

9.6. Виды штамповки исходных заготовок при разной серийности производства
В те времена применяли технологические процессы (ТП) двух типов:
1. Пакетный составной способ ковки – сварка заготовок из отдельных пластин.
2. Стальные заготовки ковали обычным способом из целой заготовки и использовали два вида штамповки:
а) исходных заготовок простой формы непосредственно в штампе с окончательной формой ручьев (так штамповали поковки в крупносерийном производстве, например детали оружия);
б) предварительно откованных фасонных заготовок за несколько ударов молота (при меньшей серийности производства и относительно крупных поковках более сложной формы).
Ш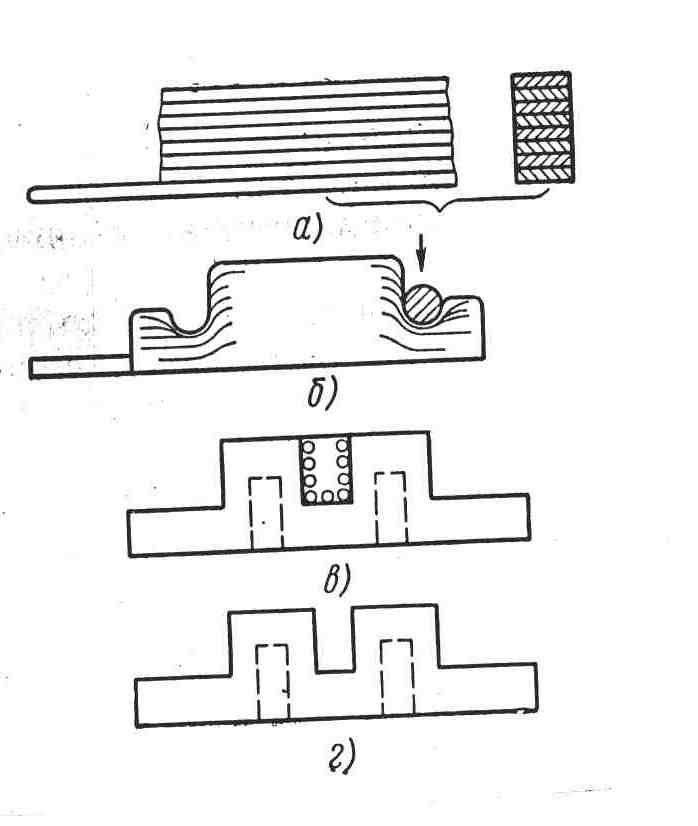 тампы
изготавливали механической обработкой
по шаблонам. Применяли монолитные,
составные, в том числе бандажированные
штампы. Быстроизнашивающиеся части
штампов изготавливали сменными из
износостойких материалов. Точность
рельефа и размеров полости штампов
проверяли с помощью свинцовых отливок.
тампы
изготавливали механической обработкой
по шаблонам. Применяли монолитные,
составные, в том числе бандажированные
штампы. Быстроизнашивающиеся части
штампов изготавливали сменными из
износостойких материалов. Точность
рельефа и размеров полости штампов
проверяли с помощью свинцовых отливок.
Рис. 9.5.Ковка двухколенчатого вала из восьми свариваемых пластин
Для штампов применяли высокоуглеродистые инструментальные стали. Производительность штамповки была в 8-10 раз выше производительности ковки. Например, поковку коленчатого вала (рис.9.5) из свариваемых пластин ковали с общим обжатием пакета пластин (а), прожатием цапф (б), их отделкой при протяжке (в) и удалением межколенных припусков колена (г), сверлением смежных отверстий при механической обработке вала.
9.7. Создание специализированных кузнечно-штамповочных заводов в ссср
До 1930 г. на каждом предприятии были кузнечно-штамповочные цехи, выпуск поковок был маломощным, а технология примитивной.
В 30е годы была увеличена серийность производства, но оно было серийным, крупносерийным, но не массовым. Кроме того, большое число переналадок инструмента (до 20 и более на единицу оборудования) ограничивало возможности специализации производства, применение средств механизации и автоматизации.
Для исключения этих недостатков стали создаваться специализированные производства штампованных изделий и в первую очередь метизного производства. В СССР насчитывалось 1000 заводов по производству гаек, болтов, гвоздей, заклепок и т.д. Появились заводы по производству запчастей для автомобилей, карданных валов, различных цепей, подшипников качения и т.д.
