

STROITEL_NOE_MATERIALOVEDENIE_RYB_EV
.pdf2.2.3. ФОРМОВАНИЕ И УПЛОТНЕНИЕ ИЗДЕЛИЙ ИЗ СМЕСИ
Свежеприготовленная смесь (масса) обладает определенной удобообрабатываемостью, что выражается в ее реальной способности воспринимать технологические операции по формованию и уплотнению изделий.
Смеси с весьма малой вязкостью (называемые литыми) практически не требуют уплотнения при формовании изделий или покрытий, что составляет значительное технологическое удобство. Для воспроизведения литьевой технологии в смесь вводят нередко соответствующие пластификаторы или даже суперпластификаторы. Введенные даже в малых количествах они способствуют резкому понижению вязкости смеси, облегчая формование изделий и в том случае, когда их очертания отличаются повышенной сложностью. Той же цели достигают дополнительным увеличением количества жидкостной среды в смеси (массе), что должно быть каждый раз обосновано с общих позиций оптимизации структуры и требований к конкретным видам оптимальных структур.
При использовании смесей с повышенной вязкостью, обладающих на реологической кривой условным динамическим пределом текучести и предельным напряжением сдвига, важно не допустить при формовании напряжений, способных разрушить сплошность из- делия. Так, например, в некоторых случаях отмечается образование дефектов структуры (свилей), если допустить напряжение в массе, превышающее РК2 (см. рис. 2.7). Опыт показывает, что для хорошо формующихся смесей величина отношения РК1/η должна быть не ниже 2·10-6 с-1. Конкретные и точные пределы реологических характеристик зависят от разновидности смеси и технологического способа формования — пластичного, вибрационного без пригруза или с пригрузом и т. п.
Формование изделий сопряжено, как правило, с плотной укладкой смеси, зернистых или другого вида заполнителей. Наибольшее значение плотности стремятся получить еще на стадии подготовки сырья — порошков, суспензий, грубозернистых смесей и других формовочных систем, особенно при производстве обжиговых ИСК. Предварительное уплотнение смеси уменьшает разобщенность частиц, переводя связи из точечных в межфазные по границам контакта. На последующих стадиях технологии (например, при обжиге) сокращается расход тепловой ^энергии за счет снижения температуры и уменьшения продолжительности выдержки.
В зависимости от разновидности смеси (массы) формование производится с использованием укладчиков, прессов (например, ленточных), экструдеров, каландров и других машин. Выбор оптимального способа формования и уплотнения зависит от характера исходного сырья и массовости производства, требуемых свойств и вида изделий. Но при всех способах важно обеспечить связность и начальную прочность изделий с последующим упрочнением их на других стадиях обработки. Начальная связность возникает под влиянием молекулярных (ван-дер-ваальсовых) сил. Они имеют электрическую природу и способны развивать притяжение частиц при их сближении. Силу взаимодействия двух частиц (условно принимая их сферическими) рассчитывают по формуле
P = 4π r1 − r2 σ , (2.4) r1 + r2
где r1 и r2 — соответственно радиусы двух соседствующих частиц; σ — поверхностная энергия на границе раздела фаз.
С приближением частиц на очень малые расстояния возникают и возрастают силы отталкивания. В конечном итоге действует результирующая сила, которая при некотором оптимальном расстоянии частиц друг от друга обеспечивает начальную связность сырца изделия.
31
Уплотнение формуемых или отформованных изделий является важным этапом образования макроструктуры, поскольку в этот период в среде вяжущего вещества сравнительно устойчиво фиксируются зернистые и другие компоненты заполняющей части конгломерата. Фиксация может происходить как непосредственным примыканием компонентов, в том числе с возможным срастанием (например, кристаллов), так и через прослойки полностью отвердевшего или постепенно отвердевающего вяжущего вещества. Контакт через прослойки на стадии уплотнения более типичен в конгломератных материалах, чем непосредственное контактирование или срастание частиц под влиянием поверхностной энергии, химических связей или других, в том числе комплексных, факторов.
