


108 |
Глава 5 |
объемных скоростях. Однако с увеличением объемной скорости возрастает объем непрореагировавшей азотоводородной смеси, следовательно, растет циркуляционная нагрузка. Одновременно с этим увеличиваются затраты холода на конденсацию аммиака и снижается количество тепла, выделяющегося в колонне синтеза на единицу объема газовой смеси, поэтому в промышленных схемах синтеза аммиака существует оптимальная величина объемной скорости, которая зависит от давления. В системах среднего давления (25–35 МПа) оптимальная объемная скорость составляет 15 000–30 000 ч–1, в систе- махвысокогодавления(45–50 МПа) – 50 000–60 000 ч–1.
При таких объемных скоростях концентрация аммиака на выходе из колонны синтеза составляет 15–20%.
ВЫДЕЛЕНИЕ АММИАКА ИЗ ПРОРЕАГИРОВАВШЕЙ АЗОТОВОДОРОДНОЙ СМЕСИ
Реакция синтеза аммиака является обратимой, поэтому достичь полного превращения азота и водорода в аммиак за время их однократного прохождения через колонну синтеза невозможно. Степень превращения азота и водорода в аммиак в зависимости от давления синтеза составляет 20–40%, а концентрация аммиака в газовой смеси – 15–25%. В связи с этим в промышленных условиях синтез аммиака осуществляется по циркуляционной схеме, суть которой в том, что аммиак, образовавшийся в колонне синтеза, выделяют из газовой смеси, а непрореагировавшую азотоводородную смесь смешивают со свежим газом, сжимают в компрессоре до исходного давления и возвращают в цикл синтеза. Из циркулирующей азотоводородной смеси для максимально эффективного ее использования необходимо наиболее полно выделить аммиак перед тем, как вновь направить ее в колонну синтеза. Известно два метода выделения аммиака из азотоводороной смеси – абсорбция водой и конденсация аммиака при охлаждении. При абсорбции водой можно полностью выделить аммиак из газовой смеси, однако конечный продукт будет представлять собой водный раствор аммиака концентрацией 20–30%, который не находит широкого применения. Кроме того, при абсорбции водой циркуляционный газ насыщается водяным паром, являющимся каталитическим ядом, поэтому перед подачей в колонну синтеза он должен подвергаться

Синтез аммиака |
109 |
тщательной осушке. По этим причинам в современных схемах синтеза аммиака этот метод не применяется.
Основным методом выделения аммиака из прореагировавшей азотоводородной смеси является его конденсация при охлаждении. Температура кипения жидкого аммиака при атмосферном давлении составляет –33,4°С. С повышением давления температура кипения повышается, что позволяет выделять аммиак при умеренном охлаждении. Количество аммиака, остающегося в газовой смеси при охлаждении, можно приближенно определить по давлению его насыщенных паров при определенной температуре, зная общее давление в системе.
Зависимость давления насыщенных паров над жидким аммиаком от температуры характеризуется следующими цифрами:
Т, К |
313 |
303 |
293 |
283 |
273 |
263 |
253 |
PNH3 , МПа |
1,554 |
1,166 |
0,857 |
0,615 |
0,424 |
0,241 |
0,19 |
Остаточную концентрацию аммиака в газовой смеси при охлаждении можно рассчитать по уравнению
CNH3 |
|
PNH3 |
100%. |
|
|||
|
|
Pобщ |
|
Таким образом, при Робщ, равном 30 МПа, расчетная концентрация аммиака при охлаждении газовой смеси до 313 К составит
5,15%, при температуре 293 К – 2,8%, при 273 К – 1,4%.
Однако реальная концентрация аммиака в газовой смеси намного выше расчетной. Это связано с тем, что при высоких давлениях плотность газовой смеси очень велика, поэтому аммиак в охлажденной газовой смеси находится в виде мельчайших капелек тумана.
Содержание аммиака в газовой смеси после охлаждения рассчитывается по эмпирическому уравнению Ларсона и Блэка:
lgC |
NH3 |
4,1856 5,98788 |
1099,544 , |
|
P |
T |
|
|
|
где Р – общее давление в системе, МПа; Т – температура конденсации, К.
Зависимость концентрации аммиака от температуры и давления при охлаждении характеризуется данными, представленными в табл. 17.
110 |
Глава 5 |
Допустимая концентрация аммиака в циркуляционной смеси составляет 3–4%. Для достижения такой концентрации в системах, работающих при давлениях 30 МПа, газовую смесь необходимо охладить до температуры 263–273 К.
