

11.3 Спекание
Спекание изделий из однородных металлических порошков производится при температуре ниже температуры плавления металла. С повышением температуры и увеличением продолжительности спекания увеличиваются усадка, плотность, и улучшаются контакты между зернами. Во избежание окисления спекание проводят в восстановительной атмосфере (водород, оксид углерода), в атмосфере нейтральных газов (азот, аргон) или в вакууме. Прессовка превращается в монолитное изделие, технологическая связка выгорает (в начале спекания).
11.4 Шликерное формирование
Формование металлического порошка заполнением шликером пористой формы, обеспечивающей удаление жидкости из шликера. ГОСТ 17359-82
11.5 Газостат
Установка для горячего газостатического прессования. Газ подаётся в Газостат компрессорами высокого давления из спец. газобаллонной станции. Капсулы и заготовки нагреваются либо в процессе газостатич. прессования нагревателем, размешенным в контейнере, либо перед газостатич. прессованием в спец. печах, а при газостатич. прессовании только поддерживается заданная темп-pa. Для повышения прочности и обеспечения взрывобезопасности Г. их контейнер и раму укрепляют слоями ленты из высокопрочной стали. Контейнер Г. охлаждают водой. В пром-сти используют Газостаты с осевым усилием 20-500 МН.

Рис.11.1 Газостат с усилием 125 МН: 1 - неподвижная станина; 2 - верхняя пробка; 3 - подвижная станина; 4 - контейнер; 5 - заготовки; 6 - манипулятор; 7 - стол с нижней пробкой
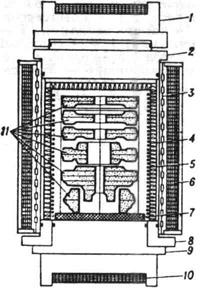
Рис.11.2 Схема газостата: 1 - рама; 2 - верхняя пробка; 3 - контейнер; 4 термоизоляционный колпак; 5 - нагреватель; 6 - обмотка контейнера; 7 термоизоляционная подставка; 8 - промежуточная пробка; 9 - нижняя пробка; 10 - обмотка рамы; 11 - капсулы с порошком
11.6 Обзор методов контроля
Контроль качества производимых изделий, сварных соединений, зданий, конструкций и материалов с помощью контрольно-измерительного оборудования - чрезвычайно важная область исследований. Именно контроль за точностью соблюдения нормативных документов, наличием дефектов в материале или конструкции позволяет своевременно скорректировать процесс производства, произвести необходимый ремонт или замену. Особую роль контрольно-измерительное оборудование играет в высокоточных областях науки и техники, а также при изготовлении ответственных изделий. Комплексное применение методов контроля позволяет гарантировать максимальную эффективность превентивных мер относительно различных дефектов.
Обычно в диагностических исследованиях выделяют разрушающий и неразрушающий контроль.
Разрушающий контроль применяют чаще при разработке технологии изготовления того или иного изделия. Он необходим для накопления экспериментальной базы, на основе которой можно сделать выводы, либо улучшить методику изготовления, оперируя различными факторами. Этот вид контроля требует физического разрушения, что приводит к дополнительным затратам.
Неразрушающий контроль позволяет сделать выводы о состоянии изделия, соответствии его критериям нормативно-технической документации без применения физического разрушения. Методы неразрушающего контроля разнообразны, различают:
- Визуальный контроль
- Акустический контроль (ультразвуковой контроль)
- Магнитный контроль
- Радиационный контроль
- Магнитный контроль
- Вибрационный контроль
- Вихретоковый контроль
- Электрический контроль
- Тепловой контроль, и пр.
Самые явные дефекты конструкций и материалов выявляет визуальный контроль. На этапе визуального контроля производится внешний осмотр исследуемого объекта на предмет дефектов. Визуальный контроль может производиться как с применением оптических средств, так и без них. Главный недостаток визуального контроля заключается в ограниченности такого метода, поскольку визуальный контроль позволяет обследовать только внешние факторы. Тем не менее, визуальный контроль - необходимое звено комплексной дефектоскопии.
Акустический неразрушающий контроль часто именуют ультразвуковым контролем, поскольку данный метод предполагает использование в качестве инструмента ультразвук. Ультразвуковые упругие волны, проходя через материал, дают сведения о плотности, упругости, однородности материала, наличие в нем дефектов, а также их характеристик. Акустический ультразвуковой контроль использует упругие волны в диапазоне от 20 кГц, которые фиксирует контрольно-измерительное оборудование. Ультразвуковые волны, в отличие от электромагнитных, дают более глубокие обширные сведения о характеристиках исследуемого объекта.
Применение магнитного контроля обычно связано с исследованием параметров ферромагнитных материалов и конструкций. Магнитный контроль основан на методе намагничивания поверхности объекта и исследования контрольно-измерительным оборудованием полученных характеристик. Магнитный контроль использует явление гистерезиса, свойства системы реагировать на приложенную силу с учетом собственной истории. Воздействие магнитного поля при магнитном контроле выявляет различные дефекты, а также измеряет необходимые для исследования параметры. Подобно магнитному неразрушающему контролю действуют электромагнитный, вихретоковый, электрический методы.
Радиационный неразрушающий контроль воздействует ионизирующим излучением на обследуемый объект с последующей обработкой данных. Тепловой контроль, в свою очередь, применяет инфракрасную съемку объекта, а вибрационный метод позволяет проводить исследование и фиксировать при помощи контрольно-измерительного оборудования влияние вибрации на исследуемый объект.
3. Предел текучести 0,2
Предел текучести – это напряжение, при котором материал начинает испытывать пластическую деформацию
4. Предел прочности (временное сопротивление разрыву) в
Сопротивление материала значительным пластическим деформациям характеризуется пределом прочности в. Растягивающее усилие в этот момент деформации достигает своего максимального значения Pв , при этом происходит переход от равномерной деформации к локализованной: на образце образуется шейка.