

книги / Основы технологии машиностроения. Методы обработки заготовок и технологические процессы изготовления типовых деталей машин
.pdfу заготовок с непрошитым отверстием обрабатывают обыч- но за три перехода (сверлят, зенкеруют, развертывают или тонко растачивают).
Окончательно отверстие в поршневой головке под за- прессовку втулки стремятся обрабатывать совместно с от- верстием в кривошипной головке. Этим добиваются точно- сти и правильности положения оси поршневой головки не вследствие растачивания отверстия во втулке, а в резуль- тате точного положения оси ее посадочного отверстия.
Наибольшее распространение получило тонкое раста- чивание алмазными или эльборовыми резцами на алмазно- расточных станках. При этом обеспечивается точность диа- метра отверстия в пределах 0,02–0,03 мм. Снимаемый при растачивании припуск составляет 0,05–0,08 мм на сторону.
Отверстие в кривошипной головке цельнокованых ша- тунов предварительно обрабатывают до отрезания крышки, окончательно – после сборки шатуна с крышкой. Отверстие
вкривошипной головке раздельно кованых шатунов предва- рительно обрабатывают отдельно у крышки и шатуна (обычно протягивают полуотверстия, см. рис. 12.37) и окон- чательно – после сборки шатуна с крышкой.
Предварительно отверстие в кривошипной головке обрабатывают обычно за два перехода: производят черновое зенкерование (снимают припуск, равный 2,0–2,5 мм на сто- рону) и чистовое фрезерование (удаляют припуск 0,5–1,0 мм на сторону). После сборки шатуна с крышкой отверстие
вкривошипной головке зенкеруют и растачивают (реже раз- вертывают).
Для выполнения этой операции применяют много- шпиндельные многопозиционные сверлильно-расточные станки. Схема обработки отверстия в кривошипной головке на шестишпиндельном станке с четырехпозиционным сто- лом показана на рис. 12.39. На столе станка в позиции 1 ус- танавливают одновременно в приспособлении два шатуна.
391

Рис. 12.39. Схема обработки отверстия в кривошипной головке шатуна в сборе
На позиции 2 предварительно зенкеруют отверстие, на пози- ции 3 отверстие зенкеруют окончательно, а на позиции 4 растачивают отверстие и одновременно снимают фаску с одной стороны отверстия. Чистовую обработку отверстия в кривошипной головке осуществляют предварительным растачиванием (снимают припуск, равный 0,1–0,15 мм на сторону), тонким растачиванием алмазным или эльборо- вым резцом (удаляют припуск, равный 0,05–0,1 мм на сто- рону) и хонингованием (припуск 0,02–0,05 мм на сторону).
Отверстия под стяжные (шатунные) болты у раздель- но- и цельнокованых шатунов предварительно обрабаты- вают отдельно у шатуна и крышки, окончательно – совме-
392
стно. Предварительно отверстия под болты у цельнокова- ных шатунов обрабатывают после отрезки крышки от ша- туна, а у раздельнокованых шатунов – после обработки плоскости разъема головки шатуна. Отверстия под болты сверлят и зенкеруют.
Для предварительной одновременной обработки от- верстий в шатуне и крышке используют многопозиционные многошпиндельные станки.
Схема предварительной обработки отверстий под болты в крышках и шатунах на двустороннем десятишпин- дельном станке с пятипозиционным барабанным приспо- соблением приведена на рис. 12.40.
Шатун устанавливают на позиции 1 в приспособление,
вкотором он ориентируется в осевом направлении по протя- нутым боковым поверхностям кривошипной головки, и ба- зируют пальцем по отверстию в поршневой головке. На по- зиции 2 сверлят и цекуют отверстия в крышке и шатуне од- новременно с двух сторон четырьмя комбинированными сверлами-цековками, на позиции 3 рассверливают отверстия
вкрышке на проход, на позиции 4 отверстия зенкеруют, а на позиции 5 отверстия развертывают.
Окончательно отверстия в поршневой и кривошип- ной головках в большинстве случаев обрабатывают раз- дельно, но иногда и совместно. После запрессовки втулки
вотверстие поршневой головки отверстие втулки растачи- вают, а затем раскатывают, развертывают или хонингуют. Отверстие втулки растачивают на одно- или многошпин- дельных алмазно-расточных станках.
Для получения более чистой поверхности втулки применяют раскатывание или развертывание. Раскатывание производят головками с закаленными и шлифованными роликами 1, имеющими цилиндрическую или бочкообраз- ную форму. Внешний вид головки приведен на рис. 12.41. Ролики крепят в стакане, который насажен на коническую
393