Вследствие сближения частиц смеси (массы) происходит перераспределение и выравнивание молекулярного силового поля, тепло- и массообмен, в частности, миграция среды в зоны меньших напряжений. Объем смеси (массы) как при уплотнении, так и после него уменьшается, а полидисперсная система постепенно переходит в состояние относительно устойчивого равновесия при заданном условии формования изделий. В зависимости от удобообрабатываемости готовой смеси (массы) возможны и некоторые специфические особенности формования макроструктуры ИСК. Так, при высокопластич- ных и подвижных смесях (массах) макроструктура устанавливается весьма быстро и практически без приложения уплотняющих усилий, но под влиянием гравитации или текучести (при наливных или литьевых способах производства). При уплотнении малоподвижных и жестких смесей, содержащих, как правило, пониженное количество вяжущего вещества или уменьшенное количество жидкой среды в нем, затрачивается значительно большая работа, чем при уплотнении пластичных, подвижных или литых смесей (масс). Разными приемами приходится принудительно сближать полидисперсные зерна, вытесняя часть вяжущего вещества в межзерновые поры и пустоты или в поры и пазы зерен заполнителя. Большая часть заполнителя в объеме монолита контактирует через тонкие или тончайшие прослойки вяжущего вещества. При недостаточном количестве вяжущего вещества прослойки становятся дискретными, что увеличивает пористость и содержание воздуха (или другой газовой фазы) в ИСК.
В обжиговых конгломератах распространенными являются способы полусухого гидростатического прессования; виброформования, а также горячего прессования.
Для достижения необходимой плотности применяют различные способы снижения реологического сопротивления формуемой смеси: введение поверхностно-активных веществ, пластификаторов и суперпластификаторов; предварительный нагрев; вибрационное воздействие; вакуумирование и др. При особо интенсивном уплотнении целесообразно повысить реологическое сопротивление до максимума. При оптимальной технологии каждой консистенции смеси (массы) соответствуют определенные параметры механического уплотнения. Каждому способу и каждой интенсивности механического уплотнения также соответствует своя определенная консистенция, и тогда размещение частиц твердой фазы в результате уплотнения смеси становится компактным.
Во многих технологиях формование и уплотнение смеси совмещаются в одну операцию, в результате чего химические и физико-химические процессы, обеспечивающие структурообразование на микро- и макроуровнях, протекают также одновременно. К ним относятся тиксотропное разжижение и упрочнение, массо- и теплообмен, перемещение заполняющей и вяжущей частей относительно друг друга с образованием плотной структуры к концу выполнения такой совмещенной операции. Естественно, что в этот период не прекращаются (хотя и замедляются) главные структурообразующие процессы
— сорбционные, растворения и другие, которые подобно тому, как это было на стадии перемешивания смеси, завершаются возникновением новых соединений и фаз, хотя и в сравнительно ограниченных количествах. Гораздо в больших размерах они выделяются на последующих стадиях технологии, например при тепловой обработке отформованных и уплотненных изделий.
32
В некоторых технологиях используется прерывистое, ступенчатое уплотнение, например с интервалом времени между двумя вибрациями или прессованиями. Повторное уплотнение способствует как бы вторичному — пластическому деформированию конгломерата с отжатием среды из его микро- и макропор, а в конечном итоге — дополнительному уплотнению в условиях, когда количество вяжущего вещества продолжает оставаться в пределах допустимых отклонений от рекомендуемого. Повторное уплотнение, особенно при вибрационных способах формования, способствует релаксации напряжений, возникающих при структурообразовании, уменьшает размеры и концентрацию структурных дефектов.
От формования и уплотнения в определенной мере зависят не только характер структурообразования при сохранении одинаковой компактности укладки частиц, но и текстурные особенности изделия. Например, возможна переориентация частиц, в результате которой широкое сечение частиц и пор нередко располагается в плоскостях, параллельных плоскости прессования, с появлением анизотропии. Возможно также частичное доизмельчение зерен продолговатой формы или изменение (уменьшение) объема.
