

книги / Основы технологии машиностроения. Методы обработки заготовок и технологические процессы изготовления типовых деталей машин
.pdfвала. Работа шатуна в шатунно-кривошипных механизмах двигателя любого назначения характеризуется большими инерционными силами, вызывающими в поперечном сече- нии шатуна напряжения растяжения и поперечного изгиба. Кроме того, переменные нагрузки создают напряжения сжатия и продольного изгиба. Все это обуславливает опре- деленное конструктивное решение, общее для всех видов шатунов различных двигателей: применение для стержней шатунов двутаврового сечения, а также разработку техно- логических мероприятий, направленных на улучшение ме- ханических свойств (термическая обработка заготовок), использование штамповки с соблюдением соответствую- щего расположения волокон, упрочнение поверхностных слоев стержня и др.
Шатуны относятся к деталям класса некруглых стержней. Кроме шатунов к этому классу относятся рычаги, вилки, тяги, балки, коромысла и т.п.
Детали, относящиеся к классу некруглых стержней, показаны на рис. 12.34.
При обработке деталей этого класса решают следую- щие технологические задачи:
–достижение параллельности осей отверстий в за- данных пределах;
–достижение перпендикулярности торцов к осям от- верстий;
–получение точных отверстий и точных расстояний между ними.
Технические условия на изготовление деталей этого класса немассового применения конструктор устанавливает исходя из назначения детали и условий ее применения. Для деталей массового применения, например шатунов, имеют- ся государственные стандарты.
381

Рис. 12.34. Детали класса «некруглые стержни»:
а– горячештампованный рычаг; б – холодноштам- пованный рычаг; в – литой рычаг; г – балка;
д– коромысло толкателя; е – вилка
Основные технические условия при изготовлении рычагов немассового применения:
Допуск на расстояние между осями
главных отверстий ....................................................... |
0,1–0,2 мм |
|
Отклонение от перпенди- |
|
|
кулярности осей отверстий ........ |
0,03–0,05 мм на длине 200 |
мм |
Отклонение от перпенди- |
|
|
кулярности торцов бобышек |
|
|
и оси отверстий.............................. |
0,03–0,04 мм на длине 50 |
мм |
Точность отверстий............................................... |
7–9-й квалитет |
|
Шероховатость |
|
|
поверхности отверстий................................ |
Ra = 0,32…1,25 мкм |
|
Материалы, применяемые для деталей этого класса: серый чугун СЧ 20, СЧ 25, для ненагруженных рычагов – СЧ 10, ковкий чугун КЧ 30, КЧ 35, литье – сталь 35Л; про- кат – сталь 45 и другие машиностроительные стали.
382

Заготовки – преимущественно отливки и штамповки; для крупных деталей – поковки; для некоторых простых по конфигурации деталей – листовой прокат (рис. 2.34, б).
Припуски на обработку назначают в зависимости от величины деталей и рода заготовок. Примерные числен- ные значения величин припусков по торцам деталей класса «некруглые стержни» следующие:
Чугунные литые.............................................. |
1–3 мм на сторону |
Стальные штампованные............................ |
1,5–2 мм на сторону |
Стальные литые, изготовляемые |
|
по выплавляемым моделям...................... |
0,5–0,8 мм на сторону |
Поковки свободной ковки.............................. |
6–8 мм на сторону |
Погрешности установки возникают из-за перекоса опорных торцов относительно оси отверстия. Если рычаг устанавливают по штырю (центрирующему пальцу), то мо- жет возникнуть дополнительная погрешность установки за счет перекоса оси пальца или неточности его диаметраль- ного размера. Если рычаг устанавливают в призмах, то от- клонения от параллельности плоских поверхностей при фре- зеровании или подрезании торцов возникают из-за непра- вильного расположения (несоосности) призм или неодина- ковой высоты опорных элементов приспособлений.
Погрешности обработки возникают вследствие изна- шивания режущих инструментов, направляющих и кондук- торных втулок, при работе инструмента без кондуктора – вследствие введения промежуточных (переходных) втулок в шпиндель.