На специализированных заводах и в цехах массового производства поковок переналадка инструмента не изменяла условий выполнения вспомогательных операций, а механизация производства позволяла применять наиболее современные технологические решения.
В настоящее время 40% всех поковок получают ковкой, и 60% - штамповкой. При увеличении масштабов производства возрастает роль штамповки, хотя крупные поковки экономичнее получать ковкой.
Наибольшим достижением в кузнечно-штамповочном производстве является создание специализированных автоматов (типа болтового комбайна). Кроме того, применяют автоматы: для штамповки колец клапанов (роторного типа), цепей, комбайновых валиков и др.
Глава 10. Развитие техники и технологии сварки
10.1. Применение кузнечной сварки и пайки от трипольских племен до Древней Руси
Кузнечная сварка меди применялась у трипольских племен, живших на территории Юго-Западной Украины и Бессарабии в медно-каменном веке энеолите в IV-III тыс. лет до н.э. При помощи сварки делали шипы, долота, амулеты и нашивные бляшки.
В железном веке появилась кузнечная сварка железа. Куски кричного железа неоднократно проковывали, выжимая шлак из криц, и добивались сварки отдельных частиц железа.
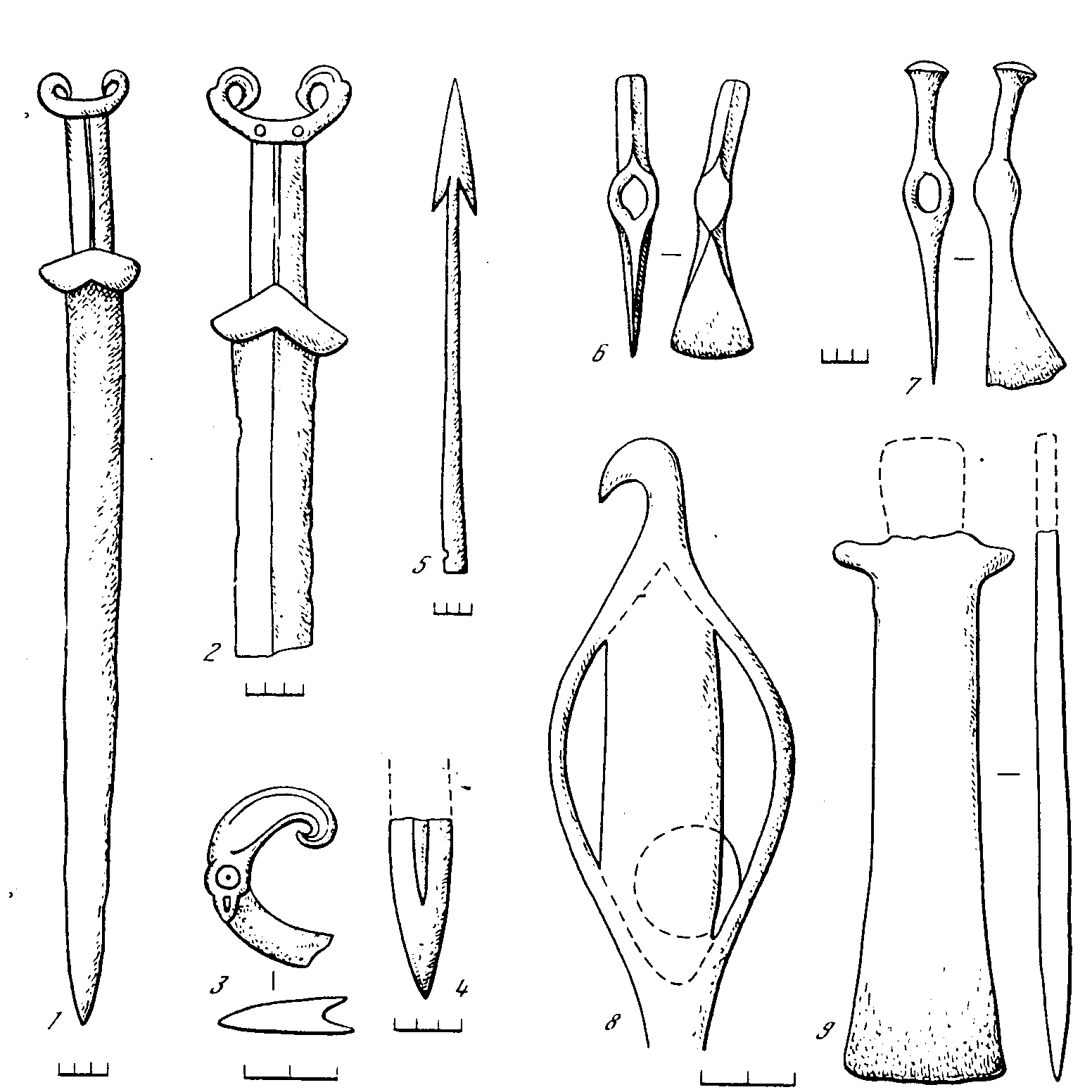
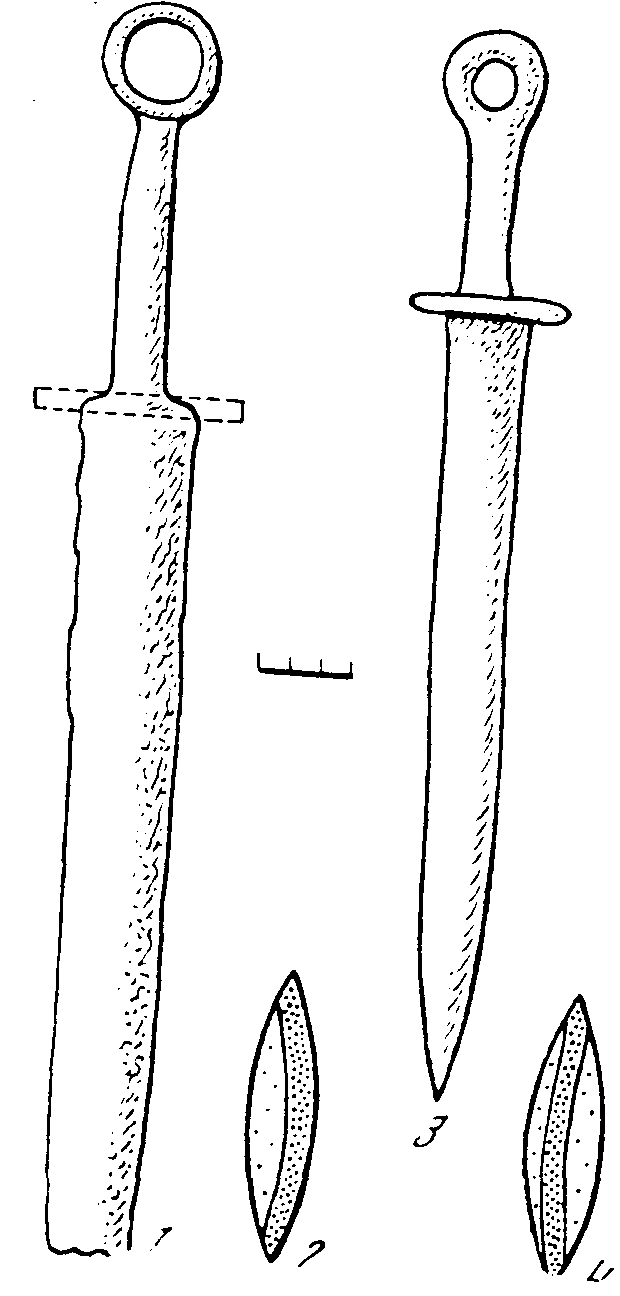
В VIII-VII в.в. до нашей эры в Восточной Европе появились биметаллические кинжалы (рис.10.1а). Тогда еще не освоили литья железа, поэтому ручку навершинье и перекрестье отливали из бронзы, а лезвие из железа. Для получения длинных мечей из коротких криц концы двух заготовок соединяли внахлестку.
