

Феррозондовый контроль-2.57
.pdfТаблица 4.1 Результаты измерений составляющих напряженности магнитного поля Земли
|
|
|
Составляющие напряженности магнитного поля |
|||||||||
Номер |
Hx, |
Hy, |
Нτ, |
αНτ, |
Hx, |
Hy, |
Нτ, |
αНτ, |
Hx, |
Hy, |
Нτ, |
αНτ, |
сектора |
А/м |
А/м |
А/м |
град. |
А/м |
А/м |
А/м |
град. |
А/м |
А/м |
А/м |
град. |
|
|
сектор 1 |
|
|
сектор … |
|
|
сектор n |
||||
1 |
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
… |
|
|
|
|
|
|
|
|
|
|
|
|
m |
|
|
|
|
|
|
|
|
|
|
|
|
6)Для каждого сектора рассчитать значение тангенциальной составляющей напряженности магнитного поля Нτ расч и сравнить его со значением Нτ, измеренным с помощью феррозондового преобразователя МДФ-9405.30-02. Результаты расчетов записать в табл. 4.2 и оценить погрешность измерения.
7)Рассчитать значения напряженности Н поля и записать их в табл. 4.2.
8)Построить схему распределения составляющих напряженности магнитного поля Нτ, Нn, Н, обозначив контуром местонахождение объектов контроля.
|
|
|
|
|
|
|
|
|
|
Таблица 4.2 |
||
|
Результаты расчета напряженности магнитного поля Земли |
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Составляющие напряженности магнитного поля |
||||||||||
Номер |
Нτ, |
Нτрасч, |
Нn, |
Н, |
Нτ, |
Нτрасч, |
Нn, |
Н, |
Нτ, |
Нτрасч, |
Нn, |
Н, |
сектора |
А/м |
А/м |
А/м |
А/м |
А/м |
А/м |
А/м |
А/м |
А/м |
А/м |
А/м |
А/м |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
сектор 1 |
|
сектор … |
|
сектор n |
||||||
1 |
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
… |
|
|
|
|
|
|
|
|
|
|
|
|
m |
|
|
|
|
|
|
|
|
|
|
|
|
4.3.Содержание отчета
Вотчете должны быть представлены таблицы с экспериментальными данными, схематический рисунок магнитного поля Земли для помещения лабо-
10
ратории, анализ распределения напряженности магнитного поля и ее составляющих с учетом влияния намагниченных объектов контроля.
4.4.Контрольные вопросы
1)Какие основные характеристики магнитного поля используются при выполнении работы?
2)С помощью каких приборов можно измерить напряженность магнитного поля Земли?
3)Какой тип феррозондовых преобразователей используется для измерения составляющих напряженности магнитного поля?
4)Можно ли определить направление вектора напряженности магнитно-
го поля?
5)Какой из измеренных векторов определяет направление на северный полюс Земли?
6)Какое условие должно соблюдаться при измерении тангенциальной составляющей напряженности магнитного поля?
Лабораторная работа 5
НАСТРОЙКА ФЕРРОЗОНДОВЫХ ДЕФЕКТОСКОПОВГРАДИЕНТОМЕТРОВ С ФИКСИРОВАННЫМ ПОРОГОМ
Цель работы: приобретение навыков настройки феррозондовых де- фектоскопов-градиентометров в режиме с фиксированным порогом.
Аппаратура и образцы, используемые в работе: дефектоскопы-
градиентометры ДФ-103И, ДФ-105А, ДФ-201.1, Ф-205.03 и Ф-205.30А; стан-
дартные образцы предприятия (СОП); линейка, мел.
5.1. Общие сведения
Неоднородность магнитного поля над дефектом (рис. 5.1) вызывает искажение его как в тангенциальном направлении, так и в нормальном [4, 5]. Из рис. 5.1 видно, что тангенциальная составляющая напряженности поля Hх име-
11
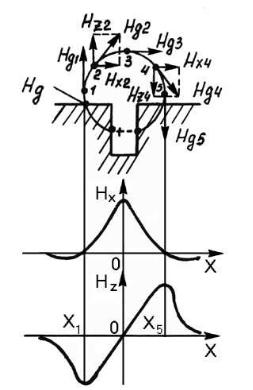
ет максимум в центральном сечении дефекта, а нормальная составляющая Hz, проходя через нуль в этом сечении, принимает максимальные положительные и отрицательные значения в точках, расстояние между которыми незначительно превышает ширину (раскрытие) трещины. Таким образом, изменение двух параметров – Нх и Нz – в направлении намагничивания в зоне дефекта дают полную характеристику неоднородности магнитного поля дефекта.
