

4.3 Анализ точности обработки
Погрешность механической обработки на настроенных станках, может быть подсчитана по формуле:
= б + з + спиз , [26,с.12] (4.3.1)
где б – погрешность базирования по данному параметру;
з – погрешность закрепления от собственных деформаций детали;
спиз– погрешность обработки по данному параметру, получаемая при использовании конкретной системы СПИЗ.
Погрешность закрепления обычно составляет весьма малую долю в суммарной погрешности обработки и, как правило, не учитывается.
Необходимо выполнение неравенства:
Т ,[ 26,с.12] (4.3.2)
где Т - допуск на геометрические параметры по чертежу.
Таблица 4.3.1 Сводная таблица погрешностей обработки детали.
|
Параметры точности детали |
Погрешности обработки i, мм |
Суммарные погрешности Σi, мм | ||
|
Обозначение размера |
Номин. величина, мм |
Допуск, мм | ||
|
А |
290 |
1,3 |
0,18 |
0,18 |
|
Б |
30 |
0,52 |
0,58 |
0,96 |
|
В |
75 |
0,74 |
0,58 |
0,96 |
|
Г |
25 |
0,52 |
0,58 |
0,96 |
|
|
- |
0,02/300 |
0,008/300 |
- |
|
|
- |
0,03/300 |
0,008/300 |
- |
Суммарная погрешность:
= i , [26,с.12] (4.3.3)
где i – погрешность обработки данного параметра на i- ой операции.
Подробные расчеты анализа точности выполнены на чертеже. Можно отметить, что разработанный нами технологический процесс полностью обеспечивает заданную чертежом точность, то есть условие
ω<Т
выполняется для всех размеров детали.
4.4 Расчет припусков
Припуск на обработку поверхностей детали может быть назначен по соответствующим справочным таблицам или на основе расчетно-аналитического метода определения припусков. Таблицы позволяют назначить припуски независимо от технологического процесса обработки детали и условий её осуществления, и поэтому в общем случае является завышенными, содержат резервы снижения расхода материала и трудоёмкости изготовления детали. Применение расчетно-аналитического метода сокращает в среднем расход металла в стружку, по сравнению с табличными значениями, создает единую систему определения припусков на обработку.
Произведем расчет
припусков для Ø20k6(![]() ).
Для этого заполним таблицу 4.4.1 .
).
Для этого заполним таблицу 4.4.1 .
Суммарное значение пространственных погрешностей определяем по формуле (4.4.1):
![]() ,
[3]
(4.4.1)
,
[3]
(4.4.1)
где к – общее отклонение оси заготовки от прямолинейности;
ц – погрешность оси заготовки в результате погрешности центрования.
к = к l /2 [3] (4.4.2)
где к – дополнительная удельная допускаемая кривизна детали,
к = 0,15мкм на 1 мм [21, c.186,табл.16,];
l - длина заготовки, l = 290 мм.
к = 0,15 145 = 21,75 мкм
![]() [3, с.89]
(4.4.3)
[3, с.89]
(4.4.3)
Таблица 4.4.1.Расчет припусков и предельных размеров
|
Маршрут обра-ботки 20
k6
( |
Элементы припуска, мкм |
Рас- чет-ный при-пуск 2Zmin,мкм
|
Dрmin, мм |
T, мкм |
Принятые размеры по переходам (округлен-ные), мм |
Получае-мые предельные припуски, мкм | ||||
|
2zmax |
2zmin | |||||||||
|
Rz |
h |
| ||||||||
|
Dmax |
Dmin | |||||||||
|
Заго-товка: штампов-ка
|
160 |
200 |
500 |
|
22,18 |
1000 |
23,18 |
22,18 |
|
|
|
Точение черновое
|
50
|
50
|
30
|
1720
|
20,460 |
210
|
20,67 |
20,460
|
2510
|
1720
|
|
Точение чистовое |
25 |
25 |
0 |
260 |
20,162 |
130 |
20,33 |
20,162 |
340 |
260
|
|
Шлифо-вание предвари-тельн.
|
15
|
15
|
0
|
100
|
20,2 |
21
|
20,083 |
20,2
|
247
|
138
|
|
Шлифо-вание окончат. |
5 |
5 |
0 |
60 |
20,002 |
13 |
20,015 |
20,002 |
68 |
60 |
Для штамповок (группа стали-М2, степень сложности -С1, класс точности- Т4 ) [ГОСТ 7505-89] Т = 1 мм.