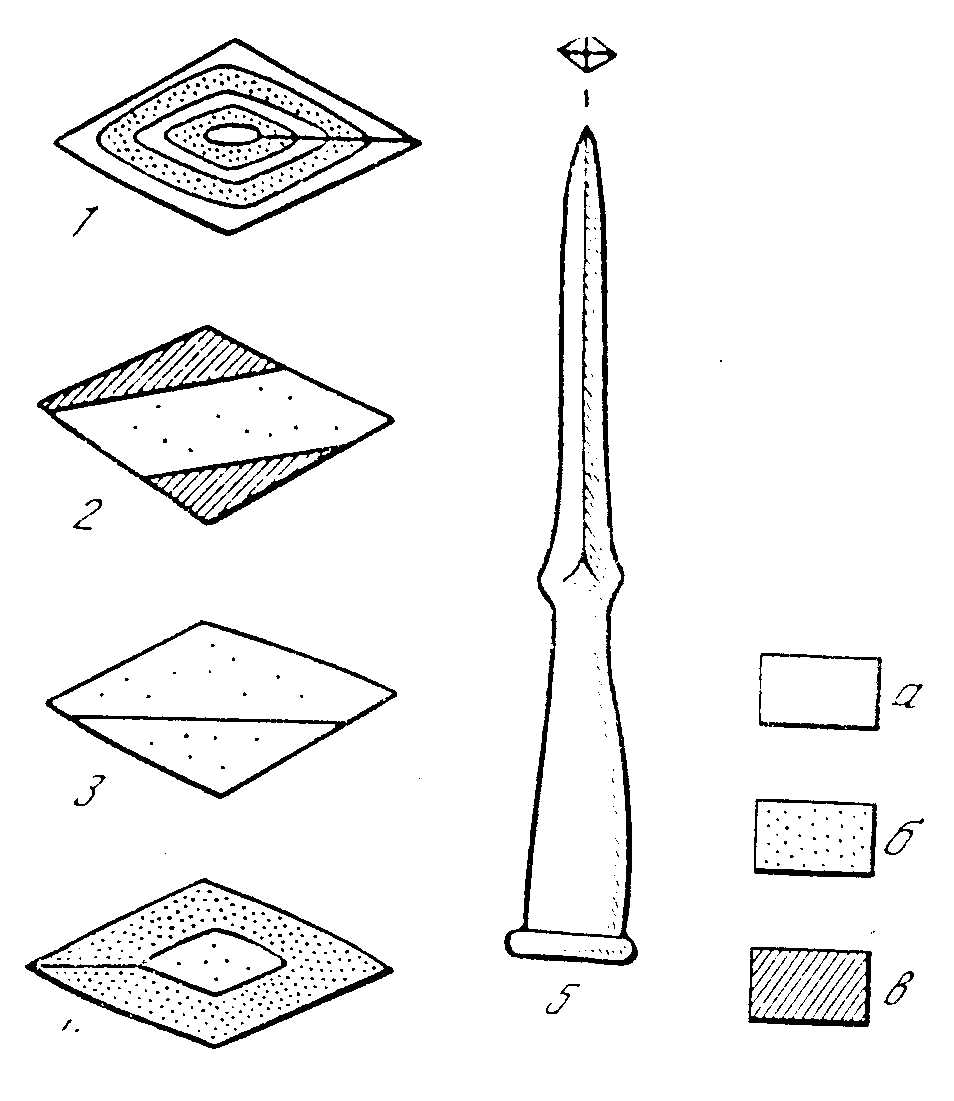
В скифскую эпоху (VII-III вв. до н.э.) освоена цементация железа (науглероживание поверхностного слоя) с целью получения большей твердости режущей кромки оружия. С помощью кузнечной сварки увеличивали размеры заготовок, придавали изделиям нужную форму, соединяли разнородные металлы с целью улучшения качества лезвий (рис.10.1б, 10.1в). При изготовлении ювелирных изделий из золота, серебра, бронзы применяли пайку. Например, в золотой серьге из скифского кургапу у Феодосии пайкой получена миниатюрная четверка мчащихся лошадей с крылатой богиней Никой, а также другие фигуры и украшения.
У сарматских племен с VI в. до н.э. до I в. н.э. найдены сарматские мечи (рис.10.1г), при изготовлении которых применялась сварка двух или трех полос железа. При изготовлении дротиков, мечей топоров и т.д. (рис.10.1д), применяли закалку с последующим отпуском.
