

Konspekt_lekcii автом.пр.проц.в. маш.(Норко)
.pdf91
4.Размерные связи в автоматическом процессе изготовления деталей и при стыковке транспортных тележек со станками
Процесс изготовления деталей машин, прежде всего должен обеспечивать требуемое качество, количество и сроки изготовления при минимальных затратах. Качество деталей машин описывается двумя группами параметров:
-параметрами свойств материалов (прочность, твердость и т. д.):
-размерными параметрами (размеры деталей, форма, шероховатость). В автоматическом процессе изготовления деталей действуют различные
размерные связи, которые можно подразделить на три группы:
-установочные;
-операционные;
-межоперационные.
Установочные размерные связи реализуются в процессе автоматической установки заготовок в приспособления, в кассеты, на станки, в измерительные машины и т. д. Установочные размерные связи, как правило, не существенно влияют на достижение качественных показателей изделия, но влияют на возможность автоматического транспортирования заготовок» загрузки и выгрузки станков. Исходными ИЛИ замыкающими звеньями установочных размерных связей являются допустимые отклонения в расположении технологических баз заготовки и исполнительных поверхностен приспособления. Установочные размерные связи аналогичны сборочным размерным связям и рассчитываются аналогично.
Операционные размерные связи реализуются в процессе получения каждого размера на детали при обработки ее на какой либо технологической системе. Замыкающим или исходным звеном является получаемый на детали размер, так называемый операционный размер. Составляющими звеньями операционной размерной цепи могут быть в зависимости от вида
92
размерной связи различные размеры технологической системы: размеры инструмента, станка, приспособления и размеры установки заготовки.
Операционные размерные связи описывают и обеспечивают получение на детали требуемых операционных размеров на каждой рабочей позиции автоматической обрабатывающей системы.
Межоперационные размерные связи объединяют в единое целое весь технологический процесс изготовления детали, связывая различные операционные размеры, получаемые на детали, с размерами заготовки, и припусками на обработку. Замыкающими звеньями межоперационвых размерных цепей являются припуски на обработку и те размеры детали которые непосредственно не получаются как операционные размеры ни одной из операций технологического процесса.
Операционные и. межоперационные размерные связи называют технологическими размерными цепями.
4.1Размерные связи при стыковке транспортных тележек состанками
Автоматические транспортные тележки используются для автоматического транспортирования заготовок на спутниках, изделий, кассет с заготовками и инструментами.
На рис. 4.1 показано положение транспортной тележки 3 относительно приемного накопителя 4 в момент перегрузки спутника 1 с заготовкой 2 с тележки. Спутник 1 установлен на приводных роликах 5 транспортера тележки 3. Эти ролики могут вращаться электродвигателем. при этом спутник один перемещается на роликах. После того, как тележка останавливается около станции, включается роликовый транспортер 5 и спутник 1 перемещается к приемному накопителю 4. На накопителе 4 в верхней части установлен такой же рольганговый транспортер, благодаря которому спутник перемещается на накопитель 4. Для того, чтобы перемещение спутника с тележки на накопитель было возможным, необходимо чтобы транспортеры тележки и накопителя, находились на

93
уровне и их смещение в горизонтальной плоскости не превышало допустимого значения.
При перемещении спутника допускается некоторый перепад высоты Ж∆- Допустимая величина Ж∆определяется конструкцией транспортеров и диаметров роликов. Допустимый размер Ж∆ определяется не только диаметром роликов, но и коэффициентом трения. Пусть в конкретном случае при расчете установлено, что Ж∆ =0±10мм. Это означает, что ролики тележки могут находиться выше или ниже на 10мм роликов накопителя или между этими крайними значениями.
Стыковочный размер Ж1 является своеобразным условием собираемости при передаче спутника Далее необходимо построить размерную цепь Ж2, в которой несовпадение высот является замыкающим звеном, а размеры Ж1 высота приемной станции и Ж2- высота тележки являются составляющими звеньями:
Рис. 4.1.Перегрузка спутника с транспортной тележки: 1-спутник; 2- заготовка; 3-автоматическая тележка; 4-станция накопителя; 5-приводной рольганг.
Стыковка должна обеспечиваться при подходе любой тележки транспортной системы к любому накопителю, следовательно, должна быть
94
обеспечена в рамках ГПС полная взаимозаменяемость тележек и накопителей. При обеспечении Ж∆ по методу полной взаимозаменяемости должны соблюдаться следующие условия:
Ж∆=Ж2 -Ж1
т∆=т2+т1
∆0∆ =∆02 -∆01 |
|
В этой системе первое уравнение |
- уравнение номиналов.Т.к. |
номинальное значение размера Ж∆=0, то из этого уравнение следует Ж=Ж2. При этом величина этих размеров принципиального значения не имеет.
