

ИВАНОВ А.С. гр. 0041 зу
.pdf51
Составляющая Рz =340 Н стремится сдвинуть заготовку, ей препятствует сила трения Fт р 
 Р , где Р- искомая сила закрепления. У нас принято обозначение Р=N.
Р , где Р- искомая сила закрепления. У нас принято обозначение Р=N.
μ=0,16 [22, с.85]- коэффициент трения.
Определим минимальное усилие закрепления:
Рз Fт р.  к ,
к ,
где к- коэффициент запаса, его вводят для обеспечения надежного закрепления заготовки.
кк0  к1
к1  к2
к2  к3
к3  к4
к4  к5
к5  к6 [22, с.85]
к6 [22, с.85]
к1,5 1 1,2 1,2 1,2 1 2,5 .
Тогда Рз |
Р |
к |
340 |
2,5 531,4Н |
|
0,16 |
|||
|
|
|
|
Исходя из минимального усилия зажима и конструктивных соображений,
выбираем для пневмоцилиндра рабочий диаметр мембраны 125мм. Давление сжатого воздуха- 0,63 МПа. По формуле из[22, с. 92, табл.19]:
Рз 0,196 (D d)2
(D d)2  p ,
p ,
где D-рабочий диаметр мембраны, d-наружный диаметр опорной шайбы
(d=0,7D), р. - давление сжатого воздуха.
Рз 0,196 (125 87,5)2
(125 87,5)2  0,63 5,576кН
0,63 5,576кН
5.1.1.2 Расчѐт на прочность
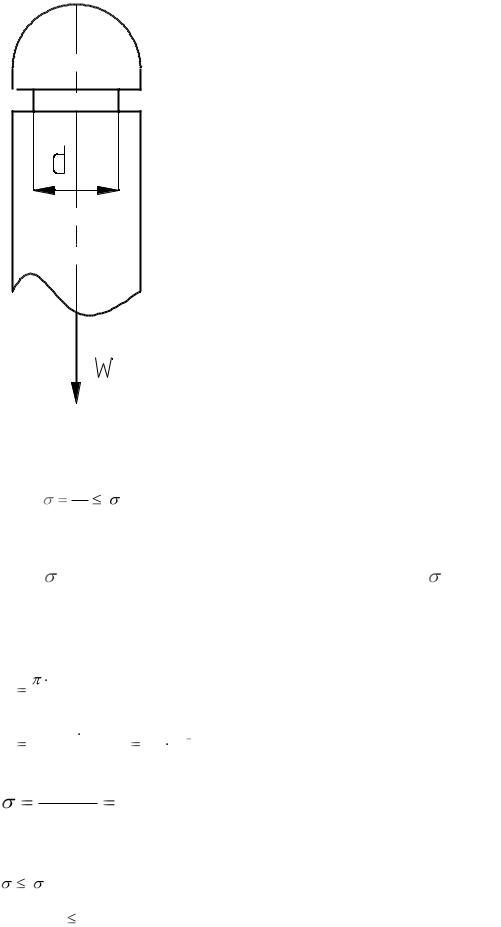
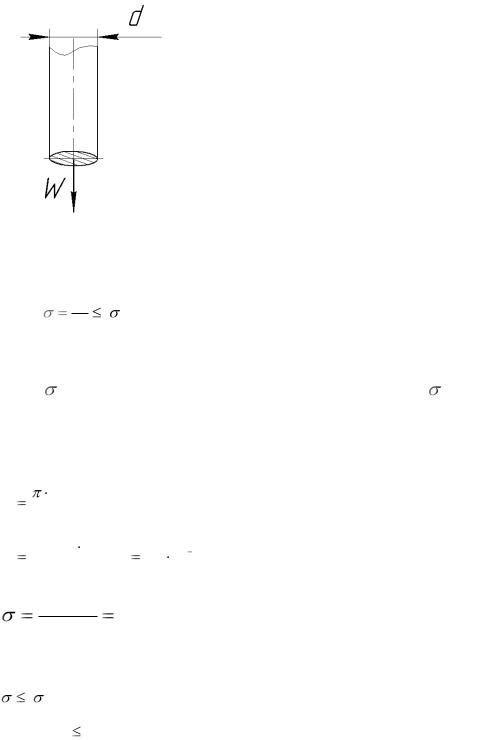
Произведѐм расчѐт шейки штока на прочность, расчетная схема представлена на рисунке 5.1.1.2:
52
Рисунок 5.1.1.2 Расчетная схема.
Рз
F
где F- площадь штока;
-допускаемое напряжение материала штока(
600МПа).
Определим площадь поперечного сечения по формуле:
(5.1.1.2.1)
для стали 45-
F |
d 2 |
(5.1.1.2.2) |
||
4 |
|
|||
|
|
|
|
|
F |
|
3.1416 0.0162 |
0.2 10 3 м2 |
|
|
4 |
|||
|
|
|
||
5576 279МПа
0.0002
Итак должно выполняться условие:
[ ] ;
279МПа 600 МПа.
