

9.8 Литье в оболочковые формы
Литьё в оболочковые формы — способ получения фасонных отливок из металлических сплавов в формах, состоящих из смеси песчаных зёрен (обычно кварцевых) и синтетического порошка (обычно фенолоформальдегидной смолы и пульвер-бакелита). Предпочтительно применение плакированных песчаных зёрен (покрытых слоем синтетической смолы).
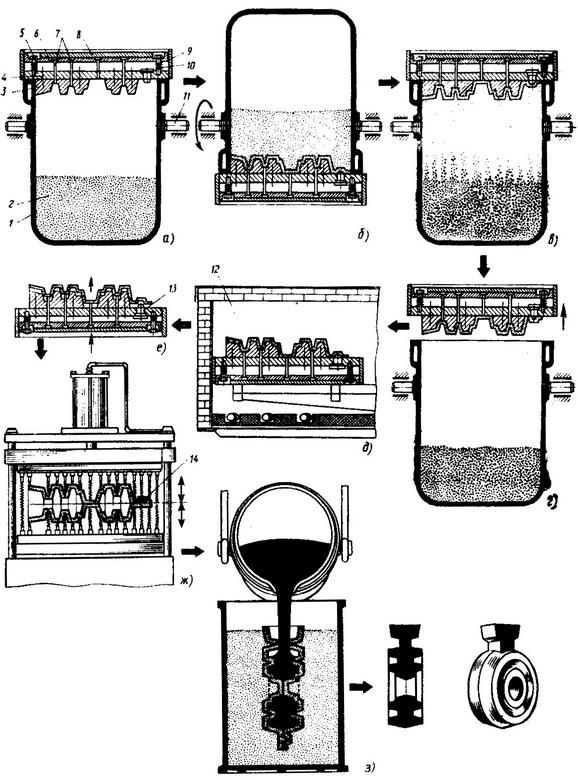
Оболочковую форму получают одним из двух методов. Смесь насыпают на металлическую модель, нагретую до 300 C, выдерживают в течение нескольких десятков секунд до образования тонкого упрочнённого слоя, избыток смеси удаляют. При использовании плакированной смеси её вдувают в зазор между нагретой моделью и наружной контурной плитой. В обоих случаях необходимо доупрочнение оболочки в печи (при температуре до 600-700 C) на модели. Полученные оболочковые полуформы скрепляют, и в них заливают жидкий сплав. Во избежание деформации форм под действием заливаемого сплава перед заливкой их помещают в металлический кожух, а пространство между его стенками и формой заполняют металлической дробью, наличие которой воздействует также на температурный режим охлаждающейся отливки.
Этим способом изготавливают различные отливки массой до 25 кг. Преимуществами способа являются значительные повышение производительности по сравнению с изготовлением отливок литьём в песчаные формы, управление тепловым режимом охлаждения отливки и возможность механизировать процесс. передовым технологическим способам литья, позволяющим изготовлять наиболее точные отливки с минимальной механической обработкой, с уменьшением расхода металла на стружку относиться литье в оболочковой форме.
Литье в оболочковые формы - это способ получения отливок свободной заливкой расплава в оболочковые формы из термореактивных смесей.
Оболочковые формы отличаются высоким комплексом технологических свойств: достаточной прочностью, газопроницаемостью, податливостью, негигроскопичностью. По сравнению с отливками, полученными в песчаных формах, детали, отлитые в оболочковые формы, имеют в 1,5 раза меньший припуск на механическую обработку.
Материалом для оболочковых форм, заливаемых, чугуном или цветными металлами и сплавами, служит мелкозернистый кварцевый песок с 10% бакелитовой смолы. С целью улучшения поверхности стальных отливок иногда применяют хромистый железняк, хромомагнезит, магнезит и другие добавки, повышающие огнеупорность, но удорожающие стоимость песчано-смоляной смеси.
Замена обычной песчаной формы только оболочкой (коркой) сокращает расход формовочных смесей на 50-90 %, повышает точность размеров и чистоту поверхности отливки, увеличивает съем с квадратного метра производственной площади, снижает стоимость отливки.
Оболочковые формы изготавливают из формовочных песчано-смоляных смесей с термопластичными или термореактивными связующими смолами. Если смола в смеси находится в порошкообразном состоянии, то такую формовочную смесь называют нелакированной, а если зерна песка покрыты сплошной тонкой пленкой смолы, то смесь будет плакированной. Формовочная смесь содержит наполнитель - мелкозернистый кварцевый песок - 100%: связующее - пульвербакелит (фенолформальдегидная смола с добавками уротропина) - 6 - 7%; увлажнитель (керосин, глицерин) - 0,2 - 0,5%; растворитель (ацетон, этиловый спирт) - до 1,5%.
