

книги из ГПНТБ / Якунин, Н. К. Новые эффективные материалы и изделия из древесного сырья за рубежом
.pdf
|
|
|
|
|
|
|
Т а б л и ц а S |
||
Технологические |
операции |
и деревообрабатывающее оборудование |
|||||||
|
|
|
для производства велокса |
|
|
|
|||
Наименование операции |
|
Название оборудования, |
Лиалогичное отечественное |
||||||
|
используемого фирмой |
деревообрабатывающее |
|||||||
|
|
|
|
|
|
|
оборудование |
||
|
|
1. |
Приготовление древесной массы |
|
|
||||
Измельчение реек для |
Губительная машина |
Губительные |
машины |
||||||
получения дроблении |
|
с |
наклонным |
диском |
ДГБ-1, ГМ-10, |
ГМ-20 |
|||
|
|
|
фирмы «Шпрингер» |
|
|
|
|||
Доизмельчение круп |
Молотковая |
дробилка |
Дробилка |
ДГБ-1 |
|||||
ной щепы-дробленки |
|
|
|
|
|
|
|
|
|
Подача |
дроблеикн |
в |
Ленточный транспор |
Ленточный |
транспор |
||||
бункер |
|
|
тер |
|
|
тер |
|
|
|
Подача щепы в сме |
Специальный |
бункер |
|
|
|
||||
ситель с |
одновремен |
|
|
|
|
|
|
|
|
ным дозированием |
|
|
|
|
|
|
|
|
|
Подача цемента в сме |
Шнековый |
тарнспор- |
|
|
|
||||
ситель |
|
|
тер |
|
|
|
|
|
|
Смешивание щепы |
с |
Специальный |
смеси |
|
|
|
|||
цементом н водой |
|
тель |
|
|
|
|
|
||
|
|
|
II. |
Изготовление |
плит |
|
|
|
|
Дозирование стружеч но-цементной массы
Насыпка ковра на поддон
Укладка продольных реек
Прессование плит из древесно - цементной массы
Стяжка спрессованной стопы специальными стяжками
Выдержка стянутых стоп на буферной пло щадке
Извлечение отпрессо ванной плиты из дере вянного поддона
Продольная и попе речная обрезка плит по размеру
Укладка готовых плит в стопы
Изготовление строи тельных деталей из ве локса
Бункер с двумя ши берами и дозаторами
Специальные дозато ры
Вручную
Специальный |
пресс |
|
|
на 25—40 поддонов |
|
|
|
Вручную |
|
|
|
Буферная площадка |
|
|
|
с цепными транспорте |
|
|
|
рами |
|
|
|
Специальный |
встря |
|
|
хивающий кантователь |
|
|
|
Форматный станок |
Форматные |
станки |
|
|
|
ДЦ-ЗМ; |
ЦФА-160, |
|
|
ЦФА-250, ЦФ-5 |
|
Автопогрузчик |
|
Автопогрузчик |
|
Вручную |
|
|
|
60
подается снизу и поршнями подъемных цилиндров поднимается вверх; в поднятом состоянии он фиксируется, а толкатели подъемных цилиндров опускаются вниз, освобождая место для очередного поддона. В загрузочном механизме пресса поддоны устанавливаются друг на друга без дополнительных прокладок (прокладками являются боковые борта деревянных форм).
После набора необходимого количества заполненных форм фиксирующий механизм при подъеме последней формы отклю чается, стопа (штабель) поддонов опускается вниз до уровня нижней плиты пресса и специальным устройство!М транспорти руется в пресс. В прессе стопа спрессовывается, при этом исход ный материал, находящийся в формах, упрессовывается до раз меров, определяемых размерами бортов формы.