Как видно из выражения условие на прочность выполняется.
53
5.2.1Приспособление станочное на сверлильную операцию 025.
5.2.1.1Конструкция, принцип действия
Приспособление разработано на 025 сверлильную операцию.
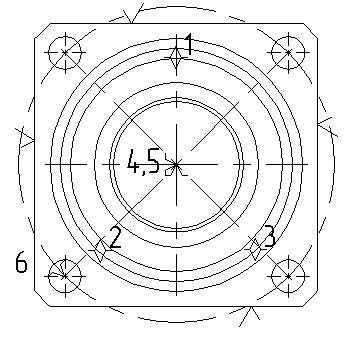
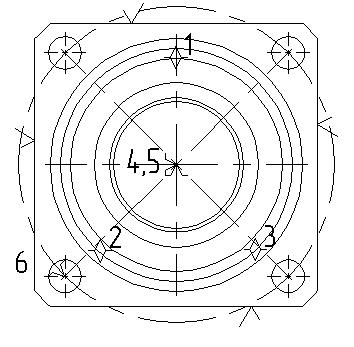
Реализация схемы базирования осуществляется при установке детали в требуемое положение. Базирование осуществляется по двум отверстиям и плоскости.
Рис 4.1 Схема базирования заготовки в приспособлении
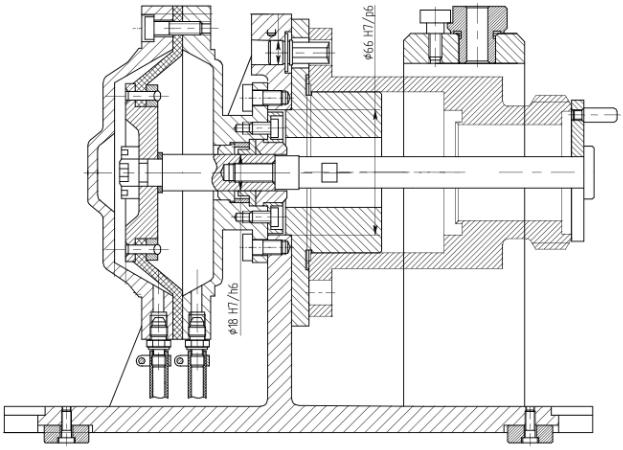
Конструкция приспособление представляет собой следующее. Деталь устанавливается по наружной цилиндрической поверхности и торцу во втулку 2, закрепленную в корпусе 1 приспособления. Во втулке закреплен ромбический палец для правильного ориентирования заготовки. В левой части корпуса на крепежных болтах установлен стандартный мембранный пневмоцилиндр 6, который через шпильку и фиксирующую гайку связан со штоком 3. На корпусе приспособления закреплена кондукторная втулка 10. .
54
Закрепление приспособления к столу станка осуществляется с помощью болтов, закрепляемых в проушинах основания станочного приспособления, а
его ориентация осуществляется шпонками 12 призматическими привертными.
Рис4.2 Сверлильное приспособление.
4.1.2 Приспособление в динамике Деталь устанавливается в опорную втулку и ориентируется
ромбическим пальцем и опирается нижней поверхностью на плоскость
втулки. При подачи воздуха в пневмоцилиндр, шток, вкрученный в цилиндр,
начинает совершать движение влево и своим усилием осуществляет прижим заготовки посредством быстросъемной шайбы. После обработки подача
55
воздуха прекращается и за счет переключения рукоятки 7 , воздух подаѐтся в другую зону пневмоцилиндра, и шток совершает движение вверх, тем самым осуществляется разжим заготовки.
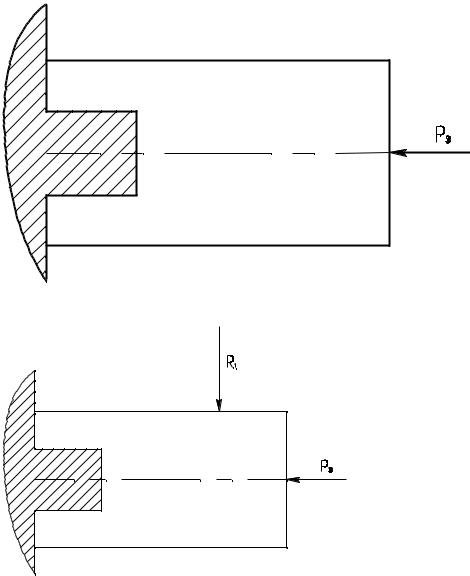
4.1.3 Расчет усилия зажима Силу закрепления определяем из условия равновесия силовых факторов
действующих на заготовку. При расчетах силы закрепления всегда учитывают силы резания, реакции опор и момент трения. Схема закрепления представлена на рисунке 4.3.