![]()
Остаточное пространственное отклонение определяем по формуле (4.4.4):
i = заг ki [3] (4.4.4)
где ki – коэффициент учитывающий вид обработки;
для чернового точения k = 0,06;[21, c.190]
точ.чер. = 500 0,06 = 30 мкм.
Рассчитываем минимальное значение припуска при параллельной обработке противолежащих поверхностей по формуле (4.4.5):
2zmin = 2(Rz i -1 + h i –1 + i –1) , [21, c.176] (4.4.5)
где Rz i –1 – высота неровностей профиля на предшествующем переходе;
h i –1 – глубина дефектного поверхностного слоя на предшествующем переходе;
i –1 – отклонения расположения поверхности.
Черновое обтачивание:
2zmin = 2(160 + 200+ 500) = 1720 мкм.
Чистовое обтачивание:
2zmin = 2(50 + 50 + 30) = 260 мкм.
Черновое шлифование:
2zmin = 2(25 + 25 + 0) = 100 мкм.
Чистовое шлифование:
2zmin = 2(15+ 15 + 0) = 60 мкм
Определяем расчетный размер на точение и шлифование:
dp шлиф.черн = 20,002 + 0,06 = 20,062 мм,
dp ток.чист.=20,062 + 0,1 = 20,2 мм,
dp ток.черн.=20,2 + 0,26 = 20,460 мм,
dp заг. = 20,460 + 1,72 = 22,18 мм.
Определяем предельные размеры, округление производим до того знака десятичной дроби, с каким дан допуск на размер каждого перехода. Наибольшие предельные размеры вычисляем прибавлением допуска к округленному наименьшему предельному размеру. Допуск по табл.32 , с.192 из [21].
dmax шл.чист. =20,002 + 0,013 = 20,015 мм;
dmax шл.черн. = 20,062+ 0,021 = 20,083 мм;
dmax точ.чист. = 20,2 + 0,13 = 20,33 мм;
dmax точ.черн. = 20,460 + 0,21 = 20,67 мм;
dmax заг. = 22,18+ 1 = 23,18 мм.
Предельное значение припусков 2zmax определяем как разность наибольших предельных размеров и 2zmin как разность наименьших размеров предыдущего и выполняемого перехода.
2zmax шл.чист. = 20,083– 20,015 =0,068 мм = 68 мкм,
2zmax шл.черн. = 20,33 – 20,083 = 0,247мм = 247 мкм,
2zmax точ.чист. = 20,67 – 20,33 = 0,340 мм =340 мкм,
2zmax точ.черн. = 23,18 – 20,67 = 2,51 мм = 2510мкм,
2zmin шл.чист. = 20,062– 20,002 = 0,06мм = 60 мкм,
2zmin шл.черн. = 20,2 – 20,062 = 0,138 мм = 138 мкм,
2zmin точ.чист. = 20,460 – 20,2 = 0,26мм = 260 мкм,
2zmin точ.черн. =22,18 – 20,460 =1,72мм = 1720 мкм.
Производим проверку:
Tзаг. – Tдет. = 2zmax - 2zmin, [3]
1000 – 13= 3165 –2178,
987 = 987.
