

Пайка с дозировкой припоя
Это механический способ пайки, с использованием обычного миниатюрного паяльника. Паяльник закреплен на устройстве, которое обеспечивает его механическую подачу. Это устройство называется механизм подачи. При движении вниз, паяльник расплавляет кусок проволочного припоя, который подается на определенную длину. Благодаря этому на жале паяльника оказывается именно та доза припоя, которая и является необходимой для пайки одного паянного соединения.
Поскольку за один такт времени паяльник паяет всего одно соединение, то производительность этого метода оказывается несколько ноже, чем при использовании способа групповой пайки. Однако благодаря своей относительной простоте этот способ так же находит довольно широкое применение в радиоэлектронной промышленности.
Пайка параллельными электродами
Этот способ пайки является фактически разновидностью одностороннего контактного нагрева и основан на прямом нагреве места соединения электрическим током, который подводится через электроды (как показано на рисунке) термокарандаша или специального микропаяльника .
На этом рисунке приняты следующие обозначения:
1. корпус интегральной схемы;
2. вывод интегральной схемы;
3. контактная площадка;
4. диэлектрическое основание печатной платы;
5. электроды;
6. трансформатор;
7. блок питания.
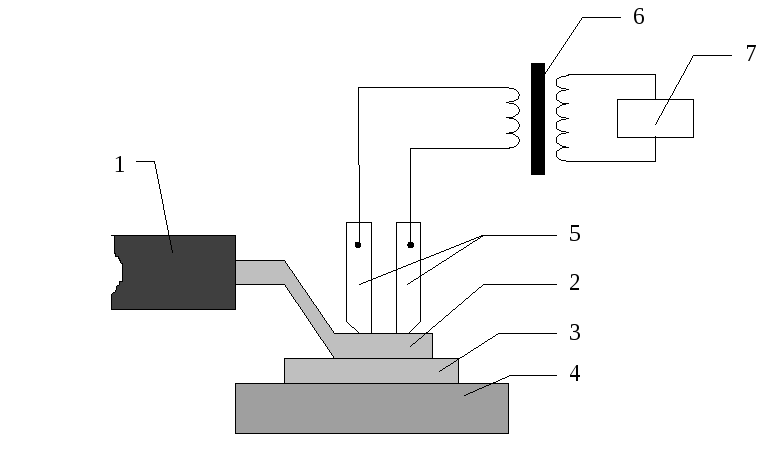
Рис 2.4. Схема пайки параллельными электродами.
Джоулево тепло, достаточное для расплавленная припоя, выделяется в паяемых деталях (выводе изделий и контактной площадке) на участке межэлектродного зазора. При этом, припой вводится заранее в соединение. Электроды перемещаются в вертикальной плоскости независимо друг от друга и прижимаются к выводам усилием Р.
Пайка в парогазовой среде.
Этот вид пайки основан на использовании для нагрева паяльных соединений скрытой теплоты конденсации паров инертной термостойкой жидкости. Для пайки в парогазовой среде созданы и используются специальные жидкости, имеющие температуру кипения чуть выше температуры плавления припоя, практически, не разлагающиеся при температуре плавления припоя и не изменяющие свой состав при испарении.
Пайка оплавлением дозированного припоя (одп) в парогазовой среде (пгс).
Пайка оплавлением дозированного припоя применима только к микросборкам с поверхностным монтажом. Она значительно отличается от ранее описанных способов. Процесс начинается с нанесения способом трафаретной печати припойной пасты на контактные площадки коммутационной платы. Затем на поверхность платы устанавливаются компоненты. В ряде случаев припойную пасту просушивают после нанесения с целью удаления из ее состава летучих ингредиентов или предотвращения смещения компонентов непосредственно перед пайкой. После этого плата разогревается до температуры расплавления припойной пасты. В результате образуется паяное соединение между контактной площадкой платы и выводом компонента. Такая техника пайки применима к коммутационным платам без монтируемых в отверстия компонентов т.е. с набором только поверхностно монтируемых компонентов любых типов.
Способ пайки в ПГС является разновидностью пайки оплавлением дозированного припоя, в ходе которой пары специальной жидкости конденсируются на коммутационной плате, отдавая скрытую теплоту парообразования открытым участкам микросборки. При этом припойная паста расплавляется и образует галтель между выводом компонента и контактной площадкой платы. Когда температура платы достигает температуры жидкости, процесс конденсации прекращается, тем самым заканчивается и нагрев пасты. Повышение температуры платы, от ее начальной температуры (например, окружающей среды перед пайкой) до температуры расплавления припоя, осуществляется очень быстро и не поддается регулированию. Поэтому необходим предварительный подогрев платы с компонентами для уменьшения термических напряжений в компонентах и местах их контактов с платой. Температура расплавления припоя также не регулируется и равна температуре кипения используемой при пайке жидкости.