Для достижения такой температуры процесс охлаждения проводят в две ступени – вначале в водяных или воздушных холодильниках до температуры ~313 К, а затем в аммиачных холодильниках до 268–273 К, т. е. используют системы с двухступенчатой конденсацией аммиака.
Таблица 17
Зависимость концентрации аммиака в газовой смеси от температуры и давления
Давление, МПа |
CNH |
3 |
при различной температуре, К |
||
293 |
|
|
273 |
253 |
|
|
|
|
|||
9,8 |
10,50 |
|
|
5,80 |
3,39 |
19,6 |
7,14 |
|
|
4,30 |
2,10 |
29,4 |
5,97 |
|
|
3,40 |
1,50 |
49,0 |
5,00 |
|
|
2,63 |
1,26 |
58,8 |
4,76 |
|
|
2,46 |
1,25 |
В системах высокого давления конденсацию аммиака осуществляют в одну ступень – путем охлаждения газовой смеси в водяных или воздушных холодильниках до температуры 310–313 К.
ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ СИНТЕЗА АММИАКА
Промышленные схемы синтеза аммиака отличаются друг от друга применяемым давлением и видом используемого катализатора. В зависимости от давления различают следующие схемы синтеза аммиака:
–низкого давления (10–15 МПа);
–среднего давления (25–35 МПа);
–высокого давления (45–100 МПа).
При использовании железного катализатора наибольшее применение получили схемы среднего давления, так как в схемах низкого давления выход аммиака очень мал, а схемы высокого давления требуют больших затрат энергии на сжатие смеси
Синтез аммиака |
111 |
и сложного конструктивного оформления применяемого оборудования.
При использовании новых низкотемпературных катализаторов все большее применение находят схемы низкого давления.
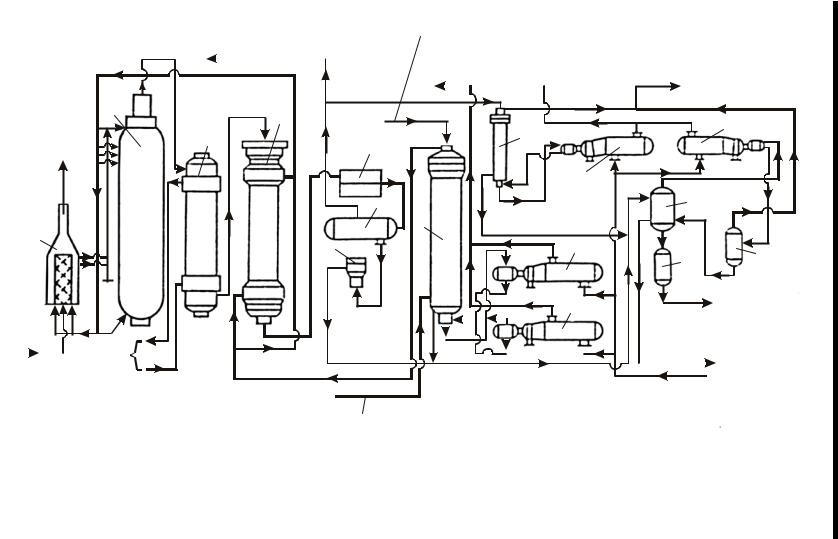
Развитие производства аммиака осуществлялось путем разработки новых активных катализаторов, совершенствования конструкции оборудования и увеличения единичной мощности агрегатов. В первых схемах единичная мощность агрегатов составляла 20–30 т/сут, в 50-х гг. ХХ в. были созданы агрегаты мощностью 200–300 т/сут, в 60-х гг. – 600 т/сут, а в 70-х гг. – 1360–1500 т/сут. К этому времени была разработана типовая технологическая схема синтеза аммиака, представленная на рис. 19.
Свежая азотоводородная смесь, сжатая во II ступени центробежного компрессора до давления 320 · 105 Па, после охлаждения
ввоздушном холодильнике поступает в нижнюю часть конденса-
ционной колонны 8 для очистки от остаточных количеств Н2О и СО2. Очистку осуществляют барботажом газа через слой сконденсировавшегося жидкого аммиака.
Пройдя слой жидкого аммиака, свежая азотоводородная смесь насыщается аммиаком до 3–5% и смешивается с циркуляционным газом.
Смесь свежего и циркуляционного газов проходит по трубам теплообменника конденсационной колонны и направляется
вмежтрубное пространство выносного теплообменника 4, где нагревается до температуры не выше 195°С за счет тепла газа, выходящего из колонны синтеза. Из выносного теплообменника циркуляционный газ поступает в колонну синтеза 2, проходя снизу вверх по кольцевой щели между корпусом колонны и кожухом насадки, а затем в межтрубное пространство внутреннего теплообменника, размещенного вверху в горловине корпуса колонны.