Координата середины поля допуска размера Ж∆ равна нулю, так |
как |
допустимые отклонения симметричны, т.е. ∆0∆ =0. Отсюда следует, что |
∆02 |
=∆01. Второе уравнение системы показывает, что сумма допусков на высоту накопителя Т1 и высоту тележки Т2 не должна превышать допуска замыкающего звена Т∆=20мм и равняется Т1+Т2 Этому условию могут удовлетворить различные сочетания T1 и T2. Однако допуск Т1 легче обеспечить чем допуск Т2, т.к. тележка перемещается на колесах, а накопитель установлен неподвижно. Поэтому с учетом трудностей реализации допусков на практике и принятой симметричностью отклонений относительно номинального размера распределения допусков на высоту тележки и станции накопителя не должно быть симметричным, т.е. T1 не равно Т2 (например Т1=6, Т2=14).
На рис. 4.2 показан вид в плане на тележку со спутником к приемной станции рольгангового накопителя. Для возможности автоматической передачи спутника с тележки на станцию необходимо, чтобы тележка остановилась напротив станции с требуемой точностью 34. Если тележка не доедет или переедет станцию, то автоматическое выгрузка спутника будет невозможна. В рассматриваемом варианте точная остановка тележки осуществляется при помощи фотодатчика (ФД),установленного на тележке, и источника света (ИС), установленного на станции накопителя. Точность позиционирования тележки определяется многими факторами:
95
массой, скоростью подъезда, точностью датчиков, техническими характеристиками тормозной системы и другими параметрами.
В рассматриваемой задаче автоматической перегрузки спутника с заготовкой на станцию накопителя, условием реализуемости является соосность оси симметрии спутника и транспортера приемной станции. Размерная цепь, соответствующая решению поставленной задачи приведена на рис. 4.2. В этой размерной цепи: 31 - отклонение от соосности оси симметрии спутника относительно оси симметрии транспортера тележки, вызванная погрешностью положения спутника на тележке; 32- расстояние от оси симметрии спутника до фотодатчика (конструктивный размер тележки): З 3- отклонение от соосности фотодатчика тележки и источника света (ИС) на приемной станции, вызванная погрешностью позиционирования тележки, включающий погрешность фотодатчика, и погрешность инерционности срабатывания тормоза, а так же инерционность самой тележки; 34- расстояние от источника света на приемной станции до оси симметрии транспортера.
Допуск на исходное звено соосности тележки и приемной станции определяется TA=0,5(Б1-Б2), где Б 1 и Б2- ширина транспортера станции и спутника. Увеличение ТА за счет увеличения Б ограничивается необходимостью точного позиционирования спутника относительно станции.

96
Рис. 4.2. Вид в плане на тележку перед передачей спутника.
4.2 Анализ установочных размерных связей при изготовлении
Установочные размерные цепи необходимо всегда рассчитывать при автоматической установке заготовок или изделии на станок, в приспособления, на спутники, в накопитель, в ячейку автоматическогосклада и т. д. Методика выявления и расчета установочных размерных цепей такая же, что и при сборке изделий. Разница состоит лишь в том, что допуски размеров при установке заготовок или изделий в различные приспособления, как правило, значительно больше, чем при сборке изделий, и поэтому их легче обеспечить.
Выявление и расчет размерных цепей при автоматической установке изделий, загрузке и выгрузке оборудования должны обеспечить:
- работоспособность автоматической системы;
97
- обоснованно выбрать методы и средства автоматизации, обеспечивающие требуемые размерные связи, - сформулировать требования к размерной точности автоматических устройств:
- выбрать методы и способы размерной наладки системы.
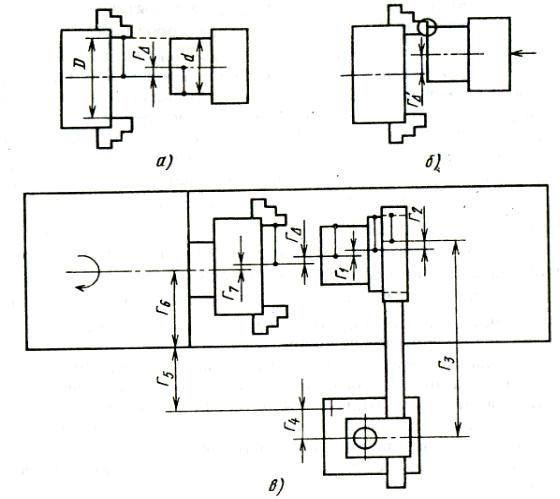
Рассмотрим размерные связи, возникающие при автоматической установке заготовки короткого вала в самоцентрирующий патрон токарного станка. Установку заготовки s патрон и съём детали осуществляет робот, что показано на рис. 50. Робот берёт заготовку охватом из ячейки кассеты, вносит заготовку в рабочую зону станка так, чтобы ось заготовки совпадала с осью раскрытых кулачков патрона, а затем вдвигает заготовку в патрон, после чего даётся команда на зажим кулачков патрона. Из рис. 4.3а видно, что ввод заготовки в раскрытые кулачки патрона возможен, если отклонение от соосности Г позиционируемой заготовки относительно оси кулачков патрона не превышает значения, определяемого по формуле:-
Г∆мах= (D-d)/2 ,
где: D - диаметр раскрытых кулачков патрона; d- диаметр устанавливаемой в патрон заготовки.