Значения нормальной и тангенциальной составляющих соизмеримы в точках экстремумов. Сканирование деталей с целью поиска (с регистрацией) дефектов приводит к формированию импульсов, форма и длительность которых будет зависеть примерно в равной сте-
пени для Нп и Нt от конфигурации, размеров и глубины залегания трещины, а также от напряженности приложенного магнитного поля и магнитной проницаемости ОК. В практике контроля информативной является функция Нz(х), которая за пределами дефекта «быстро» становится равной нулю, а постоянная составляющая функции Нх(х) является помехой.
Обратите внимание на то, что над дефектом между точками х1 и х5, которые соответствуют экстремумам сигнала дефекта по Нz(х) (см. рис. 5.1), крутизна Нz(х) больше, чем в бездефектных зонах. Эту особенность можно использовать как основу метода магнитного контроля: измерять в каждой точке и сравнивать с порогом не значение функции Нz(х), а значение ее производной
по координате х. Производная Нz(х) по х обозначается Gz(х) и называется гра-
диентом напряженности магнитного поля. Казалось бы что, сравнивая значе-
ние функции Нz(х) с некоторым фиксированным уровнем (порогом), можно безошибочно обнаружить дефект. В действительности вне зоны дефекта Нz(х) ≠ 0, а над дефектом Нz(х) значительно отличается от вида, представленного на рис. 5.1. Причинами этого являются конечность размеров контролируемой де-
12

тали, магнитные пятна, структурная неоднородность, резкие изменения сечения, шероховатость поверхности и др.
Графически реальная функция градиента напряженности Нz(х) показана на рис. 5.2, она представляет собой сумму сигнала дефекта (см. рис. 5.1) и случайной функции, зависящей от причин, перечисленных выше, которую называют помехой. Помеха приводит к двум основным ошибкам дефектоскописта – к пропуску (недобраковке) и ложному обнаружению дефекта (перебраковке). Очевидно, что малому значению отношения «сигнал/помеха» будет соответствовать большее количество ошибок [2].
На практике измерять градиент напряженности в виде производной сложнее (и необязательно), его значение оценивают как частное от деления разности значений напряженности в двух его соседних точках (последующей и предыдущей) в направлении намагничивания детали на расстояние между этими точками. Для однородных полей значение градиента равно нулю, для неоднородных – отлично от нуля. Различают градиенты по тангенциальной и нормальной составляющим, которые определяются соответственно по формулам:
G x |
(x) = |
H xi − H x(i−1) |
; |
(5.1а) |
G z |
(x) = |
H zi − Hz(i−1) |
. |
(5.1б) |
|
|
||||||||
|
|
xi − xi−1 |
|
|
|
xi − xi−1 |
|
||
13
При рассмотрении рис. 5.2 видно, что дифференцирование дало существенное увеличение отношения «сигнал/помеха». В магнитной дефектоскопии используют градиент Gz(х), который более четко характеризует неоднородность магнитного поля рассеяния над дефектом.
Рассмотрим работу дефектоскопов-градиентометров в режиме с фиксированным порогом. Достоверность такого режима велика, когда статические параметры помехи в зоне контроля от точки к точке не изменяются, что создается за счет выбора границ зон контроля (отступ от края детали и при отсутствии технологических отверстий внутри зоны).
5.2. Подготовка аппаратуры контроля
Для проведения контроля в первую очередь проводят проверку работоспособности используемых дефектоскопов, а также внешний осмотр СОП с целью определения его целостности и комплектности [6]. Подготовка дефектоскопов сводится к проверке достаточности напряжения аккумуляторной батареи (при снижении ее напряжения до 8,5 В требуется замена аккумулятора), а в микропроцессорных дефектоскопах ДФ-201.1, Ф-205.03 и Ф-205.30А кроме этого устанавливают состояние «Обнаружение дефектов и измерение
градиента». |
|
|
|
|
|
|
Проверка |
работоспособ- |
|
|
|
|
|
ности дефектоскопов заключает- |
|
|
|
|
||
ся в следующем: |
|
|
|
|
|
|
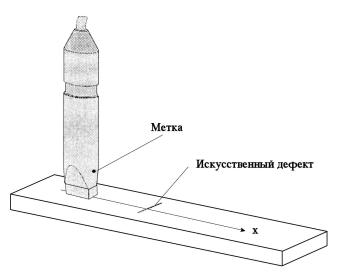
феррозондовый преобразо- |
|
|
|
|
||
ватель (ФП), в данном случае – |
|
|
|
|
||
|
Метка |
|
||||
преобразователь-градиентометр, |
|
|
||||
|
|
|
|
|||
|
|
Искусственный |
||||
располагают над дефектом таким |
|
|
||||
|
|
|
дефект |
|||
образом (рис. 5.3), чтобы его |
|
|
|
|||
|
|
|
|
|||
|
|
|
|
|||
нормальная ось была перпенди- |
|
|
|
|
||
кулярна поверхности образца, а |
|
|
|
|
||
продольная – параллельна сило- |
|
|
|
|
||
вым линиям магнитного поля; |
Рис. 5.3. |
Ориентация осей ФП |
||||
устанавливают минималь- |
||||||
на поверхности СОП |
||||||
|
|
|||||
ную чувствительность (макси-
14
мальный порог) дефектоскопа (индикаторы дефектоскопа не должны срабатывать), затем – максимальную (минимальный порог) (индикаторы дефекта должны срабатывать, если этого не происходит, то дефектоскоп неработоспособен); при перемещении преобразователя над дефектом фиксируют то его положение, при котором наблюдается максимальное значение градиента. Это значение не должно отличаться от значения, указанного в паспорте на стандартный образец, более чем на 15 %, в противном случае дефектоскоп является не-
работоспособным.
