

9.3 Елементи конструкції модельних плит
Модельні плити мають такі конструктивні елементи:
установочні штирі або втулки (центруючі і направляючі) під втулки або штирі в опоках;
вушка під установочні штирі або втулки;
лапи для кріплення плит до столу машини;
ручки або цапфи для транспортування;
платики під скріплюючі скоби або вушка під скріплюючі штирі.
Модельні плити повинні виготовлятися відповідно стандарту ГОСТ 20084 – 74 - ГОСТ 20130-74. На рис. 9.4 – 9.10 і у табл. 9.2 – 9.7 наведені приклади деяких конструкцій і розміри сталевих і чавунних модельних плит.

Рисунок 9.4 - Конструкція сталевих модельних плит для опок з розмірами у просвіті 400 х 300, 450 х 350, 500 х 400 мм на формувальні машини без повороту напівформи з допресуванням
Таблиця 9.2 – Розміри сталевих модельних плит для опок з розмірами у просвіті 400 х 300, 450 х 350, 500 х 400 мм на формувальні машини без повороту напівформи з допресуванням
|
Розміри опок у просвіті, мм |
Основні розміри модельних плит, мм | |||||||
|
L |
L1 |
L2 |
L3 |
B |
А |
A1 |
s | |
|
400х300 |
450 |
650 |
540 |
560 |
350 |
500 |
500 |
8, 12, 16 |
|
450х350 |
500 |
700 |
580 |
610 |
400 |
550 |
540 |
8, 12, 16 |
|
500х400 |
550 |
750 |
600 |
660 |
450 |
600 |
570 |
8, 12, 16 |
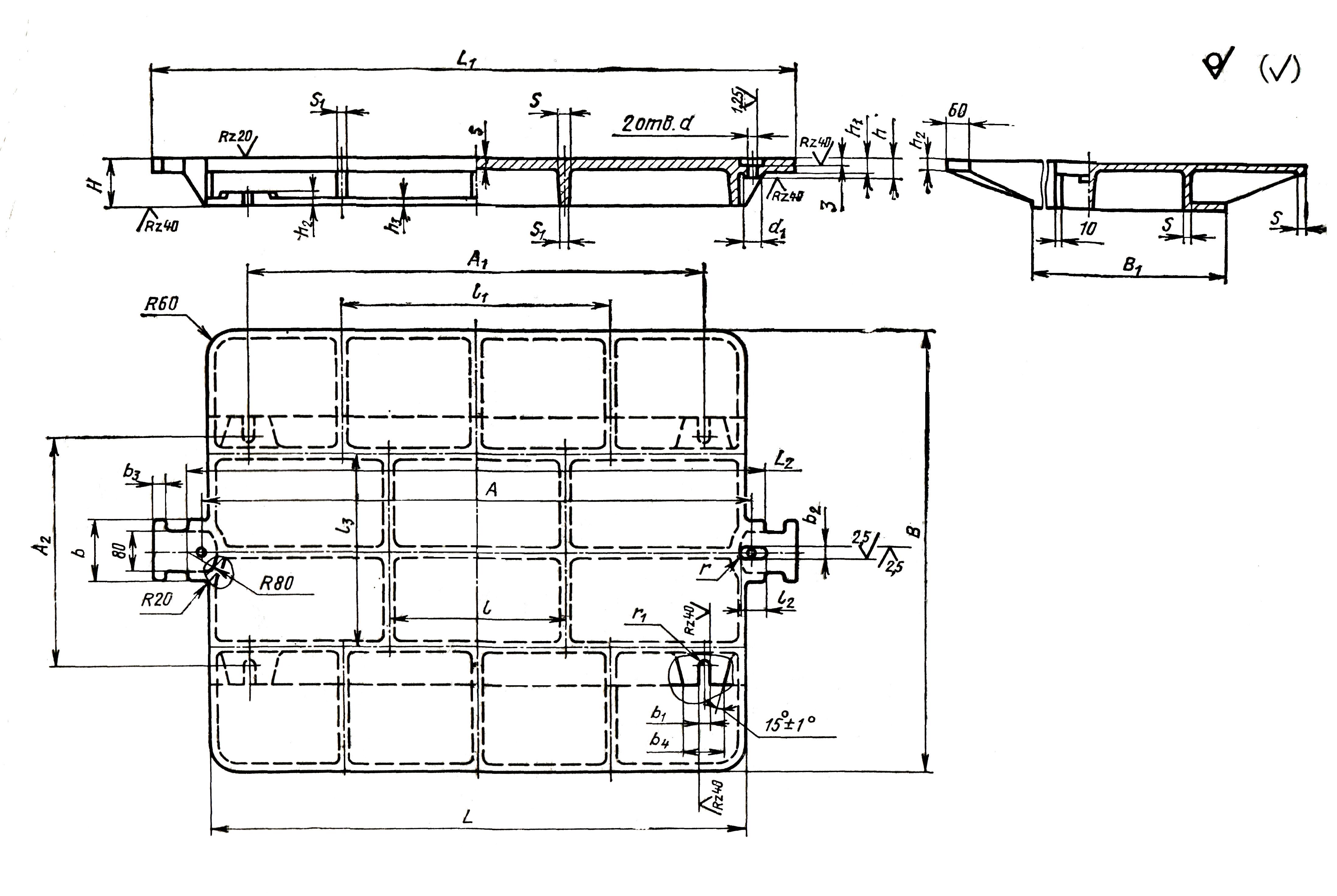
Рисунок 9.5 - Конструкція сталевих модельних плит для опок з розмірами у просвіті 600 х 500, 800 х 700, 1000 х 800 мм на формувальні машини з поворотом напівформи з допресуванням за ГОСТ 20111-74
Таблиця 9.3 – Розміри сталевих модельних плит для опок із розмірами у просвіті 600 х 500, 800 х 700, 1000 х 800 мм на формувальні машини з поворотом напівформи з допресуванням за ГОСТ 20111-74