Втеплообменнике газ нагревается до 400–440°С за счет тепла газа, выходящего из катализаторной коробки, последовательно проходит четыре слоя катализатора, на которых осуществляется синтез аммиака. Температурный режим перед каждой полкой поддерживают подачей холодного байпасного газа между полками, который отбирают из потока перед колонной с температурой до 190°С.
Циркуляционный газ |
Циркуляционный газ |
|||
из турбокомпрессора |
||||
в турбокомпрессор |
|
NH3 (газ) |
||
|
|
|
|
|
|
|
|
|
к потребителю |
|
|
|
||
|
|
|
|
|
|
|
|
|
|
Танковые и продувочные газы на сжигание в трубчатую печь
2 |
|
4 |
|
|
|
12 |
Дымовые газы |
3 |
5 |
10 |
|
|
|
|
|
|
||||
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
11 |
|
|
|
|
6 |
8 |
|
13 |
|
1 |
|
|
|
|
|
|
|
7 |
|
9А |
|
15 |
|
|
|
|
14 |
|||
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
9Б |
Жидкий NH3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Питатель- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Жидкий NH3 |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
ная вода |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
Природный газ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Жидкий |
NH3 |
|
|||||
|
|
|
|
|
|
|
||||||||||||||||||||
|
в горелки |
|
|
Свежий газ из трубокомпрессора |
||||||||||||||||||||||
|
|
|
|
|
|
|
||||||||||||||||||||
Рис. 19. Технологическая схема синтеза аммиака:
1 – подогреватель газа; 2 – колонна синтеза; 3 – подогреватель воды; 4 – выносной теплообменник; 5 – воздушный холодильник; 6 – сепаратор; 7 – магнитные фильтры; 8 – конденсационная колонна; 9А, 9Б – аммиачные холодильники; 10 – конденсационная колонна продувочных газов; 11, 12 – аммиачные холодильники на линиях продувочных
и танковых газов; 13 – сборник жидкого аммиака; 14 – промежуточная емкость; 15 – сепаратор
112
5 Глава

Синтез аммиака |
113 |
Пройдя четвертый, нижний слой катализатора, азотоводородоаммиачная смесь с содержанием аммиака ~15% и температурой 500–515°С по центральной трубе поднимается вверх, входит в трубки внутреннего теплообменника, охлаждаясь до температуры 330°С, и выходит из колонны синтеза. Далее газовая смесь проходит трубное пространство подогревателя питательной воды 3, охлаждаясь до температуры 215°С. После прохождения трубного пространства выносного теплообменника 4, она охлаждается входящим циркуляционным газом до 65°С, затем до 40°С – в аппаратах воздушного охлаждения 5 (узел первичной конденсации), где из газа конденсируется часть аммиака. Сконденсировавшийся аммиак отделяется в сепараторе 6, а газовая смесь, содержащая 10– 12% NН3, поступает в азотоводородный компрессор, где сжимается еще раз до 320 · 105 Па.
Циркуляционный газ с температурой 50°С поступает в систему вторичной конденсации, состоящую из конденсационной колонны 8 и испарителей жидкого аммиака 9. Газ подается в конденсационную колонну сверху, проходит межтрубное пространство теплообменника, охлаждаясь до 18°С газом, идущим по трубкам. Далее газ поступает в испаритель жидкого аммиака, где, проходя по U-образным трубкам высокого давления, охлаждается до –5°С за счет кипения аммиака при температуре –10°С в межтрубном пространстве испарителя. Газообразный аммиак из межтрубного пространства испарителя направляется в холодильную установку для сжижения аммиака и возврата в испарители.
Из трубного пространства испарителя смесь охлажденного циркуляционного газа и сконденсировавшегося аммиака поступает в сепарационную часть конденсационной колонны, где происходит отделение жидкого аммиака от газа. Здесь же свежий газ смешивается с циркуляционным. Далее газовая смесь проходит корзину, заполненную полуфарфоровыми кольцами, где отделяется от капель жидкого аммиака, поднимается по трубкам теплообменника конденсационной колонны и направляется в выносной теплообменник, а затем – в колонну синтеза аммиака. Так циркуляционный цикл замыкается.
Жидкий аммиак после первичного сепаратора с температурой 40°С, пройдя магнитные фильтры 7, очищается от катализаторной пыли, дросселируется до давления 20 · 105 Па и поступает в сборник жидкого аммиака 13, куда также под давлением 20 · 105 Па