

книги / Основы технологии машиностроения. Методы обработки заготовок и технологические процессы изготовления типовых деталей машин
.pdfП р о д о л ж е н и е т а б л . 1 2 . 2 3
1 |
2 |
3 |
4 |
Шлифование торцов
30
Шлифование предва- рительное и оконча- тельное наружной и внутренней по-
верхности наружного
40кольца и шлифование предварительное дорожки качения внутреннего кольца
371

372
|
|
|
О к о н ч а н и е т а б л . 1 2 . 2 3 |
1 |
2 |
3 |
4 |
|
Шлифование предва- |
|
|
|
рительное и оконча- |
|
|
|
тельное дорожки |
|
|
50 |
качения наружного |
|
|
кольца и шлифование |
|
|
|
|
отверстия внутренне- |
|
|
|
го кольца |
|
|
|
|
|
|
|
Зачистка наружной |
|
|
|
цилиндрической |
|
|
|
поверхности наруж- |
|
|
60 |
ного кольца и шли- |
|
|
фование окончатель- |
|
|
|
|
|
|
|
|
ное дорожки качения |
|
|
|
внутреннего кольца |
|
|
|
|
|
|
|
Шлифование опорно- |
|
|
|
го бурта внутреннего |
|
|
|
кольца |
|
|
70 |
|
— |
|
|
|
|
|
Изготовление наружного и внутреннего колец шари- коподшипников начинается с обработки наружных и внут- ренних поверхностей одновременно двух заготовок на то- карных автоматах пруткового типа (двухшпиндельных – для наружных и шестишпиндельных – для внутренних ко- лец), после чего производят клеймление и термообработку.
Термическая обработка состоит из закалки, промыв- ки, низкотемпературной обработки холодом для стабилиза- ции структуры и размеров при температуре 8–12 К в тече- ние 40–45 мин, и отпуска при температуре 150–160 °С в течение 3 ч в электропечи.
После термической обработки производят предвари- тельное и окончательное шлифование наружной поверхно- сти. Затем в наружном кольце полируют желоб, а во внут- реннем кольце – отверстие, после чего также шлифуют и полируют желоб.
Изготовление наружного и внутреннего колец роли- коподшипников начинается с обработки наружных и внут- ренних поверхностей на двухблочных восьмишпиндельных токарных автоматах с двух сторон.
Внутреннее кольцо сложнее наружного, поэтому по- сле этой операции обработка роликовой дорожки качения во внутреннем кольце завершается на одношпиндельном трехсуппортном автомате. После этой операции производят клеймление и термическую обработку по той же схеме, что
идля наружных и внутренних колец шарикоподшипников, а затем шлифуют торцы.
После термообработки у наружного кольца шлифует- ся предварительно и окончательно наружная поверхность
идорожка качения, а у внутреннего кольца после предва- рительного шлифования дорожки качения производят шлифование отверстия и затем – окончательное шлифова- ние дорожки качения и опорного бурта. Последней опера- цией изготовления наружных колец как шарикоподшипни-
373
ков, так и роликоподшипников является отделочная обра- ботка наружной цилиндрической поверхности на ленточно- шлифовальных станках.
В обеих линиях установлены автоматы для контроля изготовленных колец, контрольно-блокирующие автоматы для удаления с автоматических линий брака, а также при- боры активного контроля, встроенные в станки.
Токарную обработку производят резцами, оснащен- ными пластинами Т14К8 и Т5К10. Для шлифования торцов применяют шлифовальные круги на бакелитовой связке, а для шлифования отверстий и для бесцентрового шлифо- вания используют шлифовальные круги на керамической связке. Полирование производят фетровыми кругами с по- дачей в зону обработки микропорошка, разведенного в сма- зочно-охлаждающей жидкости.
Транспортные загрузочные устройства обеспечивают как подачу заготовок колец с операции на операцию, так и транспортирование их к месту сборки и на склад.
12.6. Технологические процессы обработки маховиков и шкивов
Маховики и шкивы относятся к деталям класса «дис- ки» и находят широкое применение в конструкциях двигате- лей внутреннего сгорания, металлорежущих станках и сель- скохозяйственных машинах.
Детали класса «диски» имеют форму тела вращения с малым отношением толщины к диаметру (менее 0,5), с центральным гладким отверстием, со шлицами или шпо- ночным пазом. В зависимости от конструктивных особен- ностей детали этого класса могут быть подразделены на диски, колеса, зубчатые колеса, звездочки, маховики, шкивы, фланцы.
374
В качестве материала для изготовления этих дета- лей используют серый чугун, углеродистую и легирован- ную стали.
Заготовками служат отливки, штамповки, круглый и листовой прокат. Все детали этого класса имеют общую схему обработки, состоящую в том, что сначала обрабаты- вают центральное отверстие и торец, используемые в каче- стве технологических баз на последующих операциях об- работки резанием.