Простые рычаги (см. рис. 12.34, а) обрабатывают по следующему маршруту (заготовка – штамповка из стали 45):
–фрезеруют базовые бобышки;
–сверлят, зенкуют, снимают фаски, выполняют чер- новое и чистовое развертывание отверстий, подрезают тор- цы облицовочным зенкером, направляя его по отверстию;
383
–подрезают торцы с другой стороны облицовочным зенкером, направляя его по отверстию, снимают фаски;
–снимают наружные фаски (если это задано чертежом). Существует два основных варианта процесса обра-
ботки плоских торцовых поверхностей:
–бобышки обжимают под прессом, после этого вы- полняют плоское шлифование;
–осуществляют обдирочное шлифование торцов бо- бышек, а затем – чистовое плоское шлифование.
Обработку отверстий выполняют по двум основным вариантам:
–сверление, а затем протягивание;
–сверление, зенкерование, прошивание. Запрессовывая в отверстие втулку из антифрикци-
онного материала, развертывают отверстие во втулке, по- сле этого выполняют дорнование или тонкое (алмазное) растачивание.
В серийном производстве отверстия обрабатывают на вертикально-сверлильных или радиально-сверлильных станках; в крупносерийном и массовом производстве – на многошпиндельных станках с поворотным столом и полуавтоматическим циклом работы.
Рычаг обрабатывают в двух приспособлениях. После первого оборота стола станка частично обработанную де- таль перекладывают из первого приспособления во второе приспособление. Технологический маршрут обработки та- кого рычага приведен в табл. 12.25. Заготовка – штамповка из стали 45.
Отверстия диаметром до 50 мм при литье в землю не изготовляют. Отверстия в горячештампованных заготовках прошивают при диаметре свыше 25 мм. Технологическими базами на первых операциях являются необработанные ци- линдрические поверхности и торцы бобышек, тело стержня.
384

|
|
|
Т а б л и ц а 1 2 . 2 5 |
|
|
Технологический маршрут обработки рычага |
|||
|
на многошпиндельном сверлильном станке |
|||
|
|
|
||
Номер |
Приспособление первое |
Приспособление второе |
||
позиции |
||||
|
|
|||
1 |
|
2 |
3 |
|
|
|
Снятие полуобработанной |
Снятие обработанной детали и |
|
1 |
|
детали, установка новой |
установка полуобработанной |
|
|
заготовки |
детали (снятой с первого при- |
||
|
|
|||
|
|
|
способления) |
|
2 |
|
Сверление большого |
Подрезание торцов |
|
|
и малого отверстий |
|
||
|
|
|
||
|
|
Зенкерование большого |
Развертывание малого отвер- |
|
3 |
|
отверстия и подрезание тор- |
стия и снятие фаски |
|
|
|
ца малого отверстия |
в большом отверстии |
|
|
|
Подрезание торца и снятие |
Развертывание большого |
|
4 |
|
наружной фаски большой |
отверстия |
|
|
|
бобышки |
|
|
На первых операциях обрабатывают торцы бобышек
иотверстия, которые на последующих операциях исполь- зуют как технологические базы, или делают дополнитель- ные технологические базы в виде фрезерованных площадок
ицентровых отверстий (чаще всего применительно к обра- ботке шатунов, рис. 12.35).
Основные операции – об- работка торцов бобышек, обра- ботка точных отверстий. В рыча- гах с отъемными крышками (ша- тунах) – обработка точных от- верстий под стяжные болты, обработка стыковых плоскостей.
Наиболее сложные про- цессы обработки деталей класса
«некруглые стержни» – процес- |
Рис. 12.35. Дополнитель- |
сы обработки шатунов двигате- |
ные базы для обработки |
лей внутреннего сгорания. |
|
|
385 |
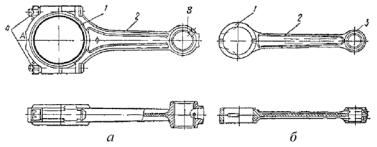
На рис. 12.36 приведены виды шатунов и их основ- ные конструктивные элементы.