Рис.4.3 |
Рисунок 5.1.1Расчетная схема закрепления

56
Составляющая Рz =1199 Н стремится сдвинуть заготовку, ей препятствует сила трения Fт р 
 Р , где Р- искомая сила закрепления. У нас принято обозначение Р=N.
Р , где Р- искомая сила закрепления. У нас принято обозначение Р=N.
μ=0,16 [22, с.85]- коэффициент трения.
Определим минимальное усилие закрепления:
Рз Fт р.  к ,
к ,
где к- коэффициент запаса, его вводят для обеспечения надежного закрепления заготовки.
кк0  к1
к1  к2
к2  к3
к3  к4
к4  к5
к5  к6 [22, с.85]
к6 [22, с.85]
к1,5 1 1,2 1,2 1,2 1 2,5 .
Тогда Рз |
Р |
к |
1199 |
2,5 745,1Н |
|
|
|
0,16 |
|||
|
|
|
|
||
Исходя из минимального усилия зажима и конструктивных соображений,
выбираем для пневмоцилиндра рабочий диаметр мембраны 150мм. Давление сжатого воздуха- 0,63 МПа. По формуле из[22, с. 92, табл.19]:
Рз 0,196 (D d)2
(D d)2  p ,
p ,
где D-рабочий диаметр мембраны, d-наружный диаметр опорной шайбы
(d=0,7D), р. - давление сжатого воздуха.
Рз 0,196  (150 110)2
(150 110)2  0,63 8,347кН
0,63 8,347кН
5.1.1.2 Расчѐт на прочность
Произведѐм расчѐт штока на прочность, расчетная схема представлена на рисунке 5.1.1.2:
57
Рисунок 5.1.1.2 Расчетная схема.
Рз
F
где F- площадь штока;
-допускаемое напряжение материала штока(
600МПа).
Определим площадь поперечного сечения по формуле:
(5.1.1.2.1)
для стали 45-
F |
d 2 |
(5.1.1.2.2) |
|||
4 |
|
||||
|
|
|
|
|
|
F |
|
3.1416 |
0.0122 |
0.2 10 3 м2 |
|
|
4 |
|
|||
|
|
|
|
||
5576 197МПа
0.0002
Итак должно выполняться условие:
[ ] ;
197 МПа 600 МПа.
Как видно из выражения условие на прочность выполняется.
5.2.1.1 Конструкция, принцип действия Приспособление разработано на 045 сборочную операцию.
Реализация схемы базирования осуществляется при установке детали в требуемое положение. Базирование осуществляется по двум отверстиям и плоскости.
58
Рис 4.1 Схема базирования заготовки в приспособлении
Конструкция приспособление представляет собой следующее. Деталь устанавливается по наружной цилиндрической поверхности и торцу во втулку 2, закрепленную в корпусе 1 приспособления. Во втулке закреплен ромбический палец для правильного ориентирования заготовки. В правой части корпуса расположен шток, на который одевается быстосъемная шайба и закручивается крепежная гайка. Закрепление приспособления к столу станка осуществляется с помощью болтов, закрепляемых в проушинах основания станочного приспособления, а его ориентация осуществляется шпонками 12 призматическими привертными.

59
Рис4.2 Сверлильное приспособление.
4.1.2 Приспособление в динамике Деталь устанавливается в опорную втулку и ориентируется
ромбическим пальцем и опирается нижней поверхностью на плоскость втулки. Затем устанавливается быстросъемная шайба и закручивается прижимная гайка. Затем сварщик свободно вращает деталь по оси втулки,
что дает удобство для сварки данного изделия. После сварки, гайка откручивается тем самым осуществляя разжим заготовки, снимается шайба и сама деталь.
60
6 РАЗРАБОТКА ПЛАНИРОВКИ УЧАСТКА
6.1 Введение
Нам необходимо спроектировать участок по выпуску червяков в условиях крупносерийного производства. Производственный участок служит для выполнения технологического процесса обработки детали. При планировке участка механической обработки нужно обеспечить последовательность прохождения материалов по стадиям обработки,
максимальное использование производственной площади, требования охраны труда и пожарной безопасности. Планировка оборудования производится по порядку технологической производительности в порядке последовательности операций технологического процесса изготовления деталей. Производительная площадка – площадь участка занятая производственным оборудованием, включая места для рабочих и хранения деталей, рабочими местами для слесарных работ и межоперационным транспортным оборудованием, площади занятые проходами и проездами между станками и рабочими местами.
Основными факторами, определяющими производственную структуру цеха, являются:
1)конструктивные особенности выпускаемых изделий;
2)технологический процесс изготовления изделий
3)годовая программа выпуска и трудоемкость изделий;
4)уровень и формы специализации и кооперирования цеха и завода.