

2.3.Выбор варианта сборки и монтажа. Выбор варианта монтажа.
Развитием монтажно-сборочных работ на печатной плате является переход от монтажа компонентов с выводами к поверхностному монтажу безвыводных компонентов в микрокорпусах или компонентов с планарными выводами. Его преимущества по сравнению с традиционным методом сводятся к следующим:
Конструкционные:
Увеличение функциональной сложности на единицу площади (меньшие габариты микросборок);
Уменьшение размера конечного изделия (благодаря уменьшению размеров микросборок);
Улучшение частотных характеристик (вследствие уменьшения длины сигнальных шин);
Повышение помехозащищенности от электромагнитных, в частности радиочастотных, помех (из за уменьшения длины сигнальных шин);
Улучшение массогабаритных показателей (вследствие уменьшения габаритов микросборок);
Снижение затрат на фрахт и транспортировку (из за уменьшения габаритов изделий).
Технологические:
Возможен полностью автоматизированный процесс сборки и монтажа;
Технология поверхностного монтажа компонентов (ПМК) проще поддается автоматизации, чем традиционная (компоненты разработаны с учетом возможности автоматизации сборки и монтажа на поверхность плат, что гораздо легче, чем в отверстия);
Повышение эффективности использования производственных площадей (на одной и той же площади с помощью ПМК можно изготовить больше изделий, чем при обычном монтаже);
Снижение капитальных затрат;
Снижение затрат на материалы (особенно в будущих изделиях);
Уменьшение трудовых затрат (преимущественно из-за уменьшения объема ремонтных работ);
Не требуются частые смены барабанов носителей компонентов (снижаются затраты на эту операцию);
Не требуется предварительной подготовки компонентов и соответствующего оборудования.
Преимущества, связанные с повышением показателей качества:
Улучшение качества пайки (исключение перемычек припоя);
Повышение надежности размещения компонентов на плате (переменные технологические факторы в ПМК контролируются);
Уменьшение количества слоев при том же самом уровне функциональной сложности (отказ от применения металлизированных сквозных отверстий существенно увеличивает площадь, отводимую под компоненты и трассировку устройств);
Уменьшение количества металлизированных отверстий, каждое из которых служит потенциальным источником дефектов.
Но наряду с преимуществами ПМК приходится решать ряд проблем связанных с его недостатками. Например:
Затруднен отвод тепла (изделия ПМК требуют большего отвода тепла);
Необходимость обеспечения копланарности для компонентов на платах (особенно крупногабаритных компонентов);
Сложность выполнения ремонтных работ (при простоте демонтажа большинства чипов компонентов существуют трудности монтажа некоторых из них).
Преимущества ПМК перевешивают ее недостатки и в будущем проблемы, связанные с указанными недостатками ПМК, могут быть частично или полностью решены. До выбора оборудования и начала производства следует провести научно исследовательскую работу для решения основных проблем. Проведение этой работы требует времени однако это в конечном итоге себя оправдывает (из за уменьшения потерь при освоении ПМК).
Существует 3 основных варианта реализации поверхностного монтажа:
Чисто поверхностный монтаж на плате (односторонний или двухсторонний);
Смешанно-разнесенный вариант, когда традиционные компоненты размещают на лицевой стороне платы, а простые компоненты для поверхностного монтажа — на обратной;
Смешанный монтаж, например на лицевой стороне платы и поверхностный на обратной (когда традиционные компоненты и сложные компоненты для поверхностного монтажа размещают на лицевой стороне платы, а простые поверхностно монтируемые компоненты на обратной стороне платы).
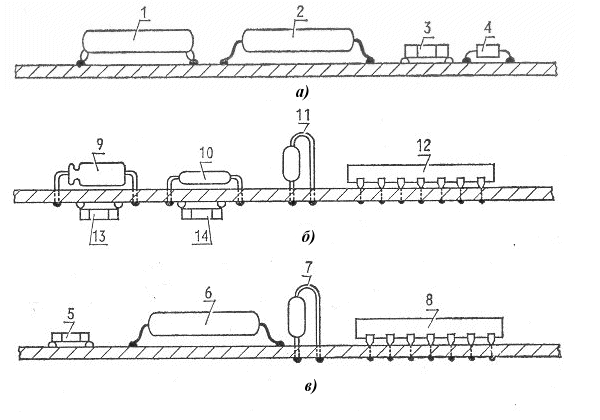
Рис. 2.7. Варианты монтажа с применением ПМК.
Чисто поверхностный монтаж.
Все компоненты устанавливаются на поверхность платы (Рис. 2.7,а). Компоненты могут монтироваться на одной или обеих сторонах платы. Возможна одноступенчатая (одновременная) пайка всех компонентов.
Смешанно-разнесенный вариант монтажа.
Компоненты для поверхностного монтажа размещают с одной стороны платы, а традиционные - с другой (Рис. 2.7,б).
Смешанный монтаж традиционных и устанавливаемых на поверхность компонентов.
Возможны любые комбинации тех и других компонентов с одной или двух сторон платы, но это требует многоступенчатой пайки (расплавлением дозированного припоя, волной и, возможно, ручной).
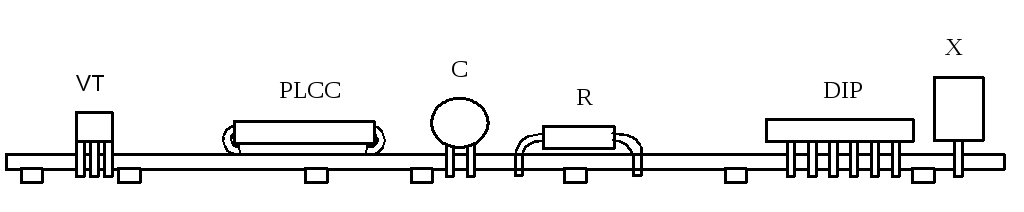 Рис.
2.8. Вариант
сборки и монтажа ячейки ДКП.
Рис.
2.8. Вариант
сборки и монтажа ячейки ДКП.
При проектировании модуля был выбран третий вид монтажа компонентов (установка традиционных компонентов и компонентов для ПМК на лицевой стороне платы, а также компонентов для ПМК на поверхность обратной стороны. Рис.2.8.). Этот способ позволяет добиться высокой плотности монтажа, что требуется для данного модуля.
В нашем случае производство является опытным, то есть фактически единичным. Однако, при наличии достаточной производственной базы, имеет смысл применение пайки двойной волной припоя. В пользу данного метода, также говорит то ,что имеется в составе смешанного варианта сборки смешанно-разнесенная сборка компонентов.
Итак, исходя из вышеизложенного, рассмотрим технологический процесс сборки и монтажа печатной платы используя метод пайки двойной волной припоя.