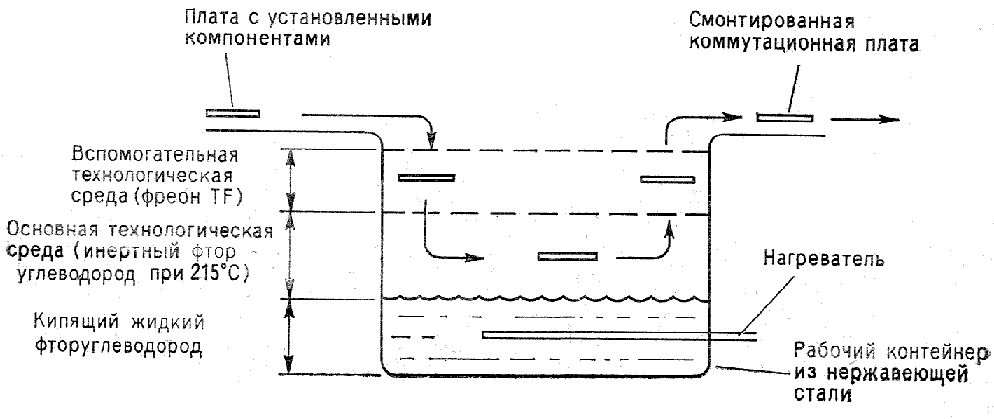
а)
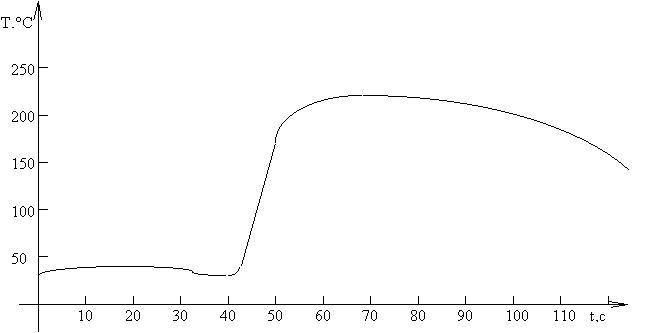
б)
Рис. 2.5. а) Схематическое представление пайки ОДП в ПГС с двумя технологическими средами. б) Теппературно-временной режим для пайки ОДП в ПГС.
Существуют два типа установок для пайки ОДП в ПГС: с применением одной либо двух рабочих жидкостей. В первых установках для пайки в ПГС применялись две рабочих жидкости (рис 2.4), при этом использовались обычно несколько установок пайки в составе производственной линии. С целью предотвращения утечки паров дорогого фторуглерода и припоя поверх основной технологической среды из инертного фторуглерода создавалась дополнительная технологическая среда из более дешевого фреона. Основной недостаток этих установок состоял в том, что на границе двух технологических сред происходило образование различных кислот. Поэтому для защиты коммутационных плат требовались системы нейтрализации кислот.
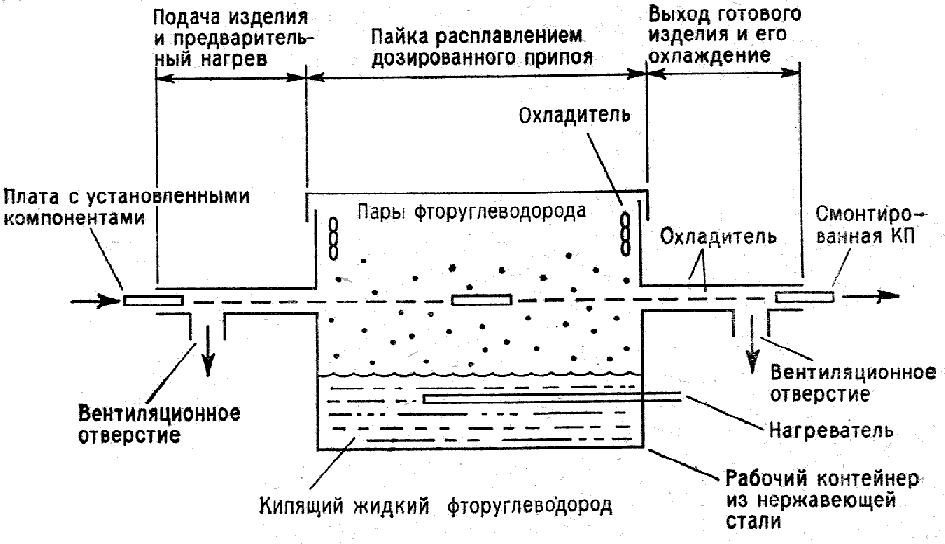
Рис. 2.6. Схематическое представление пайки ОДП в ПГС с использованием одной технологической среды.
Установки для пайки с двумя рабочими жидкостями оказались непригодны для линии сборки электронной аппаратуры. Поэтому стали выпускать установки для пайки ОДП в ПГС, встраиваемые в технологические сборочно-монтажные линии. Такие установки имеют относительно небольшие входное и выходное отверстия, позволяющие реализовать систему с одной технологической средой (рис. 2.6). Приведенная на рис. 2.6 конструкция обеспечивает возможность включения установки в состав технологической линии.