а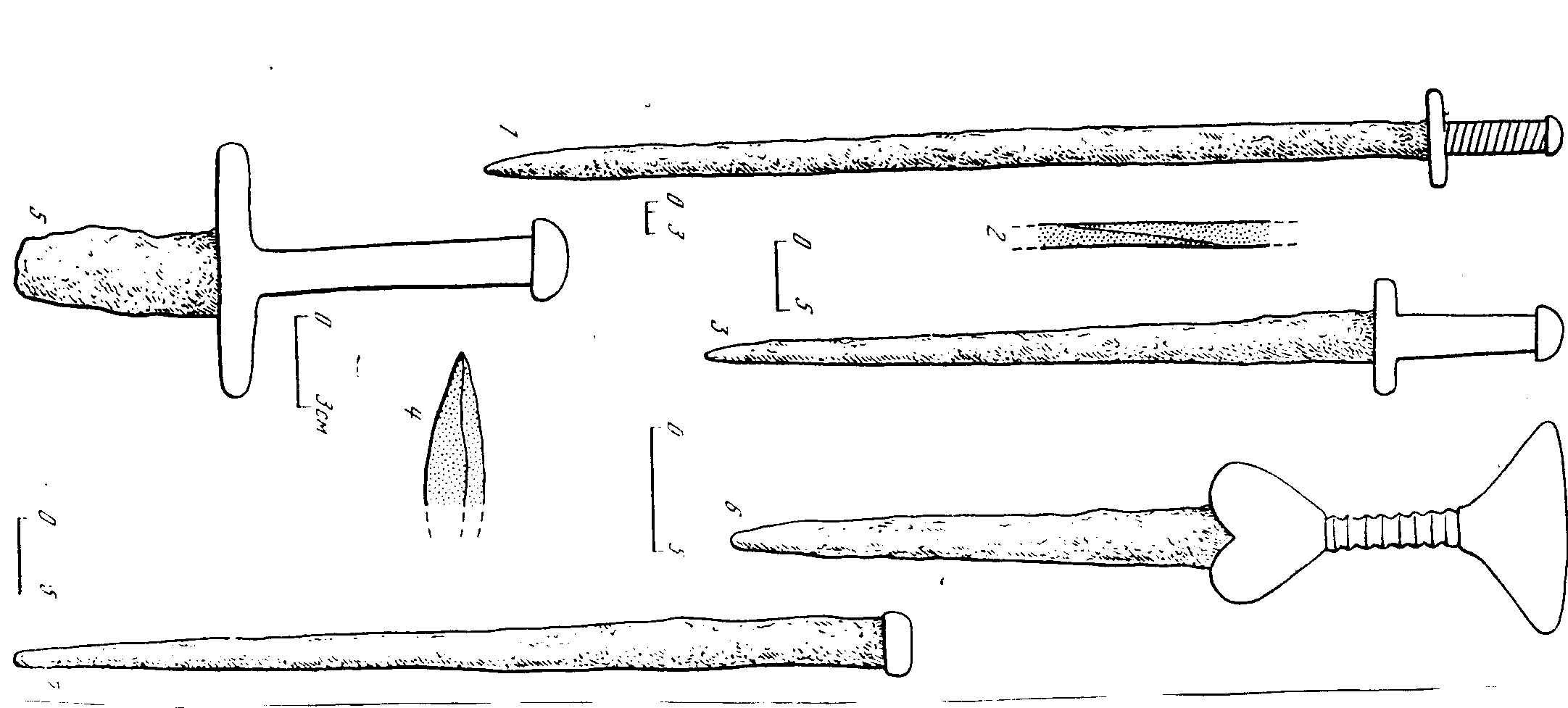
 )
)
 б)
в)
б)
в)
г) д)
Рис. 10.1. Изделия, полученные кузнечной сваркой: а – биметаллические и цельножелезные мечи киммерийскойго этапа; б – сварные железные изделия скифской эпохи; в – технологические схемы изготовления вещей скифской эпохи; г – самаратские мечи с кольцевым навершием и схема изготовления сварных лезвий этих мечей; д – технологические схемы изготовления сварных копий салтовской культуры
У болгарских племен (VIII-X в. н.э.) для изготовления кос, теслов, мотыг, мечей, серпов, наконечников копий применяли кузнечную сварку железа и стали. Для получения неразъемных соединений из бронзы, серебра или золота применяли пайку свинцово-оловянистым припоем.