В спрессованном состоянии стопа стягивается четырьмя металлическими стяжками, закрепляемыми на верхней и ниж ней специальных съемных металлических платформах. После установки стяжек давление в гидроцилиндрах снимается, сжа тая стопа поддонов специальным выталкивающим механизмом
удаляется из преоса на промежуточное подстопное |
место или |
на специальный конвейер, а затем в помещение |
выдержки, |
где происходит отверждение содержимого форм. |
|
После отверждения стопа форм направляется на специаль ную разгрузочную установку — анстаккнер 15. Формы, поддоны и накладки отделяются от плит на специальной установке 16. На этой установке формы удаляются к прессу, а готовые плиты направляются на автоматический обрезной круглопильный ста нок 17, где происходит их обрезка с четырех сторон. Дополни тельным агрегатом можно выполнить раскрой плиты на две или четыре части, а также произвести их маркировку. Обрезан ные строительные плиты укладываются штабелирующим меха низмом 18 на поперечном транспортере 19. Формы после отде ления строительных плит направляются к механизму 20, где наносится распыленное отработанное машинное масло и поро шок. Поддоны и покрышки 'Снова направляются к штабеле укладчику. Производительность установки составляет 6 плит стандартного размера (2000X500X25 мм) в минуту.
Ориентировочный состав технологических операций и обо рудования для производства велокса приведен в табл. 8.
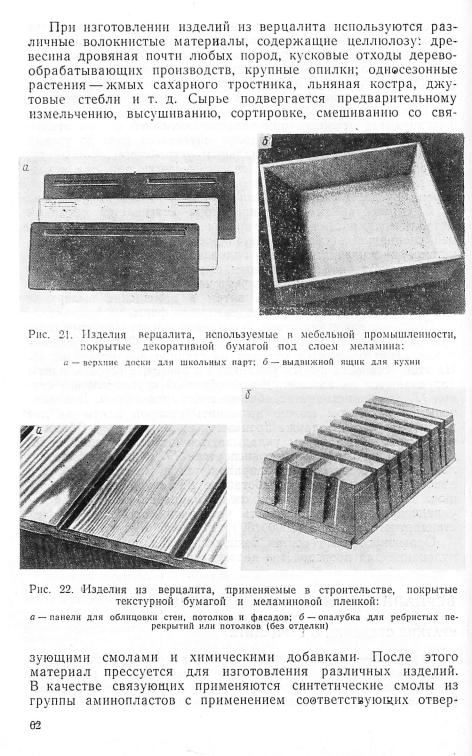
ВЕРЦАЛИТ. СВОЙСТВА И ИЗДЕЛИЯ ИЗ НЕГО
КРАТКИЕ СВЕДЕНИЯ О ВЕРЦАЛИТЕ
Верцалит—это наименование метода производства и изде лий, изготовляемых на прессовых установках из различных измельченных растительных материалов с применением нагрева, связующих и других химических компонентов.
61


для радиопромышленности — футляры и корпусные короб ки для радиоприемников, телевизоров, электропроигрывателей,
и т. д.; для автомобильной — рамы сидений, рамки для окон, арма
турные панели, части кузовов и т. д.; для производства тары — различные ящики и контейнеры.
На рис. 21—25 показаны образцы изделий, сделанные из верцалита.
Все эти изделия красивы и изящны.
Изделия из верцалита отделываются различными текстур ными и пленочными материалами в процессе изготовления.