оправку 2. Раскатывание производят при скорости 60– 100 м/мин. Припуск под раскатывание составляет 0,01– 0,03 мм на диаметр.
Рис. 12.40. Схема обработки отверстий под болты
вкрышках и шатунах
Вслучае применения в качестве отделочной операции хонингования используют специальные вертикальные хо- нинговальные станки для одновременной обработки двух-
394

Рис. 12.41. Головка для раскатывания отверстия во втулке шатуна
четырех шатунов. При хонинговании снимают при- пуск 0,01–0,03 мм, и обеспечивают точность отверстия по 5-му квалитету, а шероховатость поверхности в преде-
лах Ra = 0,16…0,32 мкм.
Окончательная обработка отверстия во втулке кри- вошипной головки шатуна осуществляется растачиванием на односторонних и двусторонних алмазно-расточных станках. В приспособлении шатун устанавливают по вспо- могательным площадкам и опирают на торцы головок.
Завершающими операциями являются подгонка ша- тунов по весу и сортировка по диаметру отверстия в малой головке.
По диаметрам отверстий шатуны сортируют на специ- альных сортировочных автоматах, обеспечивающих кон- троль и отбор шатунов по диаметральным размерам отвер- стия втулки с градацией 0,002–0,003 мм и отверстия в боль- шой головке с градацией 0,003–0,004 мм, с делением шату- нов на 4 группы и последующей маркировкой.
Для получения конструктивно предусмотренной урав- новешенности двигателя кривошипная и поршневая головки шатунов должны иметь массы в заданных пределах, и цен- тры их тяжести должны быть расположены по заданным ко- ординатам. При повышении массы шатуна на одной или обеих головках с бобышек удаляют часть металла. У порш- невой головки бобышка расположена вдоль оси шатуна, а у кривошипной – на боковой поверхности.
395
Для подгонки массы кривошипной и поршневой го- ловок существуют специальные станки, оснащенные веса- ми и фрезерными головками.
На специальных весах определяют положение цен- тра тяжести шатуна, взвешивая обе его головки. Опреде- лив, какую часть металла необходимо удалить, закрепля- ют каждую головку на пальце приспособления и снимают металл фрезой.
Допускаемое колебание массы каждой головки шату- на не должно превышать 5–10 граммов.
В табл. 12.27 представлен технологический маршрут типового процесса обработки шатуна в поточной линии.
Т а б л и ц а 1 2 . 2 7
Технологический маршрут типового процесса обработки шатуна
Номер |
Содержание |
Технологическая |
Оборудование |
|
опер. |
операции |
база |
||
|
||||
1 |
2 |
3 |
4 |
|
|
Фрезерование |
Наружные |
Специальный |
|
05 |
торцов головок |
поверхности |
||
фрезерный станок |
||||
|
|
головок |
||
|
|
|
||
10 |
Шлифование |
Торцы головок |
Плоскошлифовальный |
|
торцов головок |
(попеременно) |
станок |
||
|
||||
|
Протягивание базо- |
|
|
|
20 |
вых площадок |
Торцы головок |
Специальный |
|
на большой |
протяжной станок |
|||
|
|
|||
|
и малой головках |
|
|
|
|
Растачивание |
|
Специальный |
|
30 |
отверстия в малой |
Торцы головок |
||
сверлильный станок |
||||
|
головке |
|
||
|
|
|
||
|
Фрезерование мест |
|
Горизонтально- |
|
40 |
под болты и гайки |
Малое отверстие |
||
фрезерный станок |
||||
|
на большой головке |
|
||
|
|
|
||
50 |
Разрезание большой |
Малое отверстие |
Горизонтально- |
|
|
головки |
|
фрезерный станок |
|
396 |
|
|
|

