

Билет №8
1.Характерные признаки поточного производства
Поточная форма применяется в массовом и крупносерийном производстве.
Признаки: 1 специализированные рабочие места.
2 все операции выполняют в течение такта.
3 размещение рабочего места и оборудования строго по маршруту технологического процесса.
4 передача изделия на следующую операцию немедленно.
2. На токарном станке обрабатывают партию деталей
Т=0,5-0,3=0,2 Середина поля допуска 100,4
максимальное поле рассеивания размеров наибольшая широкая часть поля рассеивания размеров
3.Какие методы получения заготовок для корпусных деталей вы знайте?
В качестве заготовок принимаем литьё различным способами из чугуна, стали, цветных металлов. В приборостроении литьё из пластмасс.
1 поковки для небольших корпусов.
2 сварные заготовки.
3 сборные корпуса.
4.Определить станкоёмкость токарной операции.
станкоёмкость t=Тшт=0.5+0.2+0.6+0.8+(0,6+0,8+0,2)*0,06=
5.Перечислите состав технологического оборудования ГПС и средств управления
1–Технологическое оборудование, станки
2–Транспортно складская система ТСС
3–Транспортно накопительная система ТСН
4–Система контроля изделий
5–Система удаления отходов
6–Система установки детали в спутники
7–Система инструментального обеспечения
8–Система управления
6. Как устанавливаются и приводяться во вращение заготовки на бесцентрово шлифовальных станках
устанавливаються на нож и приводяться во вращение ведущим шлифовальным кругом
б езцентровочное
шлифование. Подача может, осуществляется
двумя способами: перемещение поперечного
круга (врезание), обеспечение подачи за
счёт поворота ведущего круга в вертикальной
плоскости.
езцентровочное
шлифование. Подача может, осуществляется
двумя способами: перемещение поперечного
круга (врезание), обеспечение подачи за
счёт поворота ведущего круга в вертикальной
плоскости.
шлифовальный круг.
опора (нож).
ведущий круг.
заготовка.
7.Геометрия спирального сверла. Влияние угла наклона винтовой канавки w на стойкость сверла
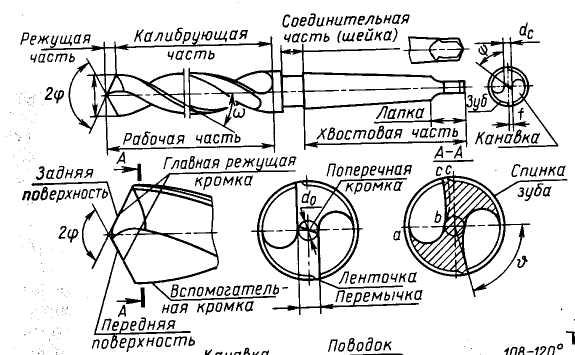
При уменьшении угла в плане уменьшается толщина среза увеличивается ширина Возрастает окружное усилие Pz и крутящий момент Уменьшается осевое усилие увеличивается стойкость но прочность уменьшается Калибрующий участок явл. направляющим и служит в качестве резерва для переточек и окончательного формообразования. Для уменьшения трения на калибрующей части делается обратная конусность0,02-0,12на100мм для этого служат и ленточки Угол наклона винтовой w канавки влияет на передний угол и на отвод стружки С его увеличением лучше коэффициент трения лучше отвод стружки больше жёсткости на кручение но меньше жесткости в осевом направлении
Главная секущая плоскость составляет
с плоскостью резанья угол
![]() переменный
вдоль режущей кромкиПередний угол в
осевой плоскости равен углу наклона
стружечной канавки
переменный
вдоль режущей кромкиПередний угол в
осевой плоскости равен углу наклона
стружечной канавки![]() где
Rx радиус на котором определяется угол
а R наружный
где
Rx радиус на котором определяется угол
а R наружный
Задний угол служит для уменьшения трения
Для обеспечения постоянство угла
заострения
![]() и увеличения кинематики задних углов
задний угол у сверла делается переменным.
и увеличения кинематики задних углов
задний угол у сверла делается переменным.