5.3. Ручная настройка порога срабатывания дефектоскопов
При ручной настройке порога срабатывания дефектоскопов выполняют следующие операции:
выбирают стандартный образец в соответствии с данными работы
[6, табл. 1.6];
включают питание дефектоскопа; в микропроцессорных дефектоскопах ДФ-201.1, Ф-205.03 и Ф-205.30А
устанавливают состояние «Обнаружение дефектов и измерение градиента» (в пятой позиции второй строки дисплея высвечивается символ «F»);
перемещая феррозондовый преобразователь над дефектом СОП, фиксируют его в положении, при котором наблюдается максимальное значение градиента напряженности магнитного поля над дефектом;
изменяя чувствительность дефектоскопа кнопками «< » и «> » от минимальной до максимальной (или порог срабатывания дефектоскопа от максимального до минимального), устанавливают то значение, при котором начинают срабатывать индикаторы дефекта (звуковой и световой) и высвечиваются 1,5 – 2 символа правее символа «F».
В результате действий, перечисленных выше, дефектоскоп настроен для работы на определенном объекте контроля (ОК), для которого был выбран СОП. Порог срабатывания устанавливают перед началом работы и не изменяют в течение всего времени работы прибора, поэтому этот порог называют фиксированным.
15
5.4. Автоматическая настройка порога срабатывания дефектоскопов
Автоматическая настройка порога срабатывания дефектоскопа проводится только приборами Ф-205.03 и Ф-205.30А.
Автоматическая настройка осуществляется следующим образом: выбирают стандартный образец в соответствии с данными работы
[6, табл. 1.6];
включают питание дефектоскопа; устанавливают состояние «Обнаружение дефектов и измерение градиен-
та» (в пятой позиции второй строки дисплея высвечивается символ «F»); устанавливают феррозондовый преобразователь на поверхность СОП в
стороне от дефекта, как это показано на рис. 5.3; нажимают кнопку «Калибр» и проводят два – три раза преобразователем
по поверхности СОП над дефектом и снова нажимают кнопку «Калибр». Таким образом фиксируется порог чувствительности, необходимый для работы на определенном ОК.
5.5.Порядок выполнения работы
1)Ознакомиться с объектом контроля, выданным преподавателем.
2)Выбрать СОП для настройки дефектоскопа, применяемого для контроля данного ОК.
3)Проверить работоспособность дефектоскопа.
4)Выполнить ручную настройку порога срабатывания дефектоскопа по выбранному СОП.
5)Научиться производить автоматическую настройку чувствительности микропроцессорных дефектоскопов Ф-205.03 и Ф-205.30А.
5.6.Содержание отчета
Вотчете должны быть приведены обоснование выбора СОП для предложенного преподавателем ОК и дефектоскопа, с помощью которого предполагается проводить контроль ОК, номинальное значение градиента напряженности
16
магнитного поля над дефектом на данном СОП и описана процедура настройки порога срабатывания дефектоскопа в ручном и автоматическом режимах.
5.7.Контрольные вопросы
1)Какие виды микропроцессорных дефектоскопов применяются для контроля деталей вагонов?
2)Что представляет собой СОП для проведения феррозондового контроля?
3)Почему нельзя использовать один СОП для настройки дефектоскопа при контроле различных деталей?
4)В чем суть понятия «фиксированного порога срабатывания» при проведении феррозондового контроля?
5)В чем заключается проверка работоспособности дефектоскопа?
6)Какова взаимосвязь между порогом срабатывания и чувствительностью дефектоскопа?
7)Каков порядок действий при ручной настройке порога срабатывания дефектоскопа?
8)В чем заключается автоматическая настройка порога срабатывания дефектоскопа?
9)Какие типы преобразователей используются для феррозондовых дефектоскопов?