Размягчение введенной в смесь смолы происходит при 70 - 80 °С, а при 100 - 120 °С она уже плавится, покрывая поверхность зерен песка тонкой клейкой пленкой. Последующий нагрев смолы до 200 - 250 °С вызывает ее необратимое затвердевание и, как следствие, существенное повышение прочности и жесткости оболочковой формы. Оболочковые формы получают с помощью нагретых металлических моделей, изготавливаемых из серого чугуна, стали и алюминиевых сплавов. Каждая форма состоит из двух соединенных (путем склеивания пульвербакелитом и жидким клеем или с помощью скоб, струбцин) оболочковых полуформ. Толщины оболочек для мелких и среднего размера отливок колеблются соответственно в пределах 8 - 10 и 12 - 15 мм. Технология изготовления оболочек включает в себя следующие операции;
1. Нагрев модельной оснастки до 200 - 250 °С.
2. Нанесение на рабочую поверхность модельной оснастки (пульверизатором) разделительного состава - быстро затвердевающей силиконовой жидкости, образующей при этом разделительную пленку, которая предотвращает прилипание к оснастке формовочной смеси и тем самым упрощает последующее отделение оболочки от модели.
3. Нанесение песчано-смоляной смеси на модельную оснастку одним из следующих способов; путем свободной засыпки поворотного или стационарного бункера, пескодувным методом, путем свободной засыпки с допрессовкой. Указанные способы изготовления оболочковых форм различаются, по существу, лишь приемами нанесения песчано-смоляной смеси на модельную оснастку.
4. Формирование и отверждение оболочки необходимой толщины. Широко применяется насыпной (бункерный) способ формообразования оболочки, основанный на использовании поворотного бункера, для свободной засыпки формовочной смесью модели вместе с модельной плитой .Бункер наполняют песчано-смоляной смесью. Нагретая и обработанная разделительным составом модельная плита с моделью закрепляется на приемной рамке поворотного бункера. Засыпка модели и модельной плиты смесью осуществляется поворотом бункера на 180°. Для формирования оболочки толщиной 5 - 15 мм плиту выдерживают под смесью в течение 15 - 20 с. При этом смола быстро плавится и затвердевает, образуя полутвердую оболочку. Затем бункер возвращают в исходное положение. С него снимают модельную плиту с налипшей оболочкой и помещают в печь для доотверждения оболочки (режим окончательного отверждения смолы - 300 - 350 °С, 1 - 3 мин).
5. Съем оболочковой полуформы после ее изготовления с модели осуществляется с помощью толкателей
Перед заливкой собранные формы с вертикальной плоскостью разъема (а также формы крупных размеров) помещают в контейнеры и засыпают чугунной дробью. Этим предотвращается коробление и разрушение форм при их заливке расплавом. Небольшие формы с горизонтальной плоскостью разъема устанавливают для заливки на слой песка.
Способом литья в оболочковые формы получают отливки массой от 0,2 до 200 кг практически из любых литейных сплавов. Этим способом изготавливают ребристые мотоциклетные цилиндры, коленчатые валы автомобильных двигателей.
Преимущества способа литья в оболочковые формы: возможность получения тонкостенных отливок сложной формы; гладкая и чистая поверхность отливок; небольшой расход смеси; качественная структура металла за счет повышенной газопроницаемости форм; широкая возможность автоматизации; небольшие допуски на обработку резанием. Недостатки: ограниченный размер отливок (до 1500 мм); высокая стоимость смесей; выделение вредных паров и газов из смесей при изготовлении форм.
Этим способом изготавливают различные отливки массой до 25 кг. Преимуществами способа являются значительные повышение производительности по сравнению с изготовлением отливок литьём в песчаные формы, управление тепловым режимом охлаждения отливки и возможность механизировать процесс. При применении формовочных машин, быстро изготавливающих формы, этот метод позволяет осуществить производство небольших деталей из титана простой формы и достаточно точных размеров. Промышленного применения этот метод пока не нашел.
Область применения литья в оболочковые формы Литье в оболочковые формы применяется для изготовления сложных тонкостенных отливок из черных и цветных металлов. В оболочковых формах изготавливают сложные тонкостенные отливки массой 0,2…100 кг с толщиной стенки 3…15 мм для приборов, автомобилей, металлорежущих станков - ребристые цилиндры, коленчатые валы и т.д. Способ применяют для стальных и алюминиевых отливок простой конфигурации без внутренних полостей в серийном производстве. Способ обеспечивает получение шероховатости поверхности Rz =80...40 мкм, и точность - 12...14 квалитет.
Преимущества способа.
1) Расход формовочной смеси в 8-10 раз меньше, чем при литье в песчаные формы.
2) Твердение смеси непосредственно на модели обеспечивает высокую точность размеров. Применение мелкозернистых песков дает возможность получать формы с чистой и гладкой поверхностью. Припуски составляют 0.5-1.5 мм.
3) Возможность механизации и автоматизации труда.
Несовершенством существующих технологий и оборудования является неудовлетворительная прочность оболочковых форм, нестабильность их качества, длительность технологического цикла, насыщение модельного состава водой, необходимость в наличии дополнительных площадей для проветривания и подсушки форм, повышенный брак литья по сору и неметаллическим включениям, неэффективное использование энергоносителей, высокие затраты на производство и экологическая загрязненность воздушной среды.