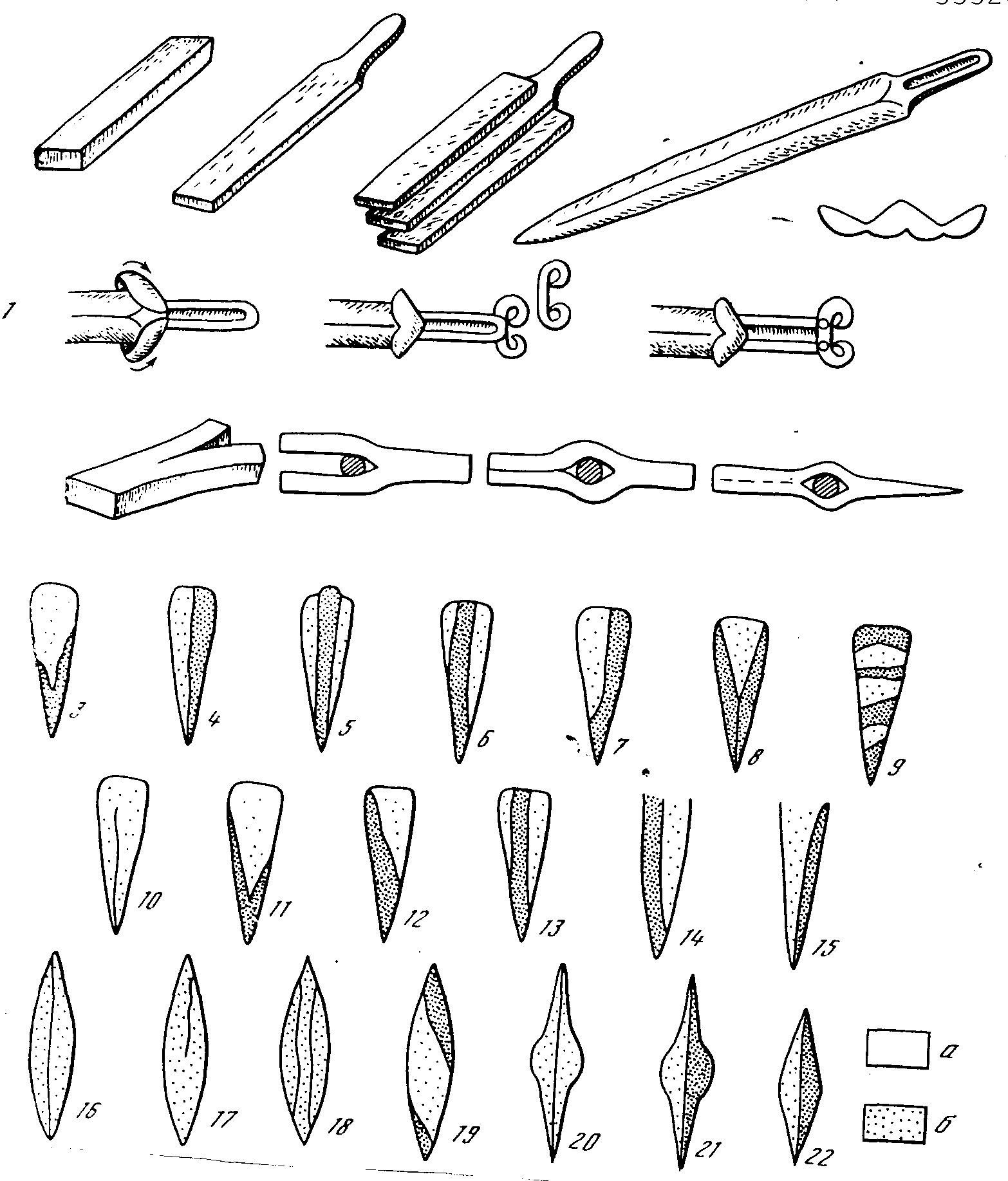
В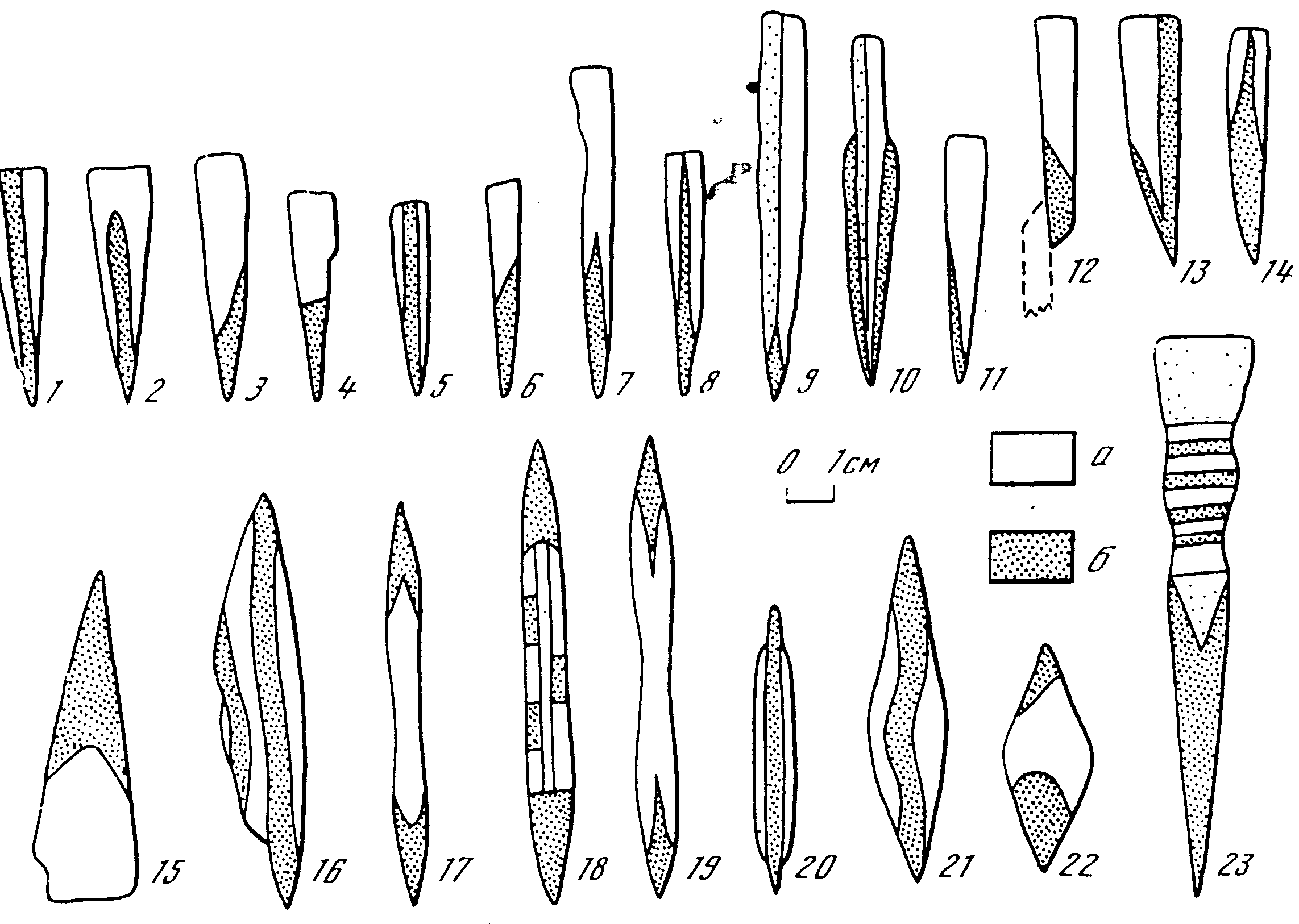 Древней РусиX-XIII
вв. приблизительно 70% всевозможных
стальных и железных изделий изготавливали
сваркой. Например, при изготовлении
замковых пружин соединяли тончайшие
полосы железа и стали (от 0,8 до 2мм). Для
изготовления серпов, кос, токарных
резцов, мечей, копий сварку лезвий
осуществляли из трех полос, стальная
изнутри и железные снаружи. У ножей,
скобелей, сверл, бритв наваривали на
железную основу стальные лезвия
(рис.10.2). Реже встречалась узорчатая
сварка, когда на клинок наносили
своеобразный рисунок. Для нанесения на
клинок надписей применялась наварка
из тонкой домасской стали.
Древней РусиX-XIII
вв. приблизительно 70% всевозможных
стальных и железных изделий изготавливали
сваркой. Например, при изготовлении
замковых пружин соединяли тончайшие
полосы железа и стали (от 0,8 до 2мм). Для
изготовления серпов, кос, токарных
резцов, мечей, копий сварку лезвий
осуществляли из трех полос, стальная
изнутри и железные снаружи. У ножей,
скобелей, сверл, бритв наваривали на
железную основу стальные лезвия
(рис.10.2). Реже встречалась узорчатая
сварка, когда на клинок наносили
своеобразный рисунок. Для нанесения на
клинок надписей применялась наварка
из тонкой домасской стали.
Рис. 10.2. Технические схемы изготовления лезвий древнерусских сварных изделий