Лабораторная работа 6
МАГНИТНЫЙ КОНТРОЛЬ РАМ ТЕЛЕЖЕК ГРУЗОВЫХ ВАГОНОВ
Цель работы: освоение технологии феррозондового контроля рамы тележки грузового вагона модели 18-100.
Аппаратура и образцы, используемые в работе: тележка грузового вагона модели 18-100; феррозондовые дефектоскопные установки 8-ДФ-103, 8-ДФ-105, 8-ДФ-201, 8-ДФ-205, 91-ДФ-201, 91-ДФ-205, 51-ДФ-201, 51-ДФ-205;
рулетка, мел.
17
6.1.Технология контроля деталей рамы тележки грузового вагона модели 18-100 (18-493)
Для контроля деталей тележки модели 18-100 используют дефектоскопные феррозондовые установки 8-ДФ-103, 8-ДФ-105, 8-ДФ-201, 8-ДФ-205, а модели 18-493 – 7- ДФ-201, 7-ДФ-205 (для контроля тележки в сборе), 91-ДФ-201, 91-ДФ-205 (боковой рамы) и 51-ДФ-201, 51-ДФ-205 (надрессорной балки подетально). Состав феррозондовых установок и описание работы их составных частей приведены в методических указаниях [6].
Контроль боковых рам и надрессорных балок в сборе выполняют способом остаточной намагниченности (СОН), а подетально – способом приложенного поля (СПП) [4, Руководящий документ РД 32.149-2000. Феррозондовый метод неразрушающего контроля деталей вагонов / ВНИИЖТ. М., 2000. 159 с.]. Из-за относительно малых значений индукции (по сравнению с индукцией приложенного поля) чувствительность СОН меньше, чем чувствительность СПП, однако исключается мешающее влияние намагничивающего поля, объект контроля можно устанавливать в любое положение, удобное для осмотра с достаточным освещением, и проводить контроль в условиях отсутствия источников питания электромагнитов, что улучшает условия безопасности труда.
В данной работе изучается технология феррозондового контроля рамы тележки в сборе и подетально.
Детали, подлежащие феррозондовому контролю, помещают на позицию контроля и при необходимости закрепляют.
Если детали ремонтируют сваркой, то феррозондовый контроль следует проводить до сварки. Если возникает необходимость контроля после сварки, то объект контроля необходимо охладить до температуры ниже 40°С и вновь намагнитить его перед проведением контроля.
Контролируемые детали после проведения контроля размагничиванию не подлежат.
6.1.1. Феррозондовый контроль боковой рамы тележки в сборе
Феррозондовые дефектоскопные установки, используемые для контроля боковой рамы, предполагают намагничивание тележки модели 18-100 с помощью стационарного намагничивающего устройства МСН 10 (рис. 6.1.), а мо-
дели 18-493 – МСН 10-03.
18
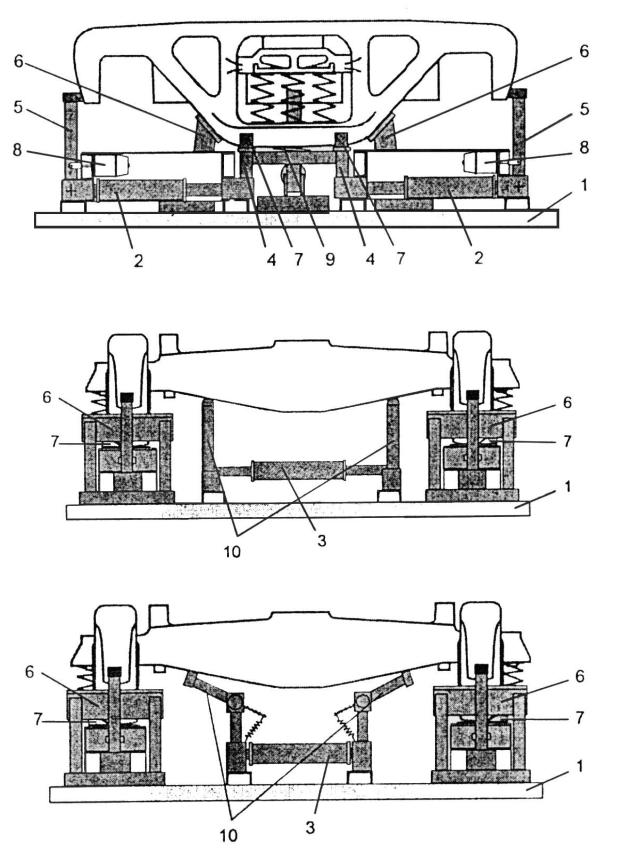
а
б
в
Рис. 6.1. Схемы устройства МСН 10: а – устройство намагничивания боковой рамы; б, в – варианты устройств намагничивания надрессорной балки
19