПА горизонтального типа элементы поворота и фиксации барабана расположены в левой шпиндельной бабке У, в правой 2 - вспомогательное устройство с фиксированием. Включение поворота барабана - гидравлическое.
В ТПА рамной конструкции поворот барабана индексируется цилиндрическими зубчатыми кольцами с гидравлическим зажимом.
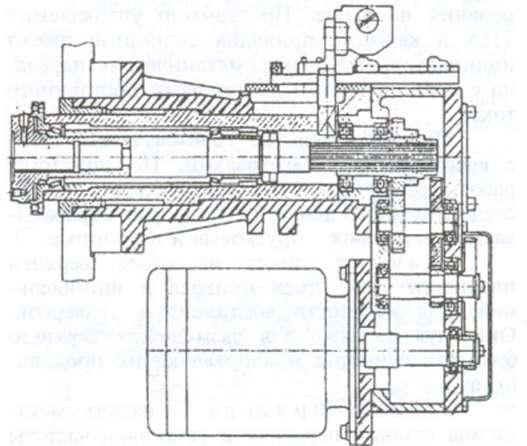
Рис.5.14. Силовая головка токарного полуавтомата рамного типа

Рис.5.15. Механизм фиксации барабана с заготовками
Управление всеми движениями ТПА - электрическое программное управление, установка пути - аналоговая кулачковая.
Зажимные устройства показаны на рис.5.16 (а - обычное исполнение; б - с поворотным устройством; в - с двух- и трех кулачковыми патронами; г - с зажимной цангой; д - с зажимной оправкой; е - с палетами).
Многошпиндельные вертикальные TTIA, несмотря на различие в принципах работы, имеют тождественные компоновочные решения. Ввиду больших технологических возможностей распространены ТПА последовательного принципа действия.
Станина (основание) с центральной тумбой служит для монтажа основных узлов ТПА, размещения емкостей для смазки и гидравлики. Тумба - неподвижная вертикальная пустотелая колонна с конической поверхностью в нижней части, сопряженная с поворотным столом и являющаяся главным опорным элементом несущей системы. На продольных плоских гранях колонны установлены направляющие суппортов. К верхнему торцу колонны крепится фланец для размещения коробок скоростей и подач, редукторы и стойки со встроенным гидроцилиндром с тягой, управляющей синхронизаторами вращения шпинделей и тормозом на загрузочной позиции стола. В загрузочной позиции основания расположены механизмы поворота стола и фиксации.
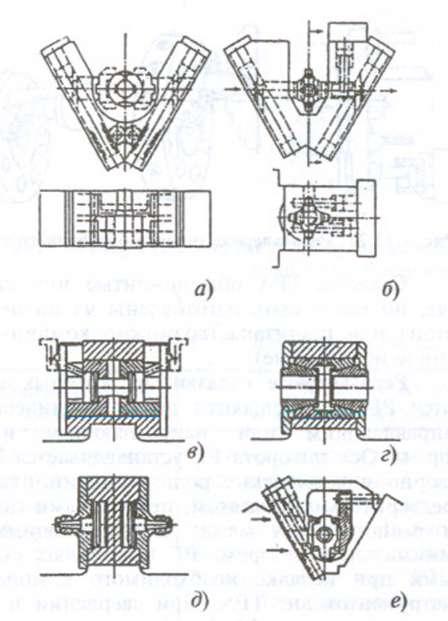
Рис. 5.16. Зажимные устройства токарных полуавтоматов
Поворотный стол расположен в горизонтальной плоскости относительно вертикальной колонны на специальном двойном упорном шарикоподшипнике, удерживающем стол от вертикальных перемещений. В столе установлены вертикальные шпиндели с заготовками, причем на позиции загрузки- выгрузки вращение шпинделя отсутствует. Каждый шпиндель снабжен приводным зубчатым колесом, включаемым через синхронизатор, упорными планками мальтийского механизма, стопором фиксатора и гидрораспределительным устройством, управляющим гидроцилиндром зажима заготовки.
Синхронизатор с тормозом (рис.5.17) установлены на каждой шпиндельной позиции с .целью безударного сцепления с приводом главного движения после поворота стола и разгона шпинделя до установленной скорости. Включение синхронизаторов всех шпинделей одновременное и выполняется штоком гидроцилиндра, встроенного в раздаточные шестерни, посредством рычагов. Тормоз шпинделя на загрузочной позиции включается одновременно с синхронизаторами.
Суппорты. Применяются четыре типа суппортов: простые с вертикальной (продольной) подачей; последовательного действия (с вертикальной и поперечной подачами); универсальные (подача под углом); двойного действия (вертикальная и две противоположных поперечных подачи). Они обеспечивают четыре цикла работы суппортов на каждой рабочей позиции посредством механических командоаппаратов.
Фронтальные ТПА являются разновидностью токарных патронных автоматов, обслуживаемых с торцовой стороны патрона рабочей зоны. Двух шпиндельные конструкции исключают силовое взаимодействие шпинделей друг с другом в процессе резания.

Рис. 5.17. Синхронизатор с тормозом
Список литературы
Металлорежущие станки. Номенклатурный справочник. М.: ЭНИМС,
ЦНИТИ, 1993, 116 с.
Металлорежущие станки. Токарные станки: Отраслевой каталог/ВНИИТЭМР М.: ВНИИТЭМР, 1992 , 132 с.