П р о д о л ж е н и е т а б л . 1 2 . 2 7
1 |
2 |
3 |
4 |
|
|
|
|
|
|
|
Протягивание плос- |
Торцы и боковые |
Вертикально- |
|
60 |
костей стыка шату- |
|||
|
на и крышки |
поверхности |
протяжной станок |
|
|
|
|
||
|
|
|
|
|
|
Шлифование плос- |
Малое отверстие |
Плоскошлифовальный |
|
70 |
костей стыка шату- |
|||
и торцы головок |
станок |
|||
|
на и крышки |
|||
|
|
|
||
|
|
|
|
|
|
Сверление, растачи- |
|
|
|
80 |
вание и развертыва- |
Малое отверстие |
Специальный |
|
ние отверстий под |
и торцы головок |
агрегатный станок |
||
|
болты в большой |
|||
|
|
|
||
|
головке и крышке |
|
|
|
|
|
|
|
|
|
Зенкерование фасок |
|
|
|
90 |
в отверстиях под |
Стыковые |
Вертикально- |
|
болты в шатуне |
поверхности |
сверлильный станок |
||
|
||||
|
и крышке |
|
|
|
|
|
|
|
|
|
Подрезание облицо- |
|
|
|
|
вочным зенкером |
Стыковые |
Вертикально- |
|
100 |
мест под болты |
|||
поверхности |
сверлильный станок |
|||
|
и гайки в шатуне |
|||
|
|
|
||
|
и крышке |
|
|
|
|
|
|
|
|
110 |
Сборка шатуна |
— |
Слесарный верстак |
|
|
и крышки |
|
|
|
|
Черновое растачи- |
Малое отверстие |
Специализированный |
|
120 |
вание отверстия |
|||
и торцы головок |
сверлильный станок |
|||
|
в большой головке |
|||
|
|
|
||
|
|
|
|
|
|
Зенкерование фасок |
|
Вертикально- |
|
130 |
в отверстии боль- |
Торцы головок |
||
сверлильный станок |
||||
|
шой головки |
|
||
|
|
|
||
|
|
|
|
|
140 |
Шлифование торцов |
Торцы головок |
Плоскошлифовальный |
|
|
большой головки |
(попеременно) |
станок |
|
|
Чистовое растачи- |
|
Специальный |
|
150 |
вание отверстий |
Торцы головок |
||
расточной станок |
||||
|
в обеих головках |
|
||
|
|
|
||
|
|
|
|
|
160 |
Прессование втулки |
Торцы головки |
Гидропресс |
|
|
в малую головку |
|
|
|
|
Тонкое растачива- |
Торцы |
Алмазно-расточной |
|
170 |
ние отверстий |
и вспомогательные |
||
станок |
||||
|
в обеих головках |
базы |
||
|
|
|||
|
|
|
|
|
|
|
|
397 |
О к о н ч а н и е т а б л . 1 2 . 2 7
1 |
2 |
3 |
4 |
|
Хонингование от- |
Торцы |
|
180 |
верстия в большой |
и вспомогательные |
Хонинговальный станок |
|
головке |
базы |
|
190 |
Окончательный |
— |
Контрольный стол |
|
контроль |
|
|
200 |
Подгонка по весу |
Отверстие |
Фрезерно-контрольный |
|
большой головки |
в малой головке |
автомат |
210 |
Разборка шатуна |
— |
Слесарный верстак |
|
и зачистка заусенцев |
|
|
|
Сборка шатуна |
|
|
220 |
с крышкой |
— |
Слесарный верстак |
|
и вкладышем |
|
|
Примечание. Шатуны сортируют по размерам диаметра отвер- стия в малой головке на четыре группы с интервалом 3 мкм.
В качестве примера рассмотрим технологический маршрут механической обработки шатуна с крышкой для автомобиля ВАЗ 2105 из цельной заготовки, получаемой горячей штамповкой из стального прутка диаметром 42 мм. Заготовка термически обрабатывается, подвергается дробе- струйной обработке, потом чеканится.
На механическую обработку по плоскостям большой и малой головок дают припуски 1,1–1,4 мм, на полуотвер- стие большой головки – 3,5…4,5 мм, по боковым поверх- ностям большой головки – 2,5…4,5 мм, на площадках под гайки и головки болтов – 1,5…3 мм. Шатун с крышкой полностью обрабатывается на комплексных автоматиче- ских линиях.
На рис. 12.42 представлены эскизы маршрута техно- логического процесса механической обработки шатунов и крышек.
Обработка начинается с того, что предварительно шли- фуют плоскости головок одновременно с двух сторон в раз- мер (оп. 1) на вертикальном (содержащем два шлифовальных круга) плоскошлифовальном станке.
398
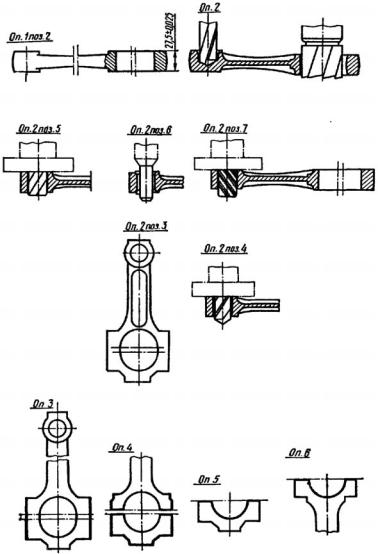
Рис. 12.42. Эскизы к маршруту технологического процесса меха- нической обработки шатунов и крышек
399

Рис. 12.42. Продолжение
400