При полусухом прессовании объем получаемого изделия может оказаться в 1,5—2 раза меньше объема свободно насыпанной смеси (массы). Естественно, что тогда сокращается и пористость. Так, из формулы А.С. Бережного П = а - в ·lg р (где П — общая пористость, %; а, в — постоянные коэффициенты, причем постоянная а как пористость исходной массы перед прессованием составляет 50%, а в отражает способность массы к уплотнению; р — давление прессования, МПа) следует, что при p ≈ 100 МПа, во многих случаях в = 15 и П ≈ 20%, т. е. пористость сократилась в 2,5 раза (50:20). Распределение давления по вертикали снижается от штампа, что приводит к неоднородности в пористости отформованного сырого изделия (сырца). Неоднородность зависит не только от высоты изделия, но и от гидравлического радиуса R = 2F/И, где F — площадь; И — периметр изделия. Неравномерность пористости фиксируется и в горизонтальных сечениях: наибольшая плотность образуется в верхних горизонтальных сечениях сырца у стенок пресс-формы, уменьшаясь к центру. В нижних сечениях наблюдается обратное явление, а в средних по высоте сечениях — зона равнопористости. Тип пресса тоже имеет значение, но плотность сырца всегда зависит от величины давления, технологических свойств массы и времени действия давления пресса; иногда важно обусловить также и скорость нарастания максимального давления при уплотнении.
Кроме обычных прессов (механических, гидравлических) в некоторых технологиях используют прессование методом взрыва с образованием сверхвысоких давлений мгновенного действия с изменением кристаллохимического строения вещества. При способе пластического формования уплотнение осуществляется в ленточных прессах (чаще всего вакуумных) с последующей допрессовкой.
Изделия из пластических масс имеют повышенную пористость по сравнению с изделиями полусухого прессования. Свойства такой массы оцениваются методами реологии. Как уже отмечалось, основными параметрами пластичности служат: 1) вязкость наибольшей неразрушенной структуры (η0), структурная вязкость (η), вязкость наименьшая при полностью разрушенной структуре (ηm). Поэтому η0 > η > ηm; 2) предел текучести: условный статический рк1, условный динамический рк2,предел текучести рк (см. рис 2.7). Имеются и другие характеристики реологических свойств массы в ее пластическом состоянии — мгновенный модуль упругости, эластичный модуль упругости, период релаксации и др. Комплекс таких характеристик позволяет устанавливать величину допустимых напряжений в процессе формования и уплотнения. Например, необходимо, чтобы напряжение сдвига в массе не превысило рк2, при котором еще отсутствует полное разрушение структуры, так как это приведет в ленточном прессе к разрыву ленты массы, что в случае пластичной глины дает дефект в структуре, лишая ее оптимальности по этому критерию.
33

Рис. 2.8. Зависимость коэффициента внутреннего трения вибрируемой массы от средней скорости перемещения частиц, см/с: ν=А2f, где А – амплитуда колебаний; f – частота колебаний, Гц
Самым характерным в технологиях с вибрационным формованием является придание скоростей и ускорений частицам массы и, как следствие, ослабление сил внутреннего трения и молекулярных связей, а также тиксотропное разрушение первичных структур (рис. 2.8). Частицы перемещаются относительно друг друга с плотной укладкой. Исполь- зуют поверхностные, навесные, глубинные вибраторы, вибростолы, вибротрамбователи и т. д. Интенсивность вибрации выражают посредством виброускорения W, см/с:
W=Aω2=A·4π2f2, (2.5)
где А — амплитуда колебаний (половина наибольшего размаха); ω — угловая скорость, рад/с; f — частота колебаний, Гц.
Произведение величин А и со дает среднюю скорость движения частиц при вибрации. Имеются оптимальные значения амплитуды, виброускорения, что зависит от глубины проработки слоя массы. Вибрирование с ускорением, превышающим оптимальное, сопро- вождается разрыхлением и дифференциацией частиц по крупности. Разрыхление устраняют путем пригруза при вибрации, например, до 8—10 МПа. Оптимальное время вибрирования определяют опытным путем.
При вибрационном прессовании достигается заданная пористость изделий при значительно меньших затратах энергии, чем при статическом прессовании. Кроме того, возрастает качество изделий, отсутствует анизотропия свойств, формуется более равномерная структура. Эффективность вибропрессования в ряде технологий повышается путем совмещения с вакуумированием.
В технологии обжиговых ИСК широко используют так называемое шликерное литье для получения тонкостенных изделий или изделий большого размера и сложной формы. Шликер — водная суспензия глин, каолинов, других тугоплавких веществ с частицами размером около 10-4 см, несущих определенный ионный потенциал ИП = Z/r, где Z — заряд катиона; r — его ионный радиус. При значениях ИП = 65—100 (суспензия из кислых материалов) получают повышенные значения плотности отливок, т. е. с относительной плотностью, равной 0,8—0,91. Способ шликерного литья является более зависимым от природы сырья, чем другие способы уплотнения.
