

2.4 Призначення формувальних ухилів
Формувальними називаються такі ухили, які надають робочим поверхням, щоб полегшити витяг стрижнів з ящиків або моделей з напівформ і не порушити поверхні стрижня і форми. Формувальні ухили регламентуються ГОСТ 3212-80 для зовнішніх і внутрішніх поверхонь.
Формувальні ухили передбачаються в тому випадку, якщо у виливку не передбачені конструктивні ухили. Формувальні ухили виконують у напрямку витягу моделі з ливарної форми або стрижня із стрижневого ящика:
- на оброблюваних поверхнях - за рахунок збільшення розміру виливка понад припуску на механічну обробку (рис. 2.1, а);
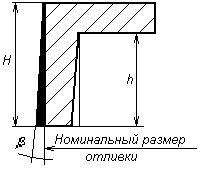
- на необроблюваних поверхнях, які не сполучаються з іншими деталями - за рахунок одночасного збільшення і зменшення номінального розміру виливка, починаючи з її середини; (рис. 2.1, б);
- на необроблюваних поверхнях, які сполучаються з іншими деталями, збільшенням або зменшенням номінального розміру виливка на величину ухилу (рис. 2.1, в, г) залежно від поверхонь сполучення.


а) б)

в) г)
Рисунок 2.1 - Формувальні ухили
Формувальні ухили не повинні міняти характер затвердіння виливка.
Розміри ухилів для форм із піщано-глинистих сумішей і форм, що твердіють у контакті з оснасткою, наведені в таблиці 2.4.
Ухили вказуються величиною кута, вираженої в градусах.
Таблиця 2.4 - Значення формувальних ухилів модельних комплектів
|
Висота поверхні моделі, що витягається із форми, h, мм |
Формувальний ухил | |||
|
металевого, пластмасового |
дерев'яного | |||
|
для форм із піщано-глинистих сумішей |
для форм, що твердіють у контакті з оснасткою |
для форм із піщано-глинистих сумішей |
для форм, що твердіють у контакті з оснасткою | |
|
До 10 |
2020/ |
3030/ |
2055/ |
4000/ |
|
Понад 10 до 16 |
1035/ |
2035/ |
1055/ |
2050/ |
|
Понад 16 до 25 |
1010/ |
1055/ |
1030/ |
2020/ |
|
Понад 25 до 40 |
0050/ |
1020/ |
1005/ |
1030/ |
|
Понад 40 до 63 |
0035/ |
0055/ |
0045/ |
1005/ |
|
Понад 63 до 100 |
0025/ |
0040/ |
0035/ |
0045/ |
|
Понад 100 до 160 |
0020/ |
0030/ |
0025/ |
0035/ |
|
Понад 160 до 250 |
0020/ |
0030/ |
0025/ |
0035/ |
|
Понад 250 до 400 |
0020/ |
0030/ |
0020/ |
0035/ |
|
Понад. 400 до 630 |
0020/ |
0025/ |
0020/ |
0035/ |
|
Понад 630 до 1000 |
0020/ |
0025/ |
0020/ |
0030/ |
|
Понад 1000 до 1600 |
0020/ |
0025/ |
0020/ |
0030/ |
|
Понад 1600 до 2500 |
0020/ |
0025/ |
0020/ |
0030/ |
2.5 Визначення розмірів виливка
Розмір виливка визначається безпосередньо розміром деталі, величиною допуску на розмір, припуском на механічну обробку виливка, а також величиною ухилів і допуску на розмір виливка.
Для необроблюваних поверхонь розміри виливка можна визначити за формулою
![]() , (2.1)
, (2.1)
де L0 - номінальний розмір виливка, мм;
LД - номінальний розмір деталі, мм;
Т0 - допуск на розмір виливка, мм.
Розміри виливка для оброблюваної поверхні визначається з урахуванням розміру припуску на механічну обробку по формулі
![]() (2.2)
(2.2)
де Z - припуск на механічну обробку (на сторону) виливка.
У розмір виливка входять величини ухилів, напусків, припливів, якщо вони потрапляють у даний розмір.