Все данные о вычислении предельных размеров припусков заносим в таблицу 4.4.1 и строим схему (рисунок 4.4.1)
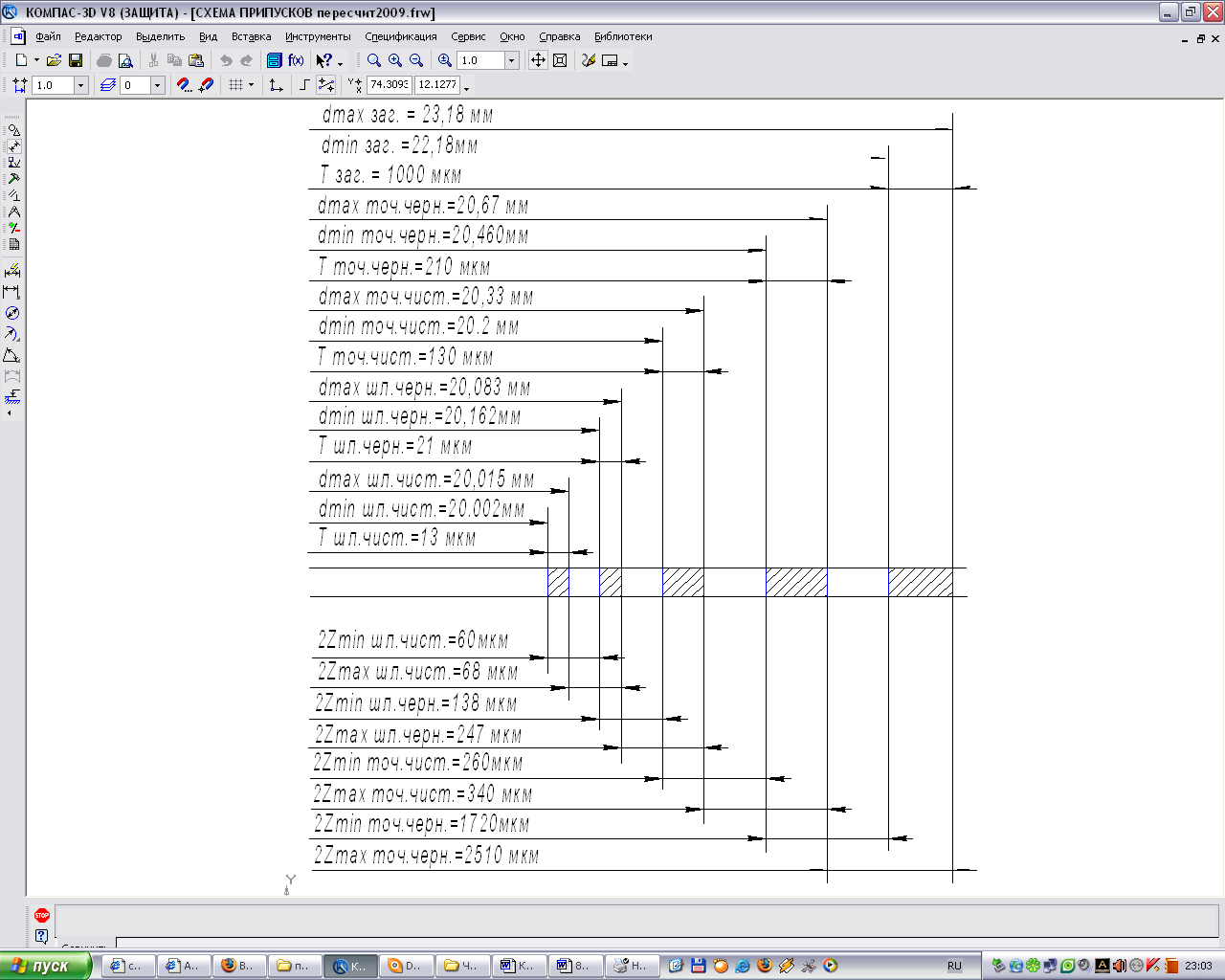
Рис. 4.4.1. Распределение припусков и допусков на механическую
обработку размера
20 k6
(![]() )
мм.
)
мм.
Произведем расчет
припусков для Ø18 h6(![]() ).Для
этого заполним таблицу 4.4.2 .