|
Основні розміри модельних плит, мм |
Розміри опок у просвіті, мм | ||
|
600х500 |
800х700 |
1000х800 | |
|
1 |
2 |
3 |
4 |
|
L |
680 |
880 |
1120 |
|
L1 |
880 |
1100 |
1340 |
|
L2 |
760 |
980 |
1190 |
|
B |
580 |
780 |
920 |
|
B1 |
450 |
500 |
540 |
|
H |
80 |
90 |
100 |
|
A1 |
480 |
550 |
950 |
|
A |
700 |
920 |
1120 |
|
A2 |
380 |
420 |
460 |
|
b |
110 |
120 |
130 |
Продовження таблиці 9.3
|
1 |
2 |
3 |
4 |
|
b2 |
25 |
25 |
30 |
|
b3 |
20 |
20 |
25 |
|
d |
16 |
16 |
20 |
|
d1 |
30 |
30 |
38 |
|
h |
25 |
25 |
32 |
|
h2 |
18 |
22 |
25 |
|
h3 |
10 |
12 |
14 |
|
l |
230 |
290 |
360 |
|
l1 |
320 |
400 |
560 |
|
l2 |
55 |
55 |
65 |
|
s |
10 |
12 |
14 |
|
s1 |
8 |
10 |
11 |
|
r |
12,5 |
12,5 |
15 |

Рисунок 9.6 - Конструкція чавунних модельних плит із змінними металевими вкладишами для опок з розмірами у просвіті б00 х 500, 800 х 700, 1000 х 800 мм на формувальні машини з поворотом напівформи з допресуванням
Таблиця 9.4 – Розміри чавунних модельних плит із змінними металевими вкладишами для опок з розмірами у просвіті б00 х 500, 800 х 700, 1000 х 800 мм на формувальні машини з поворотом напівформи з допресуванням
|
Розміри опок у просвіті, мм |
Основні розміри, мм | ||||
|
L |
L1 |
L2 |
А |
B1 | |
|
600х500 |
606 |
830 |
306 |
700 |
500 |
|
800х700 |
806 |
1060 |
356 |
920 |
550 |
|
1000х800 |
1006 |
1320 |
406 |
1120 |
600 |

1 - рама, 2 - вкладиш, 3 - штир центруючий, 4 - штир направляючий,
5 - гайка, 6 - шайба
Рисунок 9.7 - Конструкція модельних плит із змінними дрібними дерев'яними вкладишами для опок з розмірами у просвіті 400 х 300,