В строительстве ФРГ изделия из верцалита применяются
довольно |
широко |
(табл. |
9). |
|
|
||
|
|
|
|
|
|
|
Т а б л и ц а 9 |
Номенклатура |
изделий |
из верцалита, выпускаемых |
в ФРГ |
||||
|
|
|
|
|
|
|
Вес, кг |
Наименование |
изделия |
Размеры изделия, .»r.u |
1м- |
ОДНОГО |
|||
|
|
|
|
|
|
изделия |
|
Панели для |
облицовки |
5400X2050 |
7,6 |
97 |
|||
|
|
|
|
|
5400X1450 |
5,9 |
69 |
|
|
|
|
|
5400X850 |
4,0 |
50 |
Погонажные |
изделия |
в ви- |
5400 X (1504-400) |
3,2 |
8—22 |
||
де досок |
|
|
|
|
5400 X 600 |
3,2 |
29 |
|
|
|
|
|
|||
Дверные коробки с налич |
220X150X100* |
— |
11,2 |
||||
никами |
|
|
|
|
|
|
|
Дверные |
полотна |
|
2000X1000 |
— |
60 |
||
Опалубочные формы |
|
1000X820X200 |
— |
61 |
|||
* Толщина стенки. |
|
|
|
|
|||
|
Физико-механические свойства изделий из верцалита |
||||||
Удельный вес, г/смъ ...................................................................... |
|
|
0,4— 1,1 |
||||
Толщина, |
м м |
................................................................................ |
|
|
|
4—60 |
|
Прочность на изгиб, кг/см2 |
....................................................... |
|
220—580 |
||||
Модуль упругости, кгс/см- ..................................................... |
|
|
24 000—90 000 |
||||
Прочность |
на |
растяжение, |
к г с /с м " ........................................ |
|
100—200 |
||
Прочность |
на |
поперечное растяжение, кгс/см2 . . . . |
|
9—33 |
|||
Набухание |
после 2 ч пребывания в воде, % .................... |
|
0,1—4 |
||||
Набухание |
после 24 ч пребывания в воде, % . . . . |
1—10 |
|||||
5 Н. К. Якунин |
|
|
|
|
|
65 |
|
Насыщение после 2 ч пребывания в воде, % .................... |
1,8—22 |
||
Насыщение после 24 ч |
пребывания в воде, % . . . . |
6,8—44 |
|
Границы температуры при эксплуатации изделии, °С . |
. —78—92 |
||
Коэффициент |
теплопроводности, ккал/м-ч-град . . . . |
0,9—0,2 |
|
Коэффициент сопротивляемости воздействию пара . . . |
51 000—63 000 |
||
Светостойкость |
(норма |
по ДШ 53 388), классы . . . . |
5—8 |
Твердость по |
Бринелю, |
кгс/мм2 ............................................. |
4—15 |
Из приведенных данных видно, что физико-механические показатели изделий из верцалита варьируются в широком диа пазоне.
Изменяя рецептуру, компоненты и удельное давление, фир ма удовлетворяет самые разнообразные требования своих заказчиков применительно к различным изделиям.
Исходным сырьем являются окоренные балансы различных пород древесины, дрова, шпон-рванина, кусковые отходы лесо пильных и деревообрабатывающих производств и пр. Анало гичное сырье применяется при производстве древесностружеч ных плит в Советском Союзе. Из этого сырья на стружечных станках вырабатывается древесная стружка, которая в даль нейшем измельчается на более мелкие фракции, высушивается и сортируется. В качестве связующих материалов применяется мочевино-меламиновый клей с отвердителем, гидрофобными добавками.
В одном условном изделии, рассчитанном на отвес стружки 120 кг, примерно содержится: стружки 120 кг, мочевинного клея 29 кг, отвердителя 35 кг, парафина 1,8 кг, гидрофобной добавки 1,8 кг, мочевины с меламином в порошке до 35 кг.
Расход материалов на 100 кг древесных отходов для некото рых изделий (по данным фирмы) следующий:
|
|
|
|
Для дверных |
Для облпцо- |
|
|
|
|
КОрОбоК, ПОДО- |
ВОЧИЫХ 111ШС- |
|
|
|
|
конпых досок |
лей |
Клей из смолы на основе мочевины, кг . |
. . |
13 |
17 |
||
Клей из меламиновой смолы, к г .................... |
|
— |
S |
||
Водоотталкивающая |
эмульсия, |
на основе |
во |
0,7 |
0./ |
ска, к г .................................................................................. |
|
|
|
||
Отвердитель на основе аммохлорида и гекса- |
0,84 |
1.2 |
|||
метилентетрахлорида, к |
г ................................................. |
|
|
||
Порошок из мочевины К-234, к |
г ........................ |
|
4 |
8 |
|
Антисептик, к г ............................................................ |
|
|
|
4 |
— |
Содержание смолы в деталях для сложной и наружной эксплуатации достигает 20—25%, а в деталях для внутренней эксплуатации 10—15%.
66
Для верцалита могут быть использованы практически все древесные породы. Ограничено применение дуба в связи с со держанием в нем значительного количества дубильных веществ.