Основные технические требования к деталям рас- сматриваемого класса следующие: точность обработки на- ружных поверхностей – 7–9-й квалитет, точность цен- трального отверстия – 6–8-й квалитет, допуск отклонения от соосности внутренних и наружных цилиндрических по- верхностей 0,01–0,03 мм, допуск торцового биения относи- тельно оси отверстия 0,03–0,05 мм.
При обработке фланцев, дисков, маховиков и шкивов в крупносерийном и массовом производстве целесообразно придерживаться следующей последовательности:
– зенкерование |
отверстия |
и снятие в |
нем фаски |
на вертикально-сверлильном станке; |
|
||
– протягивание |
отверстия |
(гладкого, |
шлицевого, |
со шпоночным пазом) на горизонтально- или вертикально- протяжном станке с обеспечением точности по 7-му ква- литету и шероховатости поверхности Ra ≤ 0,4 мкм;
–предварительное точение наружной поверхности, подрезка торцов и снятие наружных фасок на токарном мно- горезцовом автомате при базировании заготовки по цен- тральному отверстию на консольной или центровой разжим- ной оправке;
–чистовое точение наружной поверхности на токар- ном гидрокопировальном полуавтомате;
375
– на последующих операциях выполняют снятие фа- сок с противоположного торца, сверление радиального от- верстия, обработку смазочных канавок и др.
Детали класса «диски» подвергают статической ба- лансировке, для двигателей внутреннего сгорания (в ряде случаев) – динамической.
12.6.1. Технологические процессы обработки маховиков
Маховик – неотъемлемая деталь любого двигателя внутреннего сгорания. Он отливается из серого чугуна, на- пример СЧ 15 твердостью НВ 180–240, и представляет со- бой тело вращения, относится к деталям класса «диски» с большой массой.
Маховик имеет точно обработанные торец под диски муфты сцепления, посадочное отверстие для установки на фланец коленчатого вала и два установочных отверстия для угловой ориентации маховика. Точность обработки торцов по 7–9-му квалитету точности, а допуск торцового биения относительно оси отверстия порядка 0,01–0,03 мм.
Точность обработки отверстия по 7–8-му квалитету точности, шероховатость поверхности Ra ≤ 0,4 мкм.
Все поверхности маховика должны быть обработаны резанием. Крупные, массивные маховики обычно обраба- тывают на токарно-карусельных станках.
На первой операции производят предварительную и чистовую обработку всех поверхностей, доступных с од- ной стороны. В качестве базовых поверхностей на этой опе- рации используют торец маховика и наружную поверхность, по которой маховик закрепляют в трехкулачковом патроне.
На второй операции базами являются обработанный торец и расточенная внутренняя поверхность маховика под диски муфты сцепления, которую используют для закрепле- ния заготовки в трехкулачковом патроне на разжим. На этой
376
операции производят предварительную и чистовую обработ- ку торцовых поверхностей и посадочного отверстия.
Сверление и развертывание отверстий для угловой ориентации, зенкование фасок, нарезание резьбы выполня- ют на радиально-сверлильном станке. Зубчатый венец на- девают на маховик в нагретом состоянии (до 300 °С).
Балансировку маховика в сборе с зубчатым венцом производят на балансировочном стенде.
В массовом производстве для обработки маховиков применяют восьмишпиндельные токарно-карусельные ав- томаты.
12.6.2. Технологические процессы обработки шкивов
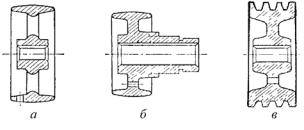
На рис. 12.33 приведены наиболее часто используе- мые конструкции шкивов под плоские и клиновые ремни.
Рис. 12.33. Шкивы: а, б – под плоский ремень; в – под клиновые ремни
Технологическими задачами при обработке шкивов яв- ляется достижение концентричности внутренних и наружных поверхностей и перпендикулярности торцов к оси детали.
Шкивы изготовляют большей частью из чугуна СЧ 15, стали 45, алюминия, прессованного текстолита и бакелита с наполнителем.
Заготовки в большинстве случаев применяют штуч- ные: литые, кованые, штампованные, а диаметром до 60 мм – из прутка.
377

Припуски на обработку зависят от способа получе- ния заготовки. Для литых заготовок при литье в землю припуск составляет 5–6 мм на сторону, при литье в ко- киль – 2–3 мм на сторону. Для штампованных заготовок – 2–4 мм на сторону.
Обработку шкивов средних размеров (диаметром 200– 400 мм) производят большей частью на токарных, в крупно- серийном производстве – на токарно-револьверных станках.
Большие шкивы обрабатывают на карусельных стан- ках. Чаще всего шкивы обрабатывают по всему контуру для лучшей балансировки и получения хорошего внешнего вида.
При формовке по металлическим моделям на формо- вочных машинах и проверке литья шаблонами, а также при отливке заготовки в кокиль можно обойтись без обработки внутренних поверхностей, но статическая или динамиче- ская балансировка обязательна.