).Для
этого заполним таблицу 4.4.2 .
Суммарное значение пространственных погрешностей определяем по формуле (4.4.6):
![]() ,
[3]
(4.4.6)
,
[3]
(4.4.6)
где к – общее отклонение оси заготовки от прямолинейности;
ц – погрешность оси заготовки в результате погрешности центрования.
к = к l /2 [3] (4.4.7)
где к – дополнительная удельная допускаемая кривизна детали,
к = 0,15мкм на 1 мм [21, c.186,табл.16,];
l - длина заготовки, l = 290 мм.
к = 0,15 145 = 21,75 мкм
![]() [3, с.89]
(4.4.8)
[3, с.89]
(4.4.8)
Таблица 4.4.2.Расчет припусков и предельных размеров
|
Маршрут обра-ботки Ø18
h6( |
Элементы припуска, мкм |
Рас- чет-ный при-пуск 2Zmin,мкм
|
Dрmin, мм |
T, мкм |
Принятые размеры по переходам (округлен-ные), мм |
Получае-мые предельные припуски, мкм | ||||
|
2zmax |
2zmin | |||||||||
|
Rz |
h |
| ||||||||
|
Dmax |
Dmin | |||||||||
|
Заго-товка: штампов-ка
|
160 |
200 |
500 |
|
20,129 |
1000 |
21,13 |
20,129 |
|
|
|
Точение черновое
|
50
|
50
|
30
|
1720
|
18,409 |
180
|
18,89 |
18,409 |
2540
|
1720
|
|
Точение чистовое |
25 |
25 |
0 |
260 |
18,149 |
110 |
18,26 |
18,149 |
330 |
260
|
|
Шлифо-вание предвари-тельн.
|
15
|
15
|
0
|
100
|
18,09 |
18
|
18,067 |
18,09 |
192
|
100
|
|
Шлифо-вание окончат. |
5 |
5 |
0 |
60 |
17,989 |
11 |
18,000 |
17,989 |
67 |
60 |
Для штамповок (группа стали-М2, степень сложности -С1, класс точности- Т4 ) [ГОСТ 7505-89] Т = 1 мм.
![]()
Остаточное пространственное отклонение определяем по формуле (4.4.9):
i = заг ki [3] (4.4.9)
где ki – коэффициент учитывающий вид обработки;
для чернового точения k = 0,06;[21, c.190]
точ.чер. = 500 0,06 = 30 мкм.
Рассчитываем минимальное значение припуска при параллельной обработке противолежащих поверхностей по формуле (4.4.10):
2zmin = 2(Rz i -1 + h i –1 + i –1) , [21, c.176] (4.4.10)
где Rz i –1 – высота неровностей профиля на предшествующем переходе;
h i –1 – глубина дефектного поверхностного слоя на предшествующем переходе;
i –1 – отклонения расположения поверхности.
Черновое обтачивание:
2zmin = 2(160 + 200+ 500) = 1720 мкм.
Чистовое обтачивание:
2zmin = 2(50 + 50 + 30) = 260 мкм.
Черновое шлифование:
2zmin = 2(25 + 25 + 0) = 100 мкм.
Чистовое шлифование:
2zmin = 2(15+ 15 + 0) = 60 мкм
Определяем расчетный размер на точение и шлифование:
dp шлиф.черн = 17,989 + 0,06 = 18,049 мм,
dp ток.чист.=18,049 + 0,1 = 18,149 мм,
dp ток.черн.=18,149 + 0,26 = 18,409 мм,
dp заг. = 18,409 + 1,72 = 20,129 мм.
Определяем предельные размеры, округление производим до того знака десятичной дроби, с каким дан допуск на размер каждого перехода. Наибольшие предельные размеры вычисляем прибавлением допуска к округленному наименьшему предельному размеру. Допуск по табл.32 , с.192 из [21].
dmax шл.чист. =17,989 + 0,011 = 18,00 мм;
dmax шл.черн. = 18,049 + 0,018 = 18,067 мм;
dmax точ.чист. = 18,149 + 0,11 = 18,26 мм;
dmax точ.черн. = 18,409 + 0,18 = 18,59 мм;
dmax заг. = 20,129 + 1 = 21,13 мм.