Содержание коры в стружечной массе не должно превы шать 3—4%. Гниль не допускается. По утверждению предста вителей фирмы, для изготовления верцалита может приме няться станочная стружка толщиной 0,2—0,3 мм, длиной волок
на до 20 мм |
любой ширины в неограниченном количестве. |
|
Допускается |
применение |
опилок с длиной волокна не менее |
2 мм, в объеме не более |
15—20%. Увеличение количества опи |
|
лок требует увеличения |
количества связующих. |
|
ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИИ ИЗ ВЕРЦАЛИТА
Состав специального технологического деревообрабатываю щего оборудования для производства верцалита до участка прессования аналогичен составу оборудования для производ ства древесностружечных плит.
Участок изготовления стружки оснащен дисковыми стру жечными станками фирмы «Бецнер», по технической характери стике аналогичными станкам ДС-2. Фирма намерена дисковые станки заменить одним высокопроизводительным станком барабанного типа той же фирмы, который по своей технической характеристике, конструкции ножевого вала и удобству эксплу атации почти аналогичен стружечному станку модели ДС-6, выпускаемому отечественной промышленностью. Древесная стружка смешивается со связующим и другими компонентами в специальных смесителях периодического действия.
Участок прессования и отделки различных деталей и изде лий из верцалита оснащен специальными прессами, разработан ными самой фирмой. Изготовление и облицовка изделий отде лочными материалами производится на одних и тех же прессах в два этапа: сначала изготовляются детали и изделия, затем их облицовывают специальными текстурными, укрывистыми материалами, приобретаемыми фирмой со стороны. В техноло гическом процессе изготовления корпусных деталей и изделий много позиционного оборудования и ручных операций. Упако вывают изделия вручную в целлофановые мешки.
При производстве изделий из верцалита древесную стружку делят на 4 фракции: пыль, тонкую стружку, нормальную и гру бую.
Грубая стружка идет на измельчение, тонкая — для изготов ления лицевой поверхности, а нормальная — для изготовления внутреннего слоя, при этом тонкой добавляют 5% от объема, а нормальной 95%. Тонкой считается стружка с длиной волокон
67
1—4 мм, нормальная — с длиной 4—15 мм, грубая с |
длиной |
более 15 мм. Применение одной пыли нецелесообразно, |
так как |
ее очень трудно наносить. Другие предприятия, выпускающие изделия по методу «Верцалит», широко используют кусковые отходы лесопиления и деревообработкиПри этом состав обо рудования стружечного отделения определяется составом п ко личеством исходного сырья. Кусковые древесные отходы снача ла перерабатываются в дробленку, а затем на центробежных
стружечных станках, аналогичных станкам |
ДС-3 п |
ДС-5, |
в стружку игольчатой формы. |
|
|
На фирме «Верцалит» древесная стружка после стружечно |
||
го станка проходит вторичное измельчение на |
станках |
фирмы |
«Пальман». Кондиционная стружка имеет следующие парамет ры: для основного слоя (95% всей массы) толщина 0,2—0,3 мм, частично 0,1 мм, ширина 1,5 мм, длина от 4 до 15 мм, частично от 1 до 4 мм.
Влажность исходного сырья до сушки от 30 до 100%, после сушки 1—2%.
Кондиционная стружка подается в бункер сырой стружки и оттуда через дозирующее устройство в барабанную сушилку фирмы «Пандорф».
После сушки стружка через бункер сухой стружки и весо вой дозатор подается в специальный смеситель-мешалку, туда же подается смола и гидрофобные добавки по специальной рецептуре. Количество добавок зависит от назначения конечных изделий. Количество и состав связующих и добавок являются секретом фирмы.
На фирме принят один отвес древесных стружек 120 кг, на него рассчитана дозировка смолы и всех добавок для различ ных изделий. Этот весовой объем в специальных ящиках-кон тейнерах автопогрузчиком развозится по отделениям фор мовки.
Изделия различного назначения формуют п прессуют в раз ных отделениях, при этом оборудование для каждого вида изделий применяется разное.
В зависимости от назначения изделий рецептура и количе ство компонентов изменяются, за счет чего изделиям могут придаваться различные физико-механические свойства, которые колеблются в широком диапазоне. Чтобы исходный материал, предназначенный для различных изделий, не перепутать, его подкрашивают в разные цвета.