Если в момент установки размер Г∆ окажется больше предельно допустимого значения Г∆' > Г ∆ (рис. 4.3б), то при движении захвата робота вдоль оси шпинделя заготовка горцем упрётся в патрон и автоматическая установка заготовки будет невозможна. Следовательно, обеспечение требуемого значения соосности Г∆ является условием реализуемости автоматической установки заготовки в патрон. Допустимое значение СООСНОСТИ Г∆ определяется на основании приведённой выше формулы. Поскольку для большинства патронов с механическим приводом закрепления заготовки диапазон раскрытия кулачков может быть достаточно большим, то не возникает проблем обеспечения требуемого значения соосности заготовки и поверхности кулачков. Однако более подробное
98
рассмотрение процесса установки заготовки показывает, что проведённого расчёта для определения допустимых отклонений от соосности не достаточно. Это положение рассмотрим на примере. Допустим, что диаметр поверхности раскрытых кулачков превышает диаметр заготовки на 20 мм. В этом случае согласно формуле допустимое отклонение от соосности будет равно Г∆мах =10 мм. Полностью же, размер, с учётом желательности обеспечить соосность, запишется в этом случае в следующем виде: Г ∆= 0 ±
10мм.
. Это означает, что желательно выбрать номинал отклонения равным нулю, т.е. Г∆=0 , но допустимое отклонение п ринять равным до 10 мм в обе стороны. В этом случае допуск на размер будет равен 20 мм, т.е. Т∆ = 20 мм.
Рассмотрим процесс закрепления заготовки во времени. Кулачки, сдвигающиеся к оси патрона, при наличии отклонения от соосности будут стремиться переместить заготовку и схват робота в новое положение. Следовательно, возникнут упругие СИЛЫ при передаче заготовки от робота в патрон. Величина этойсилы может быть определена по формуле:
Р = J ∙ Г∆
где: J- жёсткость системы робот, заготовка, патрон.
При |
жёсткости робота Jpо6 = |
500 н/мм в случае отклонения от |
||
соосности |
Г∆ = Г∆мах |
= 10 мм упругая сила, |
действующая в момент |
|
закрепления, на робот, |
заготовку |
и кулачки |
патрона составит Р |
|
= 500 Н/мм х 10мм = 5000 Н При такой силе, если бы её могли развивать кулачки патрона, то что-нибудь сломается.
99
Рис. 4.3. Схема размерных связей при автоматической загрузке станка.
Поэтому вторым не менее важным условием определения предельно допустимого отклонения' от соосности является ограничение на возникающие упругие силы, определяемого конкретными условиями установки, т.е. моделью станка, величиной и прочностью заготовки, параметрами робота. Допустим, что в рассматриваемом примере для установки валика упругая сила не должна превышать 100 Н. Тогда допустимое отклонение от соосности составит; Г∆
1мах=P/J=100/500 = 0,2 мм.
В данном случае второе условие значительно жёстче, т.к.
Г∆1мах <Г∆мах.
Далее необходимо построить размерную цепь, показанную на рис. 4.3 в. Размерная цепь Г описывается уравнением:
100
Г∆=Г1 + Г2+ Г,- Г4 - Г5 -Г6-Г7;
где: Г1 - отклонение от соосности поверхностей технологической базы, определяет положение заготовки в захвате робота; Г2- отклонение от соосности поверхности заготовки и захвата; Гз - расстояние от оси центрирования захвата робота до базы отчёта размеров при автоматическом перемещении захвата робота в соответствии с запрограммированным значением; Г4- расстояние от базы отсчёта размеров до основной базы робота, определяющего его положение относительно станка; Г5- - расстояние между станком и роботом; Г6 -расстояние от оси шпинделя станка до основной базы станка; Г7-отклонение от соосности кулачков патрона от оси шпинделя, вызванное погрешностью центрирования кулачков патрона.
При работе робототехнического комплекса действительное значение соосности Г∆ будет меняться в основном из за погрешностей позиционирования робота, тепловых деформаций, погрешностей установки заготовки в схвате. Например, погрешность позиционирования загрузочных роботов может составлять ±0,5 мм и больше; шпиндель токарного станка модели 16К20ПФЗ при нагреве передней бабки на20 градусов при работе РТК она смещается в вертикальной плоскости на 0,04 мм, а в горизонтальной на 0,02 мм. Какие требования точности нужно в данном случае предъявить. При автоматической работе РТК необходимо обеспечить, чтобы каждую заготовку робот устанавливал впатрон станкабез поднастройки и регулировки, поэтому соосность Г∆ нужно обеспечивать по методу полной взаимозаменяемости. При полной взаимозаменяемости допуск замыкающего звена должен быть равен сумме допусков составляющих звеньев:
Т∆ = Т1+ Т2+ Т3+ Т4+ Т5+ Т6+ Т7;
где: T1, Т2... ,- Т7—допуск размеров Г соответствующего номера. Рассмотрим допуски составляющих размеров. Допуск соосности Т1нужно взять с чертежа заготовки, которую предлагается обрабатывать на РТК. Для необработанной поковки допуск может превысить допуск исходного звена.