Предельное значение припусков 2zmax определяем как разность наибольших предельных размеров и 2zmin как разность наименьших размеров предыдущего и выполняемого перехода.
2zmax шл.чист. = 18,067– 18,00 =0,067 мм = 67 мкм,
2zmax шл.черн. = 18,26 – 18,067 = 0,192мм = 192 мкм,
2zmax точ.чист. = 18,59 – 18,26 = 0,330 мм =330 мкм,
2zmax точ.черн. = 21,13 – 18,59 = 2,54 мм = 2540мкм,
2zmin шл.чист. = 18,049– 17,989 = 0,06мм = 60 мкм,
2zmin шл.черн. = 18,149 – 18,049 = 0,100 мм = 100 мкм,
2zmin точ.чист. = 18,409 – 18,149 = 0,26мм = 260 мкм,
2zmin точ.черн. =20,129 – 18,409 =1,72мм = 1720 мкм.
Производим проверку:
Tзаг. – Tдет. = 2zmax - 2zmin, [3]
1000 – 11= 3129 –2140
989 = 989.
Все данные о вычислении предельных размеров припусков заносим в таблицу 4.4.2 и строим схему (рисунок 4.4.2)
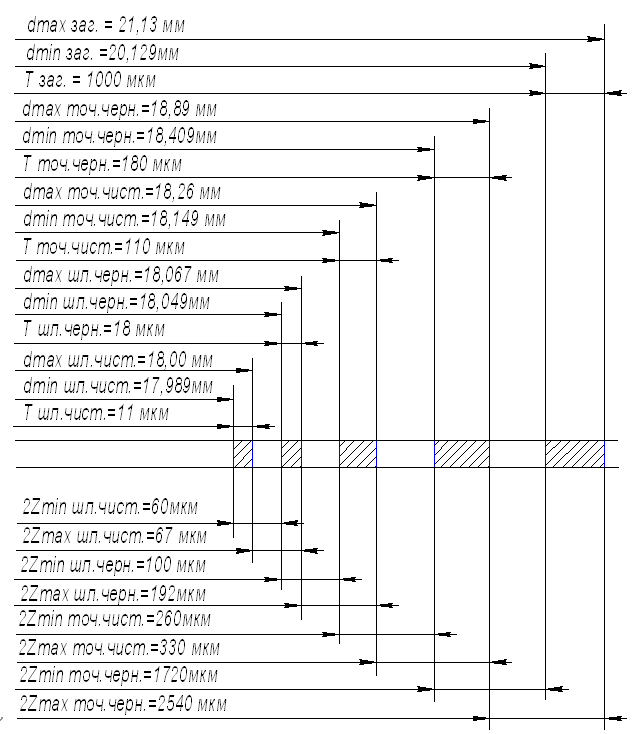
Рисунок 4.4.2
На остальные обрабатываемые поверхности детали припуски и допуски назначим по ГОСТ 7505-89 и занесем в таблицу 4.4.3.
Таблица 4.4.3
|
Размер, мм |
Припуск |
Допуск | |
|
табличный |
расчетный | ||
|
290 |
1,6*2 |
|
2,0 |
|
75 |
2*1,5 |
|
1,4 |
|
55 |
2*1,5 |
|
1,2 |
|
30 |
2*1,3 |
|
1 |
|
|
|
|
|
|
20
k6( |
2*1,1 |
2,5 |
1 |
|
32 |
2*1,1 |
|
1 |
|
45h7( |
2*1,3 |
|
1,2 |
|
20
d9( |
2*1,1 |
|
1 |
|
20js6( |
2*1,1 |
|
1 |
|
18h6( |
2*1,1 |
2,12 |
1 |