Технические условия на изготовление шкивов диа- метром 250–300 мм (материал – чугун, алюминий) сле- дующие:
Точность центрального отверстия................................... |
7–8-й квалитет |
|
Радиальное биение |
|
|
по наружной поверхности шкива........................................ |
0,03–0,04 мм |
|
Торцовое биение ступицы.................... |
0,02–0,03 мм на радиусе 50 |
мм |
Торцовое биение обода....................... |
0,04–0,06 мм на радиусе 250 |
мм |
Шероховатость |
|
|
поверхности отверстия.............................................. |
Ra = 1,25…0,32 мкм |
|
Шероховатость поверхности обода................................ |
Rz = 5…20 мкм |
|
Отклонение от параллельности |
|
|
шпоночной канавки оси вращения |
|
|
на длине 100 мм, не более .............................................................. |
0,03 |
мм |
Крупные шкивы обычно обрабатывают на карусель- ных станках.
Установку на первой операции обычно выполняют на ступице, в которой обрабатываются центральное отвер- стие и прилегающие к ней торцы.
378
Обод обрабатывают при установке шкива на центри- рующий шип по обработанному отверстию и торцу.
При обработке разъемных шкивов сначала обрабаты- вают стыки половинок, затем просверливают по кондукто- ру отверстия для соединительных болтов в стыках и произ- водят совместное развертывание отверстий. После соеди- нения половинок соединительными болтами растачивают центральное отверстие, устанавливая шкив по ступице, и обрабатывают наружную поверхность, устанавливая сту- пицу на шип по обработанному отверстию.
В табл. 12.24 приведен типовой технологический процесс обработки шкивов.
Т а б л и ц а 1 2 . 2 4
Типовой технологический процесс обработки шкивов
Номер |
Содержание |
Технологическая |
Оборудование |
|
операции |
операции |
база |
||
|
||||
|
|
|
|
|
1 |
2 |
3 |
4 |
|
|
|
|
|
|
|
Расточка центрального |
Необработанная |
Сверлильный |
|
05 |
отверстия с припуском |
поверхность обо- |
или токарный |
|
|
под протягивание |
да или ступица |
станок |
|
|
и подрезка торца |
|||
|
|
|
||
|
|
|
|
|
|
Подрезка |
Отверстие |
Сверлильный |
|
10 |
второго торца |
или токарный |
||
и торец |
||||
|
|
станок |
||
|
|
|
||
|
|
|
|
|
20 |
Протягивание цилинд- |
Торец |
Протяжной станок |
|
рического отверстия |
||||
|
|
|
||
|
|
|
|
|
30 |
Протягивание шпоноч- |
Торец |
Протяжной станок |
|
ной канавки |
и отверстие |
|||
|
|
|||
|
|
|
|
|
|
Черновая обработка |
|
Многорезцовый |
|
|
наружного диаметра |
|
токарный |
|
|
и торцов обода (для |
|
полуавтомат |
|
40 |
шкива на рис. 2.33, |
Отверстие |
|
|
б – обточка ступицы; |
|
|||
|
|
|
||
|
для шкива на рис. 2.33, |
|
|
|
|
в – выточка клиновых |
|
|
|
|
канавок) |
|
|
|
|
|
|
|
|
|
|
|
379 |

О к о н ч а н и е т а б л . 1 2 . 2 4
1 |
2 |
3 |
4 |
|
|
Чистовая обточка на- |
|
Токарно- |
|
50 |
ружного диаметра (для |
Отверстие |
копировальный |
|
шкива на рис. 2.33, а – |
станок или станок |
|||
|
|
|||
|
по копиру) |
|
с ЧПУ |
|
|
Сверление смазочных |
|
|
|
60 |
отверстий и нарезание |
Торец |
Сверлильный |
|
резьбы (если требуется |
станок |
|||
|
|
|||
|
по чертежу) |
|
|
|
|
Динамическая балан- |
|
|
|
|
сировка и высверлива- |
|
Балансировочный |
|
70 |
ние отверстий |
Отверстие |
стенд со сверлиль- |
|
|
для устранения |
|
ным шпинделем |
|
|
дисбаланса |
|
|
|
|
Шлифование ступиц |
|
Кругло- |
|
|
у шкивов по рис. 2.33, б |
|
||
80 |
Отверстие |
шлифовальный |
||
(если требуется |
||||
|
|
станок |
||
|
по чертежу) |
|
||
|
|
|
||
|
Полирование ступицы |
|
|
|
90 |
шкивов по рис. 2.33, б |
Отверстие |
Токарный станок |
|
(если требуется |
||||
|
|
|
||
|
по чертежу) |
|
|
Примечание. Заготовка – отливка в кокиль; материал – чугун или алюминий; наружный диаметр заготовки до 300 мм; диаметр цен- трального отверстия 30–40 мм.
12.7. Технологические процессы обработки типовых деталей двигателей внутреннего сгорания
12.7.1. Технологические процессы обработки шатунов
Шатуны являются передаточными звеньями шатун- но-кривошипных механизмов различных машин, в основ- ном – поршневых двигателей внутреннего сгорания. Свя- зывая поршень с коленчатым валом, шатун служит для преобразования поступательно-возвратного движения поршня во вращательное движение коленчатого вала и для передачи усилия поршня на шатунную шейку коленчатого
380