При формовании и уплотнении нередко применяют торкретирование с переносом смеси к поверхности с помощью сжатого воздуха. Такой способ позволяет получать весьма плотный слой формуемого вещества. Однако следует учитывать, что при этом происходит неизбежная потеря используемой смеси в связи с отскоком частиц.
1 Относительная плотность равна отношению величин средней плотности изделия к его истинной плотности.
34
2.2.4.ОБРАБОТКА ОТФОРМОВАННЫХ ИЗДЕЛИЙ
Квесьма значительному технологическому переделу, влияющему на структурообразование ИСК, как и других материалов, относится специальная обработка отформованных и уплотненных изделий с помощью одного, двух или большего количества внешних воздействий на материал в некотором последовательном или комбинированном порядке. Обработка может быть тепловой, тепловлажностной, химической, электрофизической, автоклавной, вакуум-пропиточной, радиационной (нередко совмещаемой с вакуум-пропиточной) и др. Основная цель обработок — обеспечить развитие процессов микро- и макроструктурообразования с возможно более полным переводом систем из метастабильного и мута-бильного состояний в термодинамически устойчивое. И хотя соответствующие процессы могут продолжаться и после произведенной обработки, в том числе в эксплуатационный период работы конст- рукции, однако их лавинная доля протекает на стадии обработки, реже — на стадии выдерживания изделий в обычных, «нормальных» условиях.
Эффективность обработки характеризуется постепенным или быстрым упрочнением структуры свежеизготовленных изделий с переходом ее в твердое или твердообразное состояние. Отвердевает в основном вяжущая часть, поскольку другая — заполняющая - часть конгломерата состоит из смеси уже твердых компонентов. В вяжущей части формируется либо одна, новая фаза, либо их может быть несколько. Новая фаза в виде химических соединений, возникающих под влиянием хемосорбционных реакций на поверхности твердых частиц или в растворе (расплаве), вначале появляется как скопление микрозародышей; в последующий период проходит кинетическое развитие центров реакции. Продукты химических реакций выделяются в самостоятельную фазу, концентрация которой со временем нарастает.
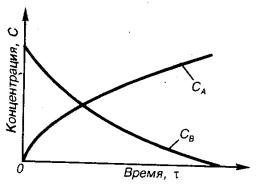
Рис. 2.9. Зависимость концентрации С веществ В и А от времени
Истинная скорость V химической реакции (в отличие от средней скорости) в данный момент времени является первой производной от концентрации (С) по времени (τ), т. е. V = ±dС/dτ. Знак в первой производной зависит от характера концентрации, а именно: минус
— для одного из исходных компонентов, концентрация которого со временем снижается (dС/dτ <0 ); плюс — для одного из продуктов реакции, концентрация которого со временем растет (dС/dτ >0). На рис. 2.9 кривая Св соответствует первому случаю, а кривая
CА — второму.
При сложных реакциях с участием в них двух и более простых реакций каждая из последующих протекает самостоятельно и к каждой из них применимы уравнения кинетики простых реакций.
Скорость химических реакций быстро возрастает с повышением температуры согласно уравнению Аррениуса:
lnk = А/Т + В, (2.6)
35

где А и В — индивидуальные постоянные для данной реакции; Т — абсолютная температура по шкале Кельвина; А — константа скорости реакции, по величине является обратной скорости реакции. Величина А по физическому смыслу пропорциональна энергии активации: А = Е*/R, где Е* — энергия активации, под которой понимается избыточное количество энергии (по сравнению со средним ее значением), которым обладает молекула в момент эффективного столкновения с другой при образовании химического взаимодействия; R — газовая постоянная).