Рис. 12.36. Шатуны и их конструктивные элементы: а – шатун автомобильного двигателя; б – шатун мотоциклетного двигателя: 1 – большая головка; 2 – стержень; 3 – малая головка;
4 – стяжные болты
Большие головки шатунов, как правило, изготовляют
с разъемом по |
головке |
в плоскости, перпендикулярной |
к оси стержня |
шатуна. |
Иногда для упрощения монтажа |
по цилиндру применяют косой разъем.
Большие головки шатунов авиационных и автомо- бильных двигателей снабжают стальными вкладышами, залитыми свинцовистой бронзой, а малые головки – за- прессованными в них бронзовыми втулками. В шатунах мотоциклетных двигателей отверстия в больших головках являются беговой дорожкой для тел подшипников качения, поэтому их подвергают цементации и закалке.
Торцы большой и малой головок шатуна обычно вы- полняют симметрично оси стержня. Стержень шатуна ав- томобильного и мотоциклетного двигателя не подвергают механической обработке, а шатун авиационного двигателя обрабатывают по контуру, в том числе и стержень двутав- рового сечения.
386
К точности изготовления шатунов предъявляются следующие требования:
–отверстия во втулках поршневых головок должны быть изготовлены по 6–7-му квалитету точности, шерохова- тость поверхности должна соответствовать Ra = 0,16…0,63;
–отверстия в кривошипных головках необходимо об- рабатывать по 6–7-му квалитету точности, с шероховато- стью поверхности Ra = 0,32…0,63 мкм. Конусность и оваль- ность отверстий не должны превышать 3–5 мкм;
–отклонение от параллельности оси отверстия втул- ки, запрессованной в поршневую головку, с осью отверстия кривошипной головки не должно превышать 0,02–0,04 мм на длине 100 мм;
–биение торцов кривошипной головки относительно оси отверстия под вкладыши не должно превышать 0,1 мм на длине 100 мм;
–отверстия под шатунные болты должны быть вы- полнены по 7–9-му квалитету точности;
–шатуны сортируют на группы по массе и диаметрам большой и малой головок (допуск на вес головки не бо- лее 0,5 % от номинального веса головки, допуск на диаметр
впределах группы – 2…4 мкм).
Шатуны авиационных двигателей изготовляют из ста- ли 40ХНМА (НВ 380–390), автомобильных и тракторных двигателей – из сталей 40, 45 или 45Г, шатуны дизелей, ра- ботающих с большими степенями сжатия, – из сталей 18ХНМА, 18Х2Н4ВА и 40ХНМА, шатуны мотоциклетных двигателей – из сталей 12ХН3А и 18Х2Н4ВА.
На многих заводах применяют следующий техноло- гический процесс изготовления поковок шатунов: нагретую заготовку предварительно обжимают в заготовительных ручьях штампа, затем для получения окончательной формы заготовку штампуют в первом формообразующем и втором окончательном ручьях штампа. После обрезания облоя за-
387

готовку подогревают и калибруют в калибровочном штам- пе, установленном на другом молоте или прессе.
Технологический маршрут изготовления заготовок цельнокованых шатунов из стали 45 с расстоянием между центрами отверстий 240 мм и диаметрами отверстий 15 и 35 мм приведен в табл. 12.26.