СХЕМА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПРЕССОВАНИЯ ПОГОНАЖНЫХ ИЗДЕЛИЙ ДЛЯ СТРОИТЕЛЬСТВА
Схема технологической компоновки оборудования для про изводства погонажных изделий из верцалита показана иа рис. 26.
66
Контейнер со стружечной массой влажностью 14%, смешан ной со связующими и другими компонентами, привезенный автопогрузчиком, устанавливается на подъемник 1, подни
мается над |
формирующей машиной 2, и масса высыпается |
в приемный |
бункер формирующей машины фирмы «Вюртекс» |
с шириной |
насыпки 133 мм. Машина насыпает ковер нужной |
толщины, имеющий насыпной объем в 6—8 раз больший прес суемого изделия. Насыпка производится на нижнюю часть прессформы, закрепленной на подвижной плите пресса, как при движении стола 3 в заднее крайнее положение, так и при дви жении его вперед 22.
12 13 15 к
7 20
Рис. 26. Схема |
технологической |
компоновки оборудования при производстве |
|||||||||||||||
|
|
|
|
|
погонажных деталей из верцалита: |
|
|
|
|
||||||||
/ — подъемная каретка |
подъемника для |
подачи стружечной |
массы, смешанной |
со |
свя |
||||||||||||
зующими и компонентами, в формирующую машину; 2 — формирующая машина |
фирмы |
||||||||||||||||
«Вюртекс»; |
3 — стол |
пресса с |
прессформамн |
и приемо-разгрузочной кареткой; |
4 — хо |
||||||||||||
лодный |
подпрессовочный пресс |
фирмы |
«Днффенбахер»; 5 — прпемно-рагрузочЕшя карет |
||||||||||||||
ка для приемки, транспортировки и разгрузки брикетов погонажных деталей; |
6 — при |
||||||||||||||||
емный |
стол |
горячего |
пресса с |
поддоном; 7 — стол |
с крафт-бумагои. текстурной |
бумагой |
|||||||||||
н меламиновой |
пленкой; 8 — горячий |
пресс: |
9 — разгрузочный |
стол |
горячего |
пресса; |
|||||||||||
10 — направление |
перемещения |
каретки |
к горячему прессу |
8 для перекладывания |
бри |
||||||||||||
кетов; |
11 — направление |
перемещения |
каретки |
пресса для |
передачи |
брикетов |
к |
горя |
|||||||||
чему прессу |
19; |
12— брикеты |
для |
пресса 19 в |
исходном |
положении; |
13 — направление |
||||||||||
перемещения каретки при передаче брикетов |
к |
прессу |
19; |
/-/ — подвижный поддон с |
|||||||||||||
брикетами; |
/5 — цепной |
транспортер; |
16 — поддон |
с брикетами перед |
подачей |
к |
прес |
||||||||||
су 19; |
17 — направление |
движения |
поддона с |
брикетами: |
18 — приемный стол |
горячего |
|||||||||||
пресса |
19 с поддоном и брикетами; |
19 — горячий |
пресс; 20 — стол |
с крафт-бумагой, |
тек |
||||||||||||
стурной бумагой |
и меламиновой пленкой; 21 — разгрузочный |
стол |
горячего пресса; |
22 — |
|||||||||||||
направление |
движения |
стола холодного пресса с прессформамн; |
23 — направление |
дви |
|||||||||||||
|
|
|
|
|
жения готовых деталей от горячего пресса |
|
|
|
|||||||||
Соотношение спрессованного брикета к насыпной массе составляет от 1:4 до 1:6-5- 8.
В холодном 16-плунжерном прессе 4 при удельном давлении 40—50 кгс/см2 стружечному ковру придается нужный профиль детали и образуются брикеты. Плунжеры расположены в верх ней части пресса. После раскрытия пресса 4 подвижный стол пресса с брикетами продвигается вперед и занимает положе ние 5. Здесь стол останавливается, включается специальный сталкивающий механизм, перемещающийся над столом
69