Из уравнения следует, что константа скорости (k) реакции (а следовательно, и скорость реакции) изменяется с колебаниями температуры сильнее в тех реакциях, которые имеют повышенную энергию активации. При незначительной энергии активации скорость реакции слабо изменяется с ростом или падением температуры. Чтобы повысить энергию реагирующих молекул, т. е. активировать их, используют различные методы, назначаемые с учетом: природы веществ, кинетической энергии; повышения энергии взаимного колебания атомов в молекуле; повышения энергии движения электронов в атомах, например в результате разрывов валентных связей (в частности, при диссоциации молекул на атомы, поглощении электромагнитных колебаний и др.); активацией молекул с помощью электрического разряда; воздействия ультразвуковых колебаний и излучений, например световых потоков высоких энергий — рентгеновских, гамма-излучений и др.
Количественная зависимость скорости реакций от температуры выражается также приближенным правилом Вант—Гоффа, согласно которому при повышении температуры на 10°С скорость химических реакций увеличивается в 2—4 раза. Число, показывающее во сколько раз увеличивается скорость, называется температурным коэффициентом скорости реакции. Это правило возможно выразить формулой
t2 −t1
ν 2 =ν1γ 10 , (2.7)
где v1 и v2 — скорости реакций при температурах соответственно t1 и t2; γ — температурный коэффициент скорости реакции.
Скорость химических реакций зависит не только от температуры, но и от концентрации реагирующих веществ. В простейших случаях, когда имеются гомогенные реакции и протекают они в сильно разбавленных растворах (или в среде идеального газа), функционирует закон действия масс: при постоянной температуре скорость химической реакции пропорциональна произведению концентраций (с) реагирующих веществ, возведенных в степени их стехиометрических коэффициентов. Так, например, 2H2 + O2 =
2H2О, а ν = cH2 2 cO2 . Этот известный в химии закон лежит в основе химической кинетики,
но при сложных реакциях его действие становится менее надежным.
Не всегда с помощью регулирования концентраций реагирующих веществ и повышения температуры достигается желаемое ускорение технологического процесса на производстве. Большого эффекта можно достигнуть действием на реакционную систему катализатором излучений и других факторов.
В качестве катализаторов используют различные вещества, но специфичность их воздействия заключается в том, что каждая реакция ускоряется каким-то определенным катализатором, который не способен ускорять другие реакции, т. е. катализатор реакций участвует таким образом, что выходит на завершающей стадии в своем начальном виде и количестве. Действие катализатора приводит к образованию дополнительного количества химических соединений в единицу времени с увеличением объема новой фазы, чаще всего кристаллической.
Кроме химических реакций, к образованию новой фазы приводит кристаллизация растворенного вещества из пересыщенного раствора. Пересыщение возникает по разным
36
причинам: удаление части жидкой дисперсионной среды, например при выпаривании или испарении воды, спирта, эфиров или других растворителей; изменение температуры насыщенного раствора (обычно при ее понижении); изменение внешнего давления; химическое взаимодействие исходных компонентов в сложном растворе и др. Самое сильное влияние оказывает понижение температуры, поскольку растворимость многих веществ тогда падает, хотя некоторые вещества все же характеризуются и отрицательным коэффициентом растворимости, т. е. их растворимость снижается с повышением температуры раствора. В сложных растворах пересыщение часто связано с образованием новых химических соединений.
Пересыщенный раствор обладает сравнительно небольшой термодинамической устойчивостью. Его переход в относительно устойчивое состояние могут вызывать посторонние факторы: внесение «затравки» в виде мелкого кристаллика, укрупненных молекул, мицелл или при особом сочетании ионов растворенного вещества, взвешенных пылинок инородного тела, а также под влиянием механического воздействия, особенно ударного. Без инициирующих факторов метастабильное состояние системы может сохраняться длительное время; большая энергия активации, большой тепловой эффект и другие факторы затрудняют переход системы в устойчивое насыщенное состояние. Тогда возможна высокая степень перенасыщения раствора прежде чем из него самопроизвольно выделятся «зародыши» новой фазы.
По современным воззрениям, сначала появляются зародыши новой фазы в виде скопления малого числа атомов, образования ассоциаций частиц при столкновениях в растворе отдельных ионов (молекул) растворенного вещества. На последующей стадии рост зародышей приводит к появлению дискретных частиц субмикроскопических размеров. Но частицы-зародыши продолжают пока находиться в подвижном равновесии и видимой кристаллизации не происходит. Этот период характеризуется как скрытый, индукционный. Скорость образования субмикроскопических зародышей возрастает с повышением температуры, при перемешивании раствора, при механических внешних воздействиях (встряхивание, вибрация, ударение, трение и т. п.), в присутствии твердых включений с большой поверхностью (зерна, нити, ленты и др.). В кристаллизующуюся систему нередко вводят так называемые кренты — кристаллизационные компоненты- добавки, выполняющие функции затравок микрозародышей. Кренты способствуют интенсификации твердения (например, цементного теста) и улучшению качества микроконгломерата.