|
|
Т а б л и ц а 1 2 . 2 6 |
|
|
Технологический маршрут |
||
|
изготовления заготовки шатуна |
||
|
|
|
|
Номер |
Содержание операции |
Оборудование |
|
операции |
|||
|
|
||
1 |
2 |
3 |
|
05 |
Резка заготовок |
Ножницы |
|
10 |
Нагрев заготовок до 1180 °С |
Камерная печь |
|
20 |
Очистка от окалины |
Специальные скребки |
|
30 |
Промежуточное штампование |
Механический ковочно- |
|
|
штамповочный пресс |
||
|
|
||
40 |
Повторный нагрев до 1180 °С |
Камерная печь |
|
50 |
Штампование в оконча- |
Механический ковочно- |
|
тельном ручье |
штамповочный пресс |
||
|
|||
60 |
Обрезание заусенцев |
Обрезной пресс |
|
70 |
Зачистка заусенцев |
Точильный станок |
|
80 |
Термическая обработка (нор- |
Агрегат для термической |
|
мализация, закалка, отпуск) |
обработки |
||
|
|||
90 |
Чеканка торцов кривошипной |
Чеканочный пресс |
|
и шатунной головки |
|||
|
|
||
100 |
Холодная правка |
Пресс |
|
110 |
Контроль |
Установка для контроля |
|
Для обеспечения технических условий на отдельные параметры шатунов все операции, при которых получают окончательные размеры, выполняют после сборки шату- нов и крышки; в связи с этим детали шатунов не взаимо- заменяемы.
Схема технологического процесса обработки отвер- стий в головках зависит от конструкции шатуна. Отверстия в поршневой и кривошипной головках цельнокованых ша-
388
тунов автомобильных и тракторных двигателей обрабаты- вают предварительно. При этом технологическими базами заготовки служат ее торцы и установочные площадки, оп- ределяющие расположение отверстия относительно оси симметрии обеих головок и стержня.
Отверстия под стяжные болты обрабатывают по раз- личным технологическим схемам. На большинстве заводов отверстия под болты в шатуне и крышке предварительно обрабатывают раздельно, а окончательно – совместно.
Предварительную обработку торцовых плоскостей головок цельнокованых и раздельнокованых шатунов про- изводят на протяжных, фрезерных или шлифовальных станках. У большинства шатунов обрабатывают торцовые поверхности обеих головок.
Протягивают торцовые плоскости головок на одно- или двухпозиционных протяжных станках, при этом вы- сота кривошипной головки обеспечивается с точно- стью 0,1–0,2 мм, поршневой головки – 0,15–0,2 мм, а от- клонение от параллельности торцов – в пределах 0,1 мм.
Фрезеруют торцовые плоскости головок шатунов на многошпиндельных, двусторонних продольно- или ка- русельно-фрезерных станках.
Установочные боковые площадки, которые на после- дующих операциях используются как технологические ба- зы заготовок в приспособления и плоскости под головки стягивающих болтов и гайки этих болтов, протягивают или фрезеруют. При обработке установочных площадок техно- логические базы заготовки в приспособлении – контур тела стержня и поршневая головка. В тех случаях, когда отвер- стие в поршневой головке уже обработано, его используют в качестве технологической базы. В некоторых случаях об- работку установочных площадок совмещают с обработкой поверхности под вкладыш и плоскости разъема в криво- шипной головке.
389

Схема протягивания головки шатуна, штампуемого без крышки, показана на рис. 12.37.
Рис. 12.37. Схема протягивания головки шатуна
Крышку цельнокованых шатунов отрезают на гори- зонтально-фрезерном или продольно-фрезерном станках дисковой фрезой с одновременным фрезерованием плос- костей под головки и гайки стяжных болтов. На рис. 12.38 показана схема отрезания крышки и фрезерования плоско- стей под гайки и головки болтов.
Отверстия в поршневой и кривошипной головках цельно- и раздельнокованых шатунов обрабатывают пред- варительно одновременно или раздельно, а окончательно – после сборки шатуна и крышки – одновременно.
Исключение составляет операция хонингования, ко- торая применяется только для обработки отверстия криво- шипной головки.
Рис. 12.38. Схема отрезания крышки и фрезерования плос- костей под головки и гайки стяжных болтов
Отверстия в поршне- вой головке шатунов с про- шитым в кузнице отверстием обрабатывают за два перехо- да (зенкеруют, а затем раста- чивают) или за две операции (зенкеруют и протягивают). Отверстие в поршневой головке под посадку втулки
390