На определенном этапе частицы-зародыши достигают критического размера, при котором каждая обладает достаточной поверхностной энергией, чтобы вызвать дополнительное адсорбирование частиц растворенного вещества. Увлекаются и мельчайшие твердые частицы других веществ, находящихся в системе, в том числе частиц новообразований. Зародыши становятся, таким образом, 'центрами кристаллизации. Последние выделяются сначала в виде аморфных частичек, которые обычно с большой скоростью переходят в кристаллическое состояние с укрупнением за счет наслоения вещества на гранях кристалликов. По мере увеличения размера кристаллов окружающая фаза становится пересыщенной и, следовательно, неустойчивой по отношению к крупным кристаллам, но ненасыщенной для мелких и мельчайших кристалликов.
Согласно принципу Гиббса—Кюри, каждый кристалл при своем росте принимает такую форму, при которой суммарное значение его поверхностной энергии имеет наименьшее значение, т. е. ∑σ·S = σ1·S1 + σ2·S2 + ... → min при v = const, где v — объем кристалла; S — поверхность различных граней кристалла; σ — их поверхностное натяжение. Чем ближе величины поверхностной энергии граней между собой, тем1 ближе многогранник к сферической форме, а при весьма редко встречающихся случаях, когда поверхностная энергия граней одинакова, т. е. σ1·S1 = σ2·S2 = , ... , σn·Sn, кристалл принимает форму шара. При других зависимостях скорости роста от реальных условий кристаллизации возможно
37
образование иных форм и структуры кристаллов — многогранных, пластинчатых, игольчатых, дендритовых (древовидных) и т. д.
Не остается постоянной растворимость кристаллического вещества, возрастая с повышением его дисперсности. При контакте с насыщенным раствором крупные кристаллы еще более укрупняются за счет растворения мелких. В результате этого непрерывного процесса крупные кристаллы сравнительно быстро могут достичь размера, при котором поверхностные силы этой части кристаллов (кристаллических агрегатов и сростков) практически перестают влиять на общее равновесие системы. Такое состояние крупных кристаллов (сростков) адекватно как бы выходу фазы из системы. Вследствие этого появляются условия для нового пересыщения раствора и возникновения зародышей новой фазы, образования новых, возрастающих по размеру кристаллов до следующего выхода кристаллических сростков из этой метастабильной системы. Повторение такого рода периодических циклов приводит к полному переводу раствора в кристаллическое состояние. Скорость спонтанного перенасыщения до возникновения зародышей новой фазы и кристаллизации спадает при понижении температуры, а при достаточно большом переохлаждении раствора скорость становится ничтожно малой. Тогда некоторые жидкости переходят в стеклообразное состояние с мало упорядоченным расположением частиц и избыточным запасом внутренней энергии.
Возникновение и рост кристаллов и кристаллических агрегатов могут происходить также из газообразного состояния вещества, минуя жидкую фазу, например при резком понижении температуры или резком повышении давления. Такой своеобразный вид кристаллизации за счет возгонки (сублимации) и последующего охлаждения и конденсации газа (десублимации) является характерным для некоторых ИСК, в которых присутствуют газы или пары, например нафталина, воды, хлористого магния, аммонийных солей и др. Но процесс десублимации нередко отсутствует, и тогда из строительного конгломерата (например, на основе дегтевого вяжущего вещества) удаляется кристаллическая фаза путем необратимой возгонки с частичной потерей положительных свойств материала, например плотности, прочности.
На свойства кристаллов оказывают влияние не только форма, размер или природа кристаллизующегося вещества. Так, например, примесь поверхностно-активных веществ в растворе в очень небольших количествах может приостановить рост кристаллов даже при высоких степенях пересыщения раствора или, наоборот, способствовать их росту. Формированию крупных кристаллов способствует медленный их рост и небольшие степени пересыщения. Перемешивание при кристаллизации благоприятствует диффузион- ному переносу вещества к граням кристаллов и их росту, но вместе с тем вызывает образование зародышей и, следовательно, накопление мелких кристаллов. Разные режимы вибрации в технологии вносят свои существенные коррективы в процесс кристаллизации. В обжиговых конгломератах вяжущей частью служат расплавы как своеобразные разновидности химических растворов, обусловленных определенными внешними факторами. Переход из жидкого в твердое состояние при охлаждении происходит также под влиянием кристаллизации компонентов. В более редких случаях происходит постепенный переход из жидкого состояния в твердое, аморфное, стеклообразное, т. е. жидкость становится переохлажденной. Переохлаждение жидкости легче протекает при отсутствии в ней посторонних взвешенных твердых частиц, растворенных газов или пу- зырьков воздуха, а также при полном покое. Внесение твердой частицы того же вещества или тем более кристаллика приводит к незамедлительному процессу кристаллизации переохлажденного расплава с превращением его полностью в кристаллическое состояние. При этом молекулы перестраиваются из хаотического беспорядка в упорядоченное, обуславливаемое кристаллической решеткой.
Процесс кристаллизации из расплавов начинается и заканчивается при определенных температурах, что зависит от входящих в расплав компонентов. В расплаве может происходить самопроизвольная кристаллизация сначала в отдельных точках, создавая
38
анизотропную структуру, а затем заполняя постепенно весь объем. Для каждого вещества имеется оптимальная температура, при которой создается наибольшее количество центров кристаллизации. При более высокой температуре происходит дезориентация молекул, случайно получающих организованное кристаллическое состояние, а при пониженных температурах возрастает вязкость, препятствуя перемещению молекул и их правильной ориентации в системе с формированием кристаллов. Оптимальные температуры образования наибольшего количества центров кристаллизации при остывании расплава не совпадают, как правило, с наибольшей скоростью кристаллизации, смещаясь относительно друг друга.
К большинству расплавов, которые в качестве связующего вещества участвуют в образовании ИСК, применим всеобщий закон эвтектики. Сущность его состоит в стремлении расплава к такой смеси компонентов, при которой обеспечивается переход расплава при застывании в твердое состояние при самой низкой, эвтектической, температуре.
Расплавы начинают кристаллизоваться с того компонента, который имеется в расплаве в избытке, самопроизвольно сбрасывая избыток этого компонента в виде кристаллической фазы и приближая остаток расплава к составу эвтектики, которая и достигается при понижении температуры. Фазовый состав образующихся кристаллических веществ определяется диаграммами состояния. Когда компоненты расплава нерастворимы между собой, то температуры начала кристаллизации следуют по линиям, пересекающимся в точке. Она характеризуется эвтектической температурой и эвтектическим составом. В этой точке при строго определенном фазовом составе может существовать как жидкая, так и твердая эвтектика, т. е. отвердевание расплава происходит при постоянной температуре. Для тех сплавов, в которых компоненты обладают некоторой взаимной растворимостью, характерно образование твердого состояния по линии солидуса с кристаллами как чистых компонентов, так и содержащих небольшие количества растворенного в них другого твер- дого компонента. В системах могут появляться новые соединения, возникающие в результате химического взаимодействия исходных компонентов. Некоторые новые кристаллические соединения могут обладать температурой плавления более высокой, чем температуры плавления чистых компонентов. Для таких сложных систем на общих диаграммах состояний появляются две эвтектические точки, так как кроме двух обычных чистых компонентов появляется средняя промежуточная, соответствующая новому химическому соединению с более высокой температурой его плавления. Подобные сое- динения между компонентами в различных системах образуются сравнительно часто, а при расплавлении они переходят в жидкий расплав того же состава (конгруэнтное плавление) или же кристаллическое соединение при плавлении обратимо разлагается, образуя жидкость другого состава и новую твердую фазу (инконгруэнтное плавление).
Если в физико-химической системе имеется не два, как было отмечено выше, а три компонента и более, то процесс кристаллизации расплава при постепенном снижении температуры еще более усложняется. В этой системе появляется эвтектика, состоящая из трех или большего числа компонентов. Могут возникать новые химические соединения с характерными для них температурами плавления, твердые растворы и т. п. Возникают многообразные системы, состав которых наиболее полно изучают с помощью дифференциально-термического анализа и других физических методов.
Как отмечалось, расплав переходит в твердое состояние постепенно или быстро, что зависит от внешней температуры, выделяя кристаллы переменного состава, и только в эвтектике возникает мгновенно твердое состояние расплава, т. е. сплав. Возможно, одна- ко, что в исходном состоянии расплав уже имел кристаллы, не перешедшие при данной температуре нагрева системы в жидкое состояние. Тогда общая масса остывает в присутствии этих кристаллов, переходящих в затвердевший материал в виде вкраплений, весьма характерных для так называемых порфировых структур горных пород. Если расплав остывает быстро, то процессы кристаллизации полностью не успевают пройти, а в
39
получаемом твердом веществе сохраняется в том или ином количестве стекловатая часть (стекло).
В расплавах, как и в обычных растворах, нередко присутствует газовая фаза, которая образуется или в ходе химических реакций как основной или промежуточный продукт, или под влиянием испарения отдельных ингредиентов, находясь в смеси в виде пара, или вследствие возгонки (сублимации), минуя переход в жидкое состояние. В результате возникают твердые системы с включением в их поры газовой фазы.
При изменении параметров среды (давления и температуры) физико-химическая система может перейти из установившегося устойчивого равновесия, соответствующего правилу фаз Гиббса, в неустойчивое с возможным выделением новых твердых фаз, изменением фазового состава и структуры. В этом отношении менее устойчивыми являются кристаллы, деформированные стесненными условиями их роста, а также кристаллические тела в измельченном состоянии в виде осколков кристаллов. Тогда вещество обладает большей химической активностью и меньшей химической стойкостью, большей способностью к фазовым превращениям, большей растворимостью и др. Аморфное состояние всегда менее устойчиво по сравнению с кристаллическим. Многие вещества способны существовать в различных модификациях, т. е. имеют склонность к поли- морфизму при повышении или понижении температуры (обжиг, охлаждение).
Процессы кристаллизации при формировании структур ИСК являются наиболее типичными. В идеализированных условиях кристаллы образуются из закономерно расположенных в них микрочастиц — атомов, ионов, молекул. Характер этой закономерности расположения микрочастиц обусловлен составом вещества, а связи между частицами кристалла могут быть разнообразными, в том числе комбинированными по разным частям тела.
Кристаллы с ионной связью (ионной решеткой) обладают сравнительно высокими температурами плавления. Ионная связь характеризуется тем, что ионы связи обусловлены электростатическим притяжением противоположно заряженных ионов (катионов, анионов).
При ковалентной связи кристаллы обладают обычно высокой твердостью, весьма высокими температурами плавления. Направленная ковалентная связь выражается & том, что тесно сближенные атомы передают один или большее число электронов на образова- ние устойчивых наружных электронных оболочек, с помощью которых и осуществляется между ними связь. Ковалентная связь может быть неполярной, когда взаимодействующие атомы принадлежат сравнительно одинаковым элементам, и полярной, когда электронная оболочка (электронная пара), связывающая атомы, принадлежит им не в одинаковой степени, а как бы смещена к одному из них, находясь большее время около него. Полярная связь относится к промежуточной между ионной (в ней тоже как бы образуется электронная пара) и неполярной связями.
Кристаллы с молекулярными кристаллическими решетками обладают сравнительно низкими температурами плавления, малой твердостью, значительной летучестью, особенно органические соединения (например, нафталин и др.).
Кроме кристаллов с типичными формами связи, включая металлические, существуют переходные и смешанные формы связи. В состав ионных кристаллов могут входить, например, некоторые нейтральные молекулы, располагающиеся между ионами или слоями ионов (например, молекулы воды). Имеются и другие отклонения в структуре и химическом составе кристаллов с появлением дефектов, посторонних атомов и ионов в виде примесей внедрения и примесей замещения. В реальных условиях неизбежно появляются причины к изменениям внешней формы и внутреннего строения кристаллов, что оказывает сильное влияние на их свойства, особенно на механическую прочность. Еще большее влияние на свойства оказывает характер установившегося контакта и связей между отдельными кристаллами, особенно, когда они состоят не из одного, а из двух, трех и большего числа их видов, например, в твердых сплавах